Naar inhoud gaan
Naar inhoud gaan 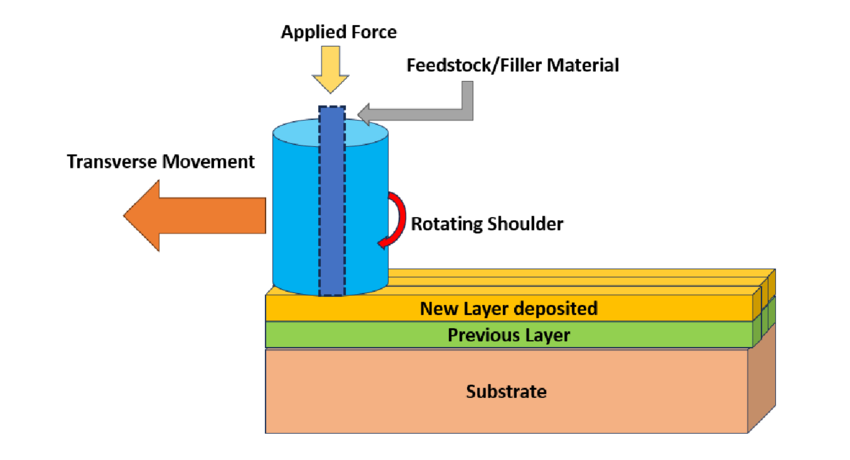
Ontdek het potentieel van additieve wrijvingsroerbewerkingen (AFSP) voor oppervlaktemodificatie en -reparatie. Verken de belangrijkste processen, voordelen en opkomende toepassingen van AFSP bij het creëren van robuuste, hoogwaardige materialen.
In tegenstelling tot conventionele assemblagestrategieën biedt wrijvend mengen cruciale voordelen als een verontreinigingsvrije, energiezuinige methode voor het mengen van geavanceerde oppervlaktematerialen. Dit artikel is bedoeld om de huidige status en waardevolle open deuren te onderzoeken die de kosten beheren van een variant van contactmengsels die bekend staat als raspen van toegevoegde stoffen, of additieve wrijvingsroerbewerkingen. Er wordt een beknopt overzicht gegeven van het AFSP-systeem en het wordt eerst voorgesteld aan de basisnormen.
Additieve wrijvingsroerbewerking: Oppervlaktemodificatie en -reparatie
Het artikel begint met een inleiding die een overzicht geeft van additieve wrijvingsroerbewerking (AFSP) en het belang ervan in de materiaaloppervlaktetechniek. Vervolgens wordt de Additive Friction Stir Technique in detail beschreven, waarbij de verwerkingsprocedure, de belangrijkste procesgrenzen en het gereedschapontwerp aan bod komen. Daarna verschuift de aandacht naar microstructuurverfijning, waarbij korrelverfijning in de bewerkte zone, de invloed van interactiegrenzen op korrels en de rol van gereedschapgeometrie besproken worden.
Het hanteren van roostermixen is een strategie voor het creëren van sterke toestanden die steeds meer gebruikt wordt voor het ontwerpen van materiaaloppervlakken. Deze innovatieve techniek verbetert microstructuren, integreert composietversterkingen en biedt superieure slijtvastheid voor diverse toepassingen in ruimtevaart en automobiel industrieën. Door gebruik te maken van normen voor beperkte extreme plastische vervorming bij verhoogde temperaturen, maakt het hanteren van roostermengsels het mogelijk om microstructuren van oppervlakken aan te passen en ondersteunende deeltjes te verstrooien. Hierdoor kunnen nieuwe composietlagen worden gemaakt die gestroomlijnde eigenschappen verlenen aan metalen oppervlakken.
Hierna worden de belangrijkste perspectieven die microstructurele verfijning beïnvloeden geïnspecteerd, samen met methodologieën voor het verbinden van composietondersteuning. Raamwerken vervaardigd door middel van additieve wrijvingsroerbewerkingen die metaalverbindingen bevatten ondersteund met keramische en koolstofdeeltjes worden besproken. Tot slot worden de zich ontwikkelende toepassingen besproken die zich richten op oppervlakteveranderingen en materiaalfixatie, waarbij het hanteren van traliewerk met toegevoegde stoffen veelbelovende mogelijkheden biedt.
