 Naar inhoud gaan
Naar inhoud gaan 
Elektronenstraalsmelten (EBM) is veelbelovend voor de productie van ingewikkelde metalen componenten, maar hiaten in de proceskennis hebben de toepassing vertraagd. In deze handleiding wordt EBM ontrafeld door poedereigenschappen, thermische modellering, parameterinvloeden en industriële toepassingen te onderzoeken. Een beter begrip van materiaaleigenschappen, simulatie en productverfijning is de sleutel tot het optimaliseren van dit gespecialiseerde proces. 3D afdrukken techniek
Metaalpoedereigenschappen die cruciaal zijn voor het smeltproces met elektronenbundels
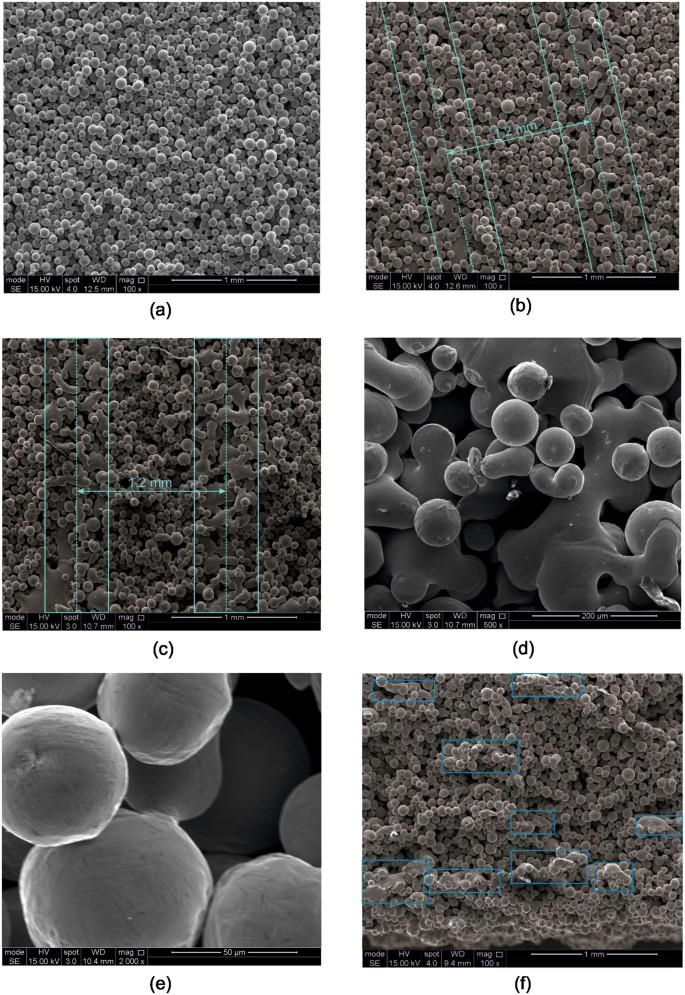
De grondstof poeder speelt een belangrijke rol bij Electron Beam Melting, omdat het selectief gesmolten wordt met behulp van de elektronenbundel om elke nieuwe laag te creëren. Voordat het smelten begint, wordt het poeder onderworpen aan een voorverwarmingsstap waardoor het gaat sinteren. Dit sinterproces verbindt de deeltjes en vormt halzen tussen de deeltjes. Om het sintergedrag te begrijpen, evalueerden onderzoekers voorverwarmd Ti-6Al-4V poeder met behulp van microscopie. Scanning elektronenmicroscopie toonde aan dat er zich nekken hadden gevormd tussen de deeltjes, variërend van 1 tot 10 micrometer in diameter. Verdere analyse wees uit dat het poeder een korfvormige microstructuur had met zowel alfa- als bètafasen, die leek op de microstructuur van de vaste legering.
