Naar inhoud gaan
Naar inhoud gaan 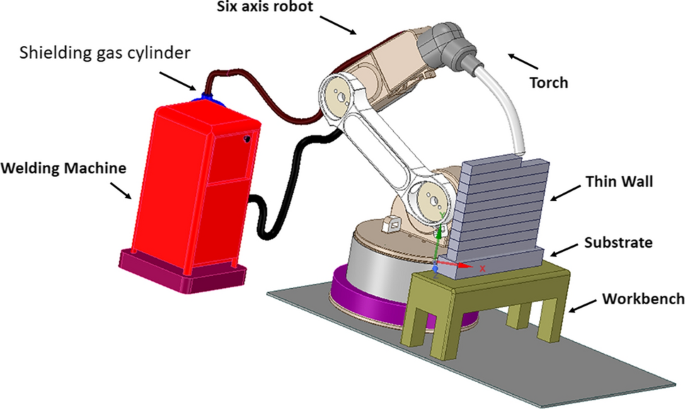
Dit document bevat een uitgebreide verkenning van Wire Arc Additive Manufacturing (WAAM), te beginnen met een Inleiding die de voordelen en wereldwijde interesse trends schetst. De Geschiedenis en evolutie van WAAM bespreekt de oorsprong en belangrijke mijlpalen in de ontwikkeling. Het gedeelte over WAAM-technologie gaat in op de fundamentele processen, waaronder GMAW, GTAW en innovaties zoals Cold Metal Transfer. Hierna volgen Lasmethoden met een vergelijkende analyse van verschillende lastechnieken, terwijl Ontwikkelingen in WAAM de vooruitgang zoals tandemlassen en freesintegratie belicht.
De sectie Additive Metal Fabrication onderzoekt de laag-voor-laag productiebenadering, ontwerpflexibiliteit en materiaalefficiëntie. CAD/CAM-integratie legt de rol van CAD-gegevens uit, en het Materiaaltoepassingsbereik schetst de soorten metalen en speciale legeringen die gebruikt worden. De sectie Uitdagingen in WAAM behandelt procesparameters en beperkingstechnieken voor kwaliteitsverbetering. Materialen en Toepassingen behandelt de mogelijkheden van legeringen en industriespecifieke toepassingen, terwijl Onderzoekstrends en Toekomstvoorspellingen lopend onderzoek en het potentieel voor productie op industriële schaal bespreekt.
Additieve metaalproductie: Verkenning van Wire Arc Additive Manufacturing (WAAM)
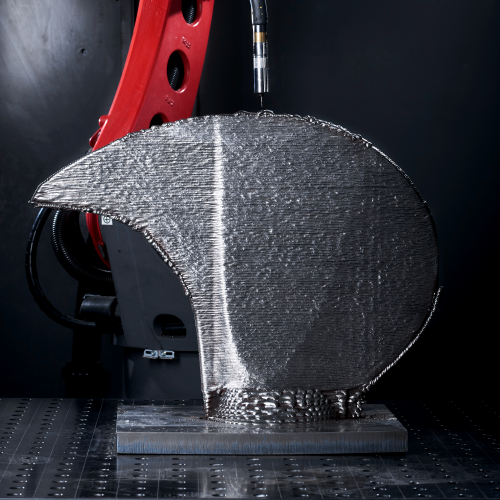
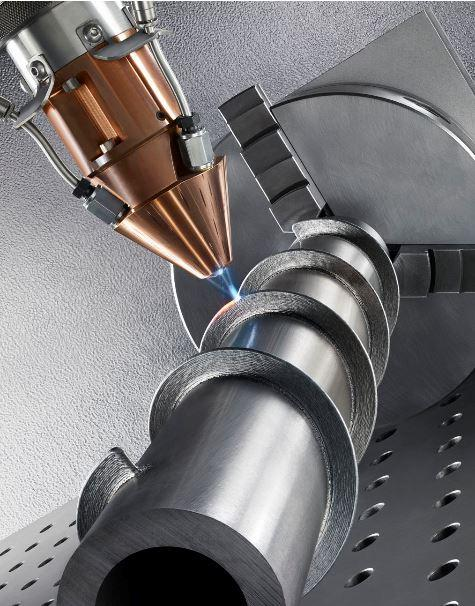
Wire arc additive manufacturing (WAAM) is een tot de verbeelding sprekende vorm van metaal 3D afdrukken strategie die gebruik maakt van een elektrische curve als energiebron en metaaldraad als natuurlijke grondstof. Door het vloeibare draadmateriaal laag voor laag op te slaan door middel van toegevoegde stoftestimonie, maakt WAAM de basisopbouw van gecompliceerde metalen onderdelen mogelijk. Vergeleken met andere additieve metaalbewerkingsmethoden zoals laser-poederbedfusie, biedt WAAM aanzienlijke voordelen zoals hogere depositiesnelheden, lagere apparatuur- en materiaalkosten en toepasbaarheid voor grootschalige productie. De hoge warmte-inbreng tijdens het WAAM-proces leidt echter tot uitdagingen bij het bereiken van de gewenste microstructuren, mechanische eigenschappen en kwaliteitsborging. Problemen ontstaan door restspanningen, heterogene eigenschappen en defecten.