Stof Maalmixbehandelingsstrategie toegevoegd
Behandelingsprocedure
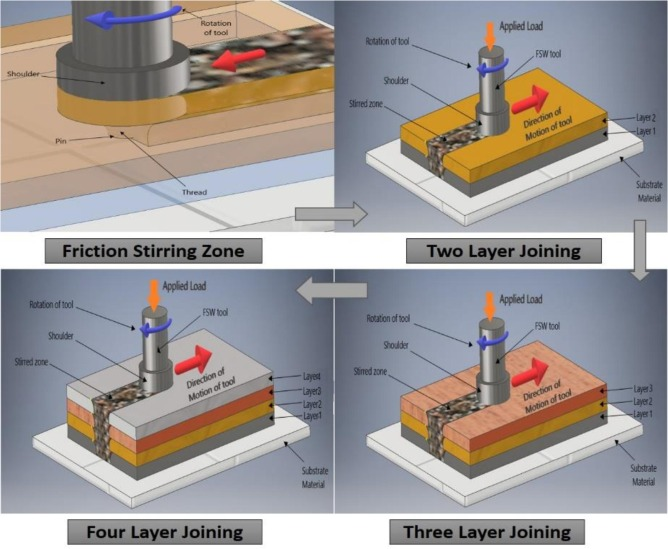
Verwerking van additief wrijvingsroerproces (AFSP) is een sterke verwerkingsmethode in het licht van de normen voor het raspen van mengsels. lastechnieken. Bij AFSP wordt een niet-verbruikbaar apparaat met een pen en schouder gedraaid en in het te bewerken materiaal gedoken. Er wordt wrijvingsintensiteit geproduceerd op het punt van interactie tussen de draaiende schouder en het werkstuk, waardoor het materiaal beperkt plastificeert. De pen van het instrument mengt het geplastificeerde materiaal om vermenging en verstrooiing van eventuele ondersteunende deeltjes te bewerkstelligen.
Deze behandeling vindt plaats onder het oplossend punt van het materiaal, zodat ongewenste invloeden die verband houden met vloeistofstapcycli, bijvoorbeeld porositeit en aanhoudende spanningen, vermeden worden. AFSP biedt voordelen ten opzichte van conventionele methoden voor het aanpassen van oppervlakken, bijvoorbeeld nauwkeurige controle over de warmte-inbreng zonder veranderingen van de fase. Het apparaat kan bijvoorbeeld zodanig over het substraat worden geschoven dat bepaalde regio's een gerichte behandeling krijgen. Dit maakt het mogelijk om afwerkingen en ontwerpen uit te voeren op materiaaloppervlakken.
Procesgrenzen
De eigenschappen en kwaliteiten van de behandelde oppervlakteafwerking ondubbelzinnig afhangen van de grenzen die gebruikt worden tijdens additieve wrijvingsroerbewerkingen. De belangrijkste beheersbare grenzen zijn onder andere de draaisnelheid van het apparaat, de kruissnelheid van het instrument, de naafkracht, het schuine punt van het apparaat en de diepte van de pen van het apparaat. Deze grenzen beïnvloeden de intensiteitsleeftijd op het grensvlak van het instrumentwerkstuk en het tempo van de materiaalvervorming Ning. De draaisnelheid beïnvloedt de wrijvingsintensiteitsleeftijd, terwijl de kruissnelheid de warmteverspreiding en materiaalstroomsnelheid regelt. De naafkracht houdt het instrument onwrikbaar tegen het substraat. Een juiste instelling van deze grenzen is essentieel om imperfectievrije oppervlakken met geavanceerde eigenschappen te verkrijgen.
Instrumentenplan
Het plan van het additieve wrijvingsroerbewerkingsinstrument, met name de schouder en pin, beïnvloedt ook de verwerkingsresultaten. Grotere schouderafstanden vergroten het contactgebied voor warmteveroudering, maar kunnen ook de spanningen van het apparaat verlagen. Penprofielen zoals geregen, geribbelde of gevormde plannen werken met een verder ontwikkeld materiaalvoertuig in tegenstelling tot eenvoudige tonvormige pennen. Schouders van instrumenten kunnen worden voorzien van profielen, bijvoorbeeld perkament of spiraalvormige voorbeelden om spanningen te concentreren. Instrumentenmaterialen met een hoge sterkte, breukvastheid en slijtageweerstand zoals H13 staal of wolfraamcarbide maken het mogelijk om lastige materialen te verwerken. De instrumentconfiguratie wordt gestroomlijnd met het oog op de materiaaleigenschappen van het substraat en de eventuele steunvergrotingen.