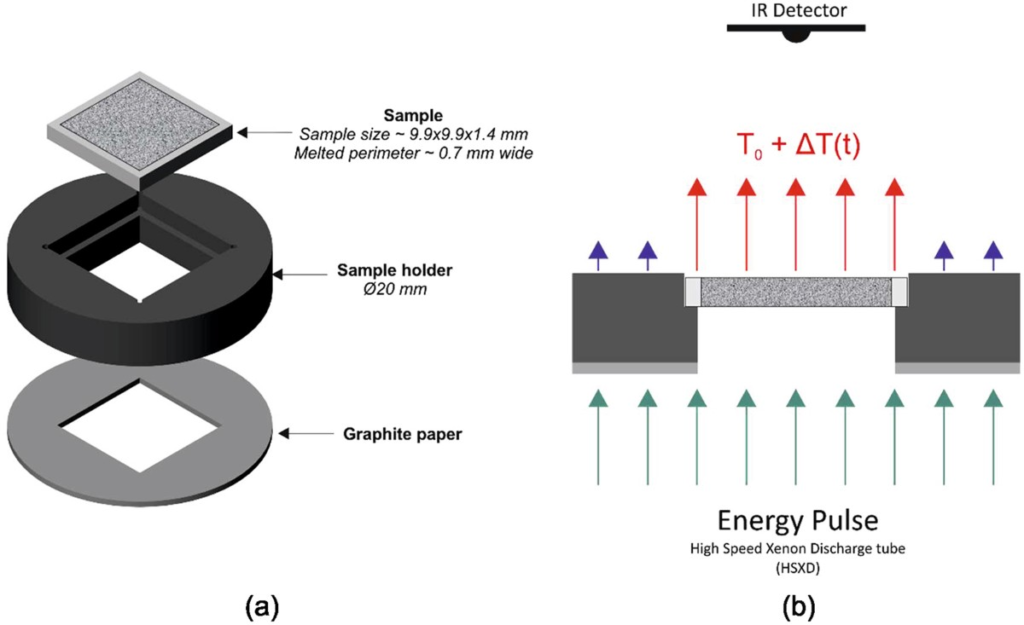
Aanvullende tests keken naar de poreusheidsniveaus van het poeder en de thermische eigenschappen. Poederspecimens werden vervaardigd met elektronenstraalsmelting en vervolgens gescand met microCT. De resultaten toonden een porositeit van ongeveer 50% in alle monsters. De thermische geleidbaarheid werd ook gemeten bij verschillende temperaturen. Interessant genoeg vertoonde het poeder een aanzienlijk lager geleidingsvermogen dan vast Ti-6Al-4V, met waarden die ongeveer een kwart zo groot waren. Het geleidingsvermogen bleek 0,63 W/mK te zijn bij kamertemperatuur en nam toe tot minder dan 2,44 W/mK bij 750 graden Celsius.
Inzicht in het sintergedrag gaf inzicht in de voorbewerking van poeder tijdens EBM. Het kwantificeren van porositeit en thermische geleidbaarheid hielp bij de ontwikkeling van thermische modellen, die cruciaal zijn voor het simuleren van het EBM-smeltproces. In het algemeen bleek het nauwkeurig weergeven van poedereigenschappen van vitaal belang voor het ontrafelen van deze opkomende technologie. 3D printtechnologie.
Warmtegeleidingsvermogen van EBM-poeders
Onderzoekers ondernamen stappen om specifiek de thermische geleidbaarheid te meten van Ti-6Al-4V poeder dat gebruikt wordt bij het smelten met elektronenbundels. Dit werd gedaan door monsters te vervaardigen die zowel vaste als poedervormige gebieden bevatten met behulp van de metaal 3D printen proces. Testen isoleerden vervolgens de geleidbaarheid binnen de poedersecties.
De resultaten toonden aan dat het geleidingsvermogen van poeder veel lager was dan dat van de vaste titaniumlegering. Bij kamertemperatuur bedroeg het geleidingsvermogen van het poeder 0,63 W/mK - slechts ongeveer een kwart van dat van dicht Ti-6Al-4V. Zelfs bij hogere temperaturen bleef het geleidingsvermogen laag in vergelijking met de vaste tegenhanger. Toen de temperaturen stegen tot 750°C, nam het geleidingsvermogen van het poeder iets toe, maar bereikte een maximum van ongeveer 2,44 W/mK.