Desalniettemin helpen voortdurende verfijningen door middel van parameteroptimalisatie, procesbewaking en post-depositiebehandelingen om dergelijke beperkingen aan te pakken. Een onderzoek van Google-zoekpatronen levert fascinerende stukjes kennis op over de zich ontwikkelende interesse in innovatie op het gebied van additieve vervaardiging met draadbogen in het algemeen de laatste tijd. Een overzicht van wereldwijde zoekpatronen vanaf 2015 laat zien dat het zoeken naar "WAAM" rond 2018 op gang kwam en vanaf dat moment consistent is toegenomen. Regionaal gezien hebben Europese landen zoals het VK en Duitsland, samen met Australië en Nieuw-Zeeland de hoogste zoekvolumes voor WAAM-gerelateerde onderwerpen gezien.
Dit komt overeen met significant WAAM-onderzoek in deze regio's. Interessant is dat Afrikaanse landen ook een toename laten zien in zoekopdrachten naar additive manufacturing met draadbogen, wat waarschijnlijk duidt op een interesse om meer betaalbare metaal 3D printen methoden. De zoekopdrachten vanuit Aziatische landen blijven momenteel bescheiden, maar zullen naar verwachting de komende jaren toenemen naarmate de toepassingen van WAAM zich uitbreiden. In het algemeen benadrukken de stijgende zoektrends het belang van WAAM als geavanceerd fabricageproces dat wereldwijd meer erkenning krijgt in zowel industriële als academische gemeenschappen.
Geschiedenis en evolutie van WAAM
Wire arc additive manufacturing vindt zijn oorsprong in booglastechnieken die in het begin van de 20e eeuw werden ontwikkeld. Aanvankelijk was het onderzoek en de ontwikkeling gericht op het gebruik van booglasmethoden voor kleinschalige 3D printtoepassingen. Latere ontwikkelingen maakten hogere neersmeltsnelheden en mogelijkheden voor productiekwaliteit mogelijk. Belangrijke mijlpalen waren onder andere de ontwikkeling van gasmetaalbooglassen (GMAW) in 1948, succesvolle toepassingen van vormlassen in 1983 en de eerste patenten die in de jaren 1990 werden aangevraagd voor op draadboog additieve productie gebaseerde fabricage.