Verfijning microstructuur
Korrelverfijning in behandelde zone
Tijdens additieve wrijvingsroerbewerkingen worden extreme Kunststof varianten wordt gegeven aan het werkstukmateriaal onder de schouder van het apparaat. Als het materiaal wordt blootgesteld aan deze extreme plastische vervorming bij verhoogde temperaturen die dicht bij de interface van het werkstuk van het apparaat worden ervaren, vindt er dynamische herkristallisatie van de korrels plaats. Hierdoor verandert de onderliggende grofkorrelige microstructuur in een betere, gelijkvormige korrelstructuur in de mengzone. Het tempo van extreme plastische vervorming en de intensiteitsleeftijd kunnen geregeld worden via de AFSP-grenzen om verschillende gradaties van microstructuurverfijning te bereiken. Hogere rotatiesnelheden, kantelbelastingen en kruissnelheden bevorderen een opmerkelijkere unieke herkristallisatie vanwege het verbeterde materiaalvoertuig en de hogere homologe temperaturen die bereikt worden.
Invloed van interactiegrenzen op korrels
De korrelgrootte die in de mengzone bereikt wordt, is ontegenzeggelijk afhankelijk van de gekozen AFSP-grenzen. Onderzoeken hebben aangetoond dat hogere draaisnelheden van het apparaat, door het creëren van meer wrijvingsintensiteit, resulteren in grotere geherkristalliseerde korrels vanwege een grotere kans op korrelontwikkeling bij hogere temperaturen. Omgekeerd leiden hogere omkeersnelheden van het apparaat tot snellere afkoelsnelheden en maken ze korrelontwikkeling mogelijk, waardoor de korrelgroottes beter worden. Bovendien beïnvloeden procesfactoren zoals de naafkracht, het pinprofiel en het aantal passages ook de mate van plastificeren en herkristallisatie, en dus de laatste korreleigenschappen in AFSP-behandelde oppervlakken.
Baan van hardware-wiskunde
De additieve wrijvingsroerbewerking van het v-apparaat heeft een totale impact op de bereikte korrelstructuur, door de gevolgen voor de warmteveroudering en materiaalstroomgeleiding. Een grotere afstand tussen de schouders vergroot het contactoppervlak voor warmte-invoer tijdens de verwerking. Dit kan echter soms ook de ontwikkeling van vervorming veroorzaken. Inbegrepen instrumentpennen met profielen zoals snaren of houtblazers werken met een beter voertuig van geplastificeerd materiaal in tegenstelling tot standaard buisvormige pennen, waardoor herkristallisatie verbetert. Talrijke passages met een instrument kunnen de korrels nog verder verfijnen omdat er bij elke passage een ernstige plastische verdraaiing optreedt. Over het algemeen is een gestroomlijnde apparaatconfiguratie die op maat gemaakt is voor het specifieke substraat-ondersteuningsraamwerk fundamenteel om de volledige mate van microstructuurverandering tijdens AFSP te begrijpen.
Oppervlakteverbetering en vervaardiging van composieten
Ondersteuning van zekeringstechnieken
Voor het maken van oppervlaktecomposieten met behulp van additieve wrijvingsroerbewerkingen moeten ondersteunende deeltjes in het substraatmateriaal aanwezig zijn en verspreid worden. Normale technieken zijn onder andere het vullen van groeven die in het substraat worden gemaakt oppervlakteafwerkingsprocessen met de deeltjesdrager voor behandeling. Aan de andere kant kan een organisatie van visueel gehandicapte openingen of kuiltjes met versterkingen worden gevuld. De techniek van groeven vullen maakt de meest opmerkelijke mate van steunuitbreiding mogelijk, omdat de gevulde inkeping dus tijdens AFSP gesloten gemengd wordt. Het eenvoudig opplakken of spatten van steunlagen op het substraatoppervlak is een andere methode, maar het bereiken van een uniforme verspreiding kan een uitdaging zijn. De gebruikte steunlijmmethode is afhankelijk van factoren zoals inkepingsaspecten, molecuulkwaliteiten en de aangewezen compositeigenschappen.
Gecreëerde kaders
Een breed assortiment van substraat-ondersteunende frames zijn vervaardigd tot oppervlaktecomposieten met behulp van Additive Friction Stir Processing. Magnesium- en aluminiumcomposieten worden over het algemeen gebruikt als substraten vanwege hun lichte gewicht en mechanische eigenschappen. Verrijkingen bevatten gebakken oxiden zoals aluminiumoxide en silica die de hardheid en slijtagebelemmering verbeteren. Carbiden zoals siliciumcarbide en metaalcarbiden verhogen de sterkte. Ongewone aardedeeltjes in magnesiumcombinaties verfijnen de raamwerkkorrels. Koolstofnanostructuren zoals grafeen en koolstofnanobuizen zorgen voor een sterke olie- en elektrische geleiding. Mengsels van verschillende verrijkingen worden ook onderzocht.