Deze gegevens bevestigden dat poeders een aanzienlijk verminderd vermogen hebben om warmte over te dragen in vergelijking met massief metaal. Hun lage geleidbaarheid is waarschijnlijk het gevolg van de inherente porositeit die tijdens de poederproductie werd geïntroduceerd. Dergelijke verminderde thermische eigenschappen hebben gevolgen bij het simuleren van het EBM-smeltproces.
Het EBM-proces simuleren met thermische modellering
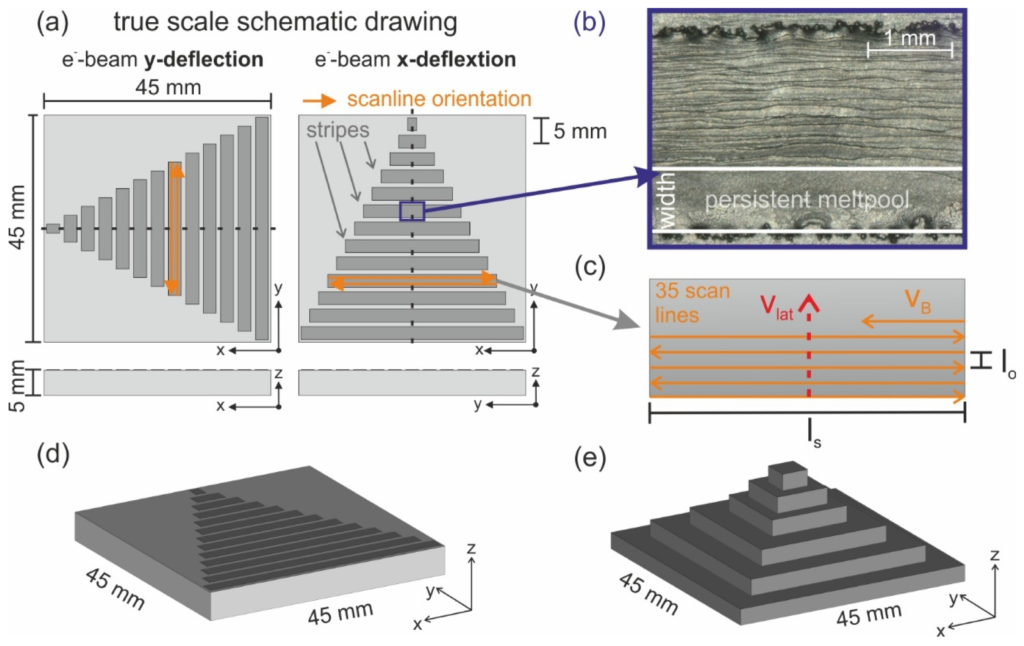
Om thermische verschijnselen tijdens het smelten met elektronenbundels beter te begrijpen, creëerden onderzoekers een eindig-elementenmodel. Met deze simulatiemethode kon de temperatuurverdeling over de onderdelen worden bestudeerd. Er werd rekening gehouden met belangrijke factoren zoals van temperatuur variërende materiaaleigenschappen en de warmteflux van de elektronenbundel. In het bijzonder behandelde het model de verwarming door de bundel als een kegelvormige warmtebron die energie afgeeft op basis van een Gaussische verdeling. De eindige-elementenanalyse berekende vervolgens de temperatuurveranderingen in de loop van de tijd terwijl de virtuele straal laag voor laag een onderdeel scande. Verschillende productie-instellingen werden in silico getest.
Straalparameters zoals vermogen, diameter en snelheid werden veranderd om hun invloed op de grootte van de smeltpool te analyseren. Zoals verwacht vergrootten een hoger vermogen en langzamer scannen het smeltgebied. Door een bredere straaldiameter te gebruiken werden de smeltbadjes lateraal samengedrukt, maar werden de dieptes kleiner. Om de nauwkeurigheid te meten, werden de simulatievoorspellingen vergeleken met experimentele resultaten. Metingen bestonden uit het kwantificeren van daadwerkelijke smeltpoelen van gefabriceerde monsters. Het was geruststellend dat de door het model voorspelde afmetingen van de smeltpoelen over het algemeen overeenkwamen met de fysieke waarnemingen. Afwijkingen bedroegen gemiddeld ongeveer 32%, wat het vermogen van de simulatie om de belangrijkste thermische verschijnselen weer te geven, valideert.