Voortdurend onderzoek leidde tot ontwikkelingen zoals tandemlassen voor hogere neersmeltsnelheden, lassen met koude metaaloverdracht (CMT) voor een lagere warmte-inbreng en verfijningen in de procesbewaking. Hybride benaderingen die WAAM combineren met frezen kwamen ook naar voren om de oppervlaktekwaliteit te verbeteren. In de afgelopen tien jaar hebben bredere industriële en academische belangen de wereldwijde O&O-inspanningen versneld om het volledige potentieel van additieve draadboogproductie te realiseren voor plaatwerk fabricage. Momenteel zijn uitgebreide onderzoeksactiviteiten gericht op het aanpakken van uitdagingen met betrekking tot de kwaliteit van eindproducten en herhaalbaarheid van prestaties.
WAAM-technologie
Wire arc additive manufacturing maakt gebruik van elektrisch booglassen als warmtebron om 3D afdrukken in prototyping van metalen onderdelen laag voor laag. Twee belangrijke processen die gebruikt worden voor het produceren van de bocht zijn gasmetaal cirkelbooglassen (GMAW) en gas wolfraambooglassen (GTAW). Bij GMAW wordt een kathode van de lasdraad verzorgd door een laslamp die een boog levert tussen de draad en het basismateriaal om een lasbad te maken.
De boog smelt de draad en de overdracht vindt plaats om het materiaal op het substraat te deponeren. GMAW biedt een hoge energie-efficiëntie, maar heeft uitdagingen bij het handhaven van de processtabiliteit. In GTAW wordt een niet-verbruikbare wolfraamelektrode gebruikt samen met een apart draadaanvoermechanisme om het toevoegmetaal in het smeltbad te brengen. Het biedt een betere bewegingscontrole in vergelijking met GMAW en minimaliseert spatten. GTAW heeft echter een lager energierendement omdat het gebaseerd is op resistieve verwarming in plaats van direct smelten met behulp van een verbruikbare elektrode.
Een aangepaste versie genaamd cold metal transfer (CMT) GMAW wint aan populariteit omdat hiermee een lagere warmte-inbreng en bijna spatvrije neersmelt wordt bereikt via kortsluitmechanismen. Naast systemen met één draad, verbeteren tandemlasbenaderingen zoals tweedraads GMAW de neersmeltsnelheid door twee parallelle verbruiksdraden te gebruiken. Andere varianten zijn onder andere hybride systemen die additieve vervaardiging met draadboog integreren met frezen met numerieke computerbesturing om additieve vervaardiging en subtractieve processen in een gecombineerde opstelling uit te voeren voor een beter resultaat. oppervlakteafwerkingen.
Lasmethoden
Systemen voor additive manufacturing met draadbogen gebruiken ofwel gasmetaalbooglassen (GMAW), gaswolframbooglassen (GTAW) of plasmabooglassen (PAW) als warmtebronnen om de draadgrondstof te smelten. GMAW-systemen maken gebruik van een verbruikbare elektrodraad, terwijl GTAW en PAW gebruikmaken van niet-verbruikbare elektroden en afzonderlijke draadaanvoerapparaten. Elke techniek heeft een andere invloed op de neersmeltkenmerken op basis van de warmte-inbreng.
Ontwikkelingen
Verder dan conventionele systemen met één draad, elektronenbundellassen Door gelijktijdig gebruik te maken van dubbeldraads verbruiksmaterialen kunnen gewenste samenstellingsmengsels of functionele gradiënten in onderdelen worden gemaakt. Hybridisatie met frezen is ook geïntegreerd in sommige WAAM-eenheden, met als doel een betere oppervlakteafwerking door online bewerking van geprinte lagen). De warmtebron, wijze van draadtoevoer, afschermingssferen en andere controleparameters blijven actief onderzochte variabelen.