Eigenschappen van Coming about Composieten
De eigenschappen van additieve wrijvingsroerbewerkingscomposieten worden nadrukkelijk beïnvloed door de korrelverfijning die in de substraatmicrostructuur wordt bereikt, naast een uniforme verstrooiing en vastzetting van de ondersteunende deeltjes. Betere, meer homogene korrels naast minder deeltjesgroepering of loslaten van verbindingspunten betekent verder ontwikkelde hardheid, sterkte en slijtagebelemmering in vergelijking met het onversterkte substraatmateriaal. Grenzen die microstructuur opwaarderen Veranderingen zoals hogere draaisnelheden van het apparaat of een groot aantal behandelingspassen bevorderen op deze manier een grotere verbetering van de eigenschappen. De mate van vooruitgang hangt ook af van de inherente eigenschappen en de opbouwcapaciteit van de gekozen deeltjes.
Materiaal Fix Toepassingen
Volume herstellen
Het hanteren van een raspmix met toegevoegde stoffen biedt garantie voor het herstellen van volumetrische vervormingen in metalen ontwerpen en onderdelen. Het goedmaken van tekortkomingen door breuken, slijtageschade of defecten tijdens eerdere assemblagecycli kan helpen bij het herstellen van de onderliggende respectabiliteit. Sleutelgaten en breuken in de doorsnede in basiscombinaties van vliegtuigen en auto's kunnen hersteld worden met additieve wrijvingsroerbewerkingen. De blijvende expansiemodus van het materiaal en de geavanceerde controle over dwarswegen maakt additieve wrijvingsroerbewerking geschikt voor dergelijke toepassingen, in tegenstelling tot fixatiemethoden op basis van vaste pluggen.
Oppervlakteslijtage Oppositie
AFSP wordt geleidelijk toegepast voor het verbeteren van slijtagegevoelige vloeibare metalen materialen en combinatieoppervlakken. Ondersteunde composietlagen bieden bescherming tegen erosie en afgeschraapte plekken van substraten. Harde deeltjes bevattende oppervlakken die geproduceerd zijn met Additive Friction Stir Processing vertonen minder wrijving en slijtage in toepassingen zoals drukkamers en contactkussens voor auto's. Repareren en opnieuw coaten van oppervlakken met AFSP voorkomt slijtage van onderdelen, waardoor de potentiële levensduur van de hulp toeneemt. Dit biedt aantrekkelijke mogelijkheden voor moderne apparaten, motoren en funderingen die aan extreme tribologische omstandigheden worden blootgesteld.
Conclusie
Al met al heeft het hanteren van erosiemengsels met toegevoegde stoffen zich ontwikkeld als een flexibele en financieel interessante methode om gecontroleerde veranderingen van microstructuren van metaalsubstraten en het creëren van ondersteunde samengestelde oppervlaktelagen mogelijk te maken. Deze baanbrekende variant van het hanteren van roostermengsels maakt gebruik van de voordelen van hardnekkige materiaalexpansie om reeds onoplosbare problemen in het veld van het ontwerpen van amalgamen en onderdelen aan te pakken.
Verbetering van gerelateerde behandelingsgrenzen zoals instrument math, rotatiesnelheid, en cross over feed biedt verbazingwekkende kansen om additieve wrijving roer verwerking ware capaciteit voor montage oppervlakte-eigenschappen over verschillende substraat-ondersteuning kaders volledig te openen. Over het algemeen zijn de behandelingsgebieden van additief roosteren sterk voor shows voor het ontwerpen van krachtige, superieure oppervlaktematerialen door misbruik te maken van geëscaleerde, beperkte microstructurele verfijning en deeltjesassociaties die alleen haalbaar zijn door middel van niet-harmonieuze, ernstige plastische vervorming.
FAQs
V: Wat is het essentiële verschil tussen het lassen van roostermixen en het wrijven van mixen?
A: Contactmenglassen worden gebruikt om vergelijkende of unieke materialen samen te voegen, terwijl erosiemenglassen de microstructuur en eigenschappen van een materiaal veranderen zonder samen te voegen.
V: Bij welk temperatuurbereik vindt de behandeling van mixen met toegevoegde stoffen erosie regelmatig plaats?
A: Voor de meeste aluminiumcombinaties vindt additieve wrijvingsroerbewerking plaats in het bereik van 0,6-0,9 maal het oplossend punt van het materiaal, waardoor problemen met betrekking tot de verwerking van vloeistoffen, zoals porositeit en achterblijvende belasting, vermeden worden.
V: Hoe wordt de steun geconsolideerd tijdens het hanteren van contactmixen met toegevoegde stoffen?
A: Verstevigingen worden gewoonlijk aangebracht door het vullen van secties of openingen die vóór de behandeling in het substraatoppervlak zijn aangebracht. Als het instrument oversteekt, worden de verstevigingen gemengd en verspreid binnen het geplastificeerde rastermateriaal.