In het algemeen heeft dit modelleerwerk de hiaten in het begrip van het thermische proces dat aan EBM ten grondslag ligt, opgevuld. De gevalideerde simulatie biedt nu een nuttig hulpmiddel voor het optimaliseren van de productie-instellingen en het onderzoeken van de thermische gevolgen van verschillende ontwerp- of materiaalveranderingen.
Effecten van scansnelheid op EBM-proces en -onderdeel
Een belangrijke fabricageparameter, de snelheidsfunctie, beïnvloedt de smeltsnelheid van de elektronenbundel tijdens het scannen. Onderzoekers experimenteerden met verschillende snelheidsfunctie-indices om de invloed te meten.
Hogere indices kwamen overeen met een snellere straalbeweging. Dit versnelde het fabricageproces, maar verminderde de energie-input omdat de straal minder tijd op elke locatie doorbracht. De resultaten toonden ruwere oppervlakken en grotere bèta-korrels met toenemende indices.
Temperatuurmetingen onthulden verder de invloed van de scansnelheid. De piektemperaturen rond 2700°C daalden naarmate de indices stegen en de snelheid toenam. Sneller scannen met elektronenbundelsmelt verzwakte de energiedichtheid, waardoor de bereikte temperaturen daalden. Het karakteriseren van deze scansnelheidseffecten bleek waardevol te zijn. Door te begrijpen hoe veranderingen in de snelheidsfunctie de thermische omstandigheden en de resulterende microstructuren veranderen, kan deze belangrijke productievariabele geoptimaliseerd worden.
Temperaturen meten tijdens EBM met behulp van thermografie
Onderzoekers gebruikten een nabij-infrarood warmtebeeldcamera om de temperaturen binnen een elektronenstraalsmeltsysteem niet-destructief te controleren. Dankzij de gevoeligheid van de beeldvormer konden verschillende productiestappen zoals voorverwarmen, contoursmelten en scannen van interne arceringen zichtbaar gemaakt worden.
De ruimtelijke resolutie van de warmtebeelden was 46,8 μm per pixel horizontaal en 66,2 μm per pixel verticaal. Op basis van video-opnamen van elke fase konden gemiddelde temperatuurprofielen langs het bundeltraject worden gegenereerd.
De profielen lieten met name een karakteristiek plateaugebied zien tussen de liquidus- en solidus-faseovergangstemperaturen. Dit bevestigde het vermogen van de camera om faseovergangen binnen de smeltpool te detecteren. Aanvullende metingen brachten het thermische gedrag bij verschillende bouwhoogtes in kaart. De resultaten toonden aan dat de koelsnelheden toenamen naarmate men zich verder van het substraat bevond. Piektemperaturen namen ook sneller af naarmate de hoogte toenam, door zwakkere geleiding naar onderliggende lagen.
Al met al leverde het in kaart brengen van de temperatuur door middel van thermografie nieuwe inzichten op in het smeltproces met elektronenstralen. Het vergelijken van profielen ondersteunde verder eindige-elementensimulaties om thermische verschijnselen realistisch te modelleren. Contactloze temperatuurprofilering blijft helpen bij optimalisatie en kwaliteitsborging.
Temperaturen meten tijdens EBM-productie
Onderzoekers gebruikten een infrarood thermische camera om de bouwtemperaturen niet-destructief te observeren. Deze nabij-infraroodcamera kon voorverwarmings-, contouropbouw- en scanfasen van het binnenwerk in beeld brengen. De resolutie van de camera bleek vrij goed te zijn, met 46,8 micrometer per pixel horizontaal en 66,2 micrometer verticaal. Met de videobeelden die tijdens het printen werden gemaakt, konden vervolgens gemiddelde temperatuurprofielen langs het traject van de straal worden gegenereerd.