Additieve metaalproductie

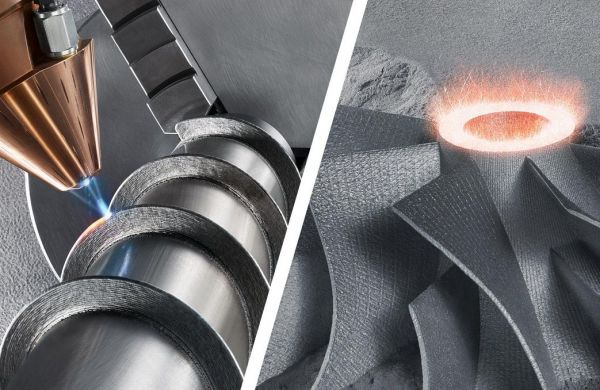
Wire arc additive manufacturing (WAAM) werkt met directe computergestuurde productie van metalen onderdelen door laag voor laag vloeibare metaaldraden aan te brengen. Dit korrelvormige perspectief, aangedreven door drielaagse (3D) PC-ondersteunde planningsmodellen (computerondersteund ontwerp), maakt de ontwikkeling mogelijk van onderdelen met complexe berekeningen die onpraktisch zijn met gebruikelijke assemblagestrategieën. In plaats van beperkingen die voortkomen uit de toegankelijkheid van gereedschap bij subtractieve processen, maakt WAAM gebruik van geavanceerde bewegingsbesturing en booglassystemen om structuren te bouwen die puur door virtuele modellen worden gedefinieerd.
Door de productie te bevrijden van de afhankelijkheid van vormen en gereedschappen, verbetert WAAM de ontwerpflexibiliteit en maakt het on-demand serieproductie van aangepaste varianten in kleine aantallen mogelijk. Dit is zeer geschikt voor de productie van prototypes en vervangt het op patronen gebaseerde verlorenwasgieten. WAAM leent zich ook voor de snelle productie van vervangings- of reparatieonderdelen, waardoor lange doorlooptijden van conventionele technieken vermeden worden. Met een bijna volledig materiaalgebruik in vergelijking met methoden voor materiaalverwijdering, levert Wire Arc Additive Manufacturing aanzienlijke materiaalbesparingen en minder afval op.
CAD/CAM-integratie
Door laag voor laag gelaste draden toe te voegen, maakt wire arc additive manufacturing metalen 3D-printen mogelijk van structuren met een geometrische complexiteit die met subtractieve middelen niet te bereiken is. CAD/CAM gegevens.
Materiaal Toepassingsbereik
WAAM verbreedt het toepassingsgebied van metalen die gebruikt worden bij additieve vervaardiging, van structuurlegeringen tot reactieve metalen. Relevante legeringen zijn onder andere constructiestaal, superlegeringen, reactief magnesium en vuurvaste metalen vanwege de hoge energie-intensiteit van de vlamboog. Speciale vulstofsamenstellingen kunnen ook op maat gemaakte mechanische, chemische of fysische mengsels bereiken tijdens de depositie door middel van gelijktijdige strategieën met meerdere draden.
Uitdagingen in WAAM
Procesparameters
Problemen ontstaan door warmte-inbreng tijdens Wire arc additive manufacturing, zoals restspanningen, microstructuurvariaties en defecten. De kwaliteit hangt af van de beheersing van de parameters. De kwaliteit van het neerslag is sterk afhankelijk van de afstelling van parameters om ongewenste effecten te beperken, zoals het handhaven van stabiele boogeigenschappen en het beheren van de tussenlaagtemperaturen door middel van geoptimaliseerde lasstromen, spanningen, snelheden en bescherm-/koelintervallen.
Technieken voor risicobeperking
Benaderingen om de problemen aan te pakken omvatten het verlagen van de warmte-input, interpass processen, warmtebehandelingen en kwaliteitsbewaking. Het optimaliseren van parameters is gericht op het verlagen van de warmte-inbreng via CMT-lassen of hogere lassnelheden om de korrels te verfijnen door middel van hogere koelsnelheden. Andere benaderingen zijn intervallen tussen de lagen koelen, walsen/smelten tussen lagen en nabehandelingen. fabricage van architectonisch metaal warmtebehandelingen. Gecontroleerde multi-pass cladding pakt ook restspanningen aan. Vooruitgang op het gebied van procesbewaking en kwaliteitscontrole draagt verder bij aan een herhaalbare productie.