Deze profielen vertoonden met name een kenmerkend vlak gebied tussen smelt- en stollingstemperaturen. Dit bevestigde het vermogen van de imager om fasetransformaties binnen smeltend materiaal waar te nemen. Extra profielen registreerden resultaten op verschillende hoogtes. De resultaten toonden aan dat het afkoelen verder van de basis versnelde. Piektemperaturen daalden ook sneller verder naar boven door zwakkere geleiding naar beneden door afgezette lagen.
Over het geheel genomen leverden temperatuurkaarten via thermische beeldvorming nieuwe inzichten op in het smelten met elektronenstralen. duurzaam 3D printen proces. Profielen verbeteren de validiteit van computermodellen die thermische verschijnselen realistisch moeten nabootsen. Contactloze temperatuurprofilering blijft de procesbeheersing en -kwaliteit verbeteren.
Effecten van fabricageparameters op het EBM-proces
Straalattributen
Onderzoekers gebruikten thermische simulaties om te onderzoeken hoe de eigenschappen van de straal van invloed waren op de geometrie van het smeltbad. Variabelen zoals straalvermogen, diameter en snelheid werden onafhankelijk van elkaar aangepast tijdens het modelleren van Ti-6Al-4V productie.
Zoals verwacht breidde de stijgende kracht of langzamere beweging zich uit modelleren met gesmolten afzetting zones en verhoogde maximumtemperaturen. Beide veranderingen verhoogden de energie die aan het poederbed werd geleverd. Ondertussen werden door het gebruik van een bredere elektronenbundel smeltbadzones zijdelings samengedrukt terwijl de dieptes werden samengedrukt. De bundel verdeelde het vermogen over een groter gebied wanneer deze breder was, waardoor de hitte op elke locatie afnam.
Invloed scansnelheid
In aanvullend werk werd geëxperimenteerd met verschillende elektronenscansnelheden. Deze parameter, de snelheidsfunctie genoemd, regelde de straalbeweging.
Een snellere beweging correleerde met ruwere oppervlakken en grotere bèta-korrels in onderdelen. Verkorte smelttijden door sneller scannen verminderde vermogensdichtheid.Thermische metingen toonden verder afnemende piektemperaturen met toenemende snelheid. Snellere stralen besteedden minder tijd aan het smelten van poeder, waardoor minder totale warmte werd gegenereerd. Optimalisatie vereist dat u weet hoe instellingen de thermische omstandigheden en eigenschappen wijzigen.
Toepassingsgebieden die profiteren van EBM-technologie
Dankzij de flexibiliteit bij het maken van geavanceerde metalen componenten, wordt elektronenstraalsmelting in verschillende industrieën toegepast. De luchtvaart vertrouwt op EBM voor ingewikkelde motoronderdelen zoals straalpijpen en bewegende onderdelen van het landingsgestel. Het proces vervaardigt deze veeleisende onderdelen voor straalmotoren met materialen zoals titaniumlegeringen.
Medische implantatie maakt ook gebruik van smelten met elektronenstralen. Het is algemeen 3D printmaterialen gepersonaliseerde biomedische implantaten en tandvervangingen. De complexiteit van dit proces komt de implantatie ten goede.
Lassen en de automobielindustrie passen EBM ook toe. Lassen gebruikt het om op maat gemaakte lasverbindingen tussen metalen te maken. De auto-industrie gebruikt EBM voor de productie van turbochargers die precisie vereisen. De technologie vormt turbo-onderdelen met verfijnde geometrieën uit poedergrondstoffen.
Andere sectoren zien voordeel. Elektronica-implementatie heeft behoefte aan nauwkeurig vervaardigde koellichamen en behuizingen die geschikt zijn voor EBM-productie. Militairen en mariniers maken wapens en vaartuigen door middel van elektronenstraal smelten in vacuüm. Zelfs de juweliersbranche maakt gebruik van het smelten met elektronenstralen om sierlijke creaties van edelmetaal te maken. Naarmate de expertise op het gebied van materialen en processen toeneemt, ontstaan er steeds meer verschillende toepassingsmogelijkheden in de lucht- en ruimtevaart, de medische sector, de machinebouw en daarbuiten. EBM die gespecialiseerde productielacunes opvult, inspireert tot verder industrie-overschrijdend gebruik.