Materialen en toepassingen
Legeringsmogelijkheden
Wire arc additive manufacturing maakt een uitgebreid spectrum van legeringen voor structurele en functionele toepassingen mogelijk. Gebruikelijke materiaalkeuzes voor technieken voor metaalproductie omvatten roestvrij staal en superlegeringen die de voorkeur genieten in turbines, vliegtuigen en petroleumtechniek. Titanium wordt veel gebruikt in biomedische en scheepvaarttoepassingen dankzij zijn corrosiebestendigheid en sterkte/dichtheidsvoordeel.
Industrieel gebruik
De lucht- en ruimtevaartindustrie maakt gebruik van WAAM voor het fabriceren van complexe motoronderdelen, verbrandingskamers en turbineluchtschoepen. Automobieltoepassingen omvatten warmtewisselaars, turbochargers en lichtgewicht voertuigstructuren. In de scheepvaartsector stroomlijnt WAAM de scheepsbouw door schotten, verstijvers en andere romponderdelen rechtstreeks te printen. De medische sector onderzoekt ook op maat gemaakte implantaten, steigers en prothesen met behulp van biocompatibel titanium en roestvrij staal.
Onderzoekstrends en toekomstperspectieven
Lopende onderzoeksgebieden
Actieve gebieden van onderzoek naar Wire Arc Additive Manufacturing richten zich op verdere ontwikkelingen van legeringen/processen, kwaliteitscontrole, hybride technieken en optimalisatie op basis van simulatie. Ontwikkelingen concentreren zich op het verfijnen van metaal-procescombinaties, het bedenken van adaptieve controles, hybridisatietechnieken en digitale modellering. Studies richten zich op het optimaliseren van parameters zoals pulsfrequenties en golfvormen, en meerlaagse optimalisatie, mechanische nabehandelingen en het verbinden van ongelijke materialen.
Toekomstig potentieel
Toekomstige groei vereist demonstraties voor seriële productie op betrouwbare wijze op industriële schaal. Uitbreiding van materiaalbibliotheken, certificering voor gereguleerde gebieden en standaardisatie-inspanningen zouden de acceptatie verder versterken. Met geëngageerde onderzoeksinvesteringen heeft additieve vervaardiging met behulp van draadbogen een groot potentieel om uit te groeien tot een mainstream productieplatform dat het traditionele stansen met gesloten matrijzen of volledig gieten kan evenaren en vervangen.
Conclusie
Concluderend kan gesteld worden dat additieve vervaardiging met behulp van draadbogen een robuuste methode voor additieve vervaardiging van metalen is geworden. Door gebruik te maken van elektrisch booglassen als een economische fusiebron in combinatie met continue draadaanvoermechanica, vergemakkelijkt WAAM digitaal metaalbewerking in de kunst van grootschalige onderdelen met een hoge materiaalefficiëntie en depositiesnelheid. Ondanks de inherente warmte-gerelateerde uitdagingen, breidt wereldwijd lopend onderzoek actief de WAAM-mogelijkheden uit door middel van geoptimaliseerde verwerking, nieuwe legeringen en integratie van hybride technieken. Door de nadelen aan te pakken en de procesbesturing te verfijnen, is WAAM goed gepositioneerd om in de toekomst een bijdrage te leveren aan hoog-efficiënte en digitale metaalproductie in alle industriële sectoren.
FAQ's:
Q. Waar staat WAAM voor?
A. WAAM staat voor Wire Arc Additive Manufacturing. Een vorm van additieve vervaardiging waarbij een elektrische boog als intensiteitsbron wordt gebruikt om metaaldraden met elkaar te verweven en laag voor laag onderdelen te maken. Het cirkelsegment wordt