Samenvoeging
Dit artikel gaf inzicht in het smelten met elektronenstralen via besprekingen van poedereigenschappen, thermische simulaties, temperatuurregistraties, productie-instellingen en toepassingen. Het begrijpen van de samenstelling van het poeder, het modelleren van warmtebewegingen, het afstellen van parameters en het in aanmerking nemen van temperatuurmetingen blijft van cruciaal belang voor de ontwikkeling van deze technologie. Voortdurend onderzoek belooft EBM van een gespecialiseerde techniek naar een wijdverspreide industriële toepassing te brengen. De inspanningen zijn erop gericht om te begrijpen hoe de eigenschappen van de straal, de materiaalkwaliteit en de omgeving gecombineerd worden tijdens de fabricage.
Naarmate het begrip toeneemt, ontstaan er meer mogelijkheden om het proces te verbeteren. Verbeteringen in de besturing kunnen een meer reproduceerbare productie opleveren. Uitbreidingen van het materiaalassortiment maken het gemakkelijker om in te spelen op onvervulde behoeften van fabrikanten. Procesoptimalisaties verlagen uiteindelijk de productiekosten. Voortschrijdend inzicht maakt dus de weg vrij voor elektronenstraalsmelting voor massaproductie van geavanceerde metalen onderdelen in vele sectoren.
FAQs
V: Wat is smelten met elektronenbundels en hoe werkt het proces?
Elektronenbundelsmelten is een additieve productietechniek waarbij metalen onderdelen laag voor laag worden gemaakt met behulp van een hoogenergetische elektronenbundel om poedervormige grondstoffen te smelten. Metaalpoeder wordt op een bouwplatform in een vacuümkamer gedeponeerd. Een elektronenbundel tast vervolgens elke laag af en smelt het poeder precies volgens een digitaal ontwerpbestand. Terwijl de volgende lagen op de vorige stollen, wordt een dicht onderdeel opgebouwd.
V: Welke invloed hebben metaalpoeders op het EBM-proces?
Metaalpoeders spelen een sleutelrol als grondstof. Hun eigenschappen zoals poreusheid en thermische geleidbaarheid beïnvloeden de manier waarop warmte wordt overgedragen tijdens het smelten. De voorbewerking maakt het poeder ook sinter, waardoor er halzen tussen de deeltjes ontstaan. Inzicht in de poedereigenschappen helpt bij het optimaliseren van de voorbewerking en het modelleren van de smeltfase.
V: Welke factoren kan modellering vastleggen over het thermische EBM-proces??
Bij eindige-elementensimulatie wordt rekening gehouden met temperatuurafhankelijke eigenschappen en wordt de elektronenbundel benaderd als een volumetrische warmtebron. De modellering evalueert de invloed van parameters zoals straalvermogen, diameter en snelheid op de afmetingen en temperaturen van het smeltbad. Vergelijkingen met experimenten valideren deze simulaties.
V: Welke invloed hebben procesvariabelen zoals bundelsnelheid op EBM-productie?
Sneller scannen staat gelijk aan een lagere energiedichtheid omdat de straal minder tijd besteedt aan het smelten van elke locatie. Hogere scansnelheden correleren met ruwere oppervlakken, grotere bèta-korrels in microstructuren en lagere piektemperaturen van onderdelen, allemaal door zwakkere verwarming. Door dergelijke effecten te karakteriseren, kan de parameter geoptimaliseerd worden.
V: Welke bedrijfstakken passen EBM toe en welke componenttypes worden erdoor vergemakkelijkt?
A: Sectoren die gebruik maken van EBM zijn onder andere ruimtevaart, medische implantaten, lassen, auto's en elektronica. Het maakt het mogelijk om complexe onderdelen te maken, zoals straalpijpen voor straalmotoren, tandvervangers, lasnaden op maat, onderdelen van turboladers en ingewikkelde behuizingen. De vooruitgang op het gebied van materialen en processen blijft de toepassing diversifiëren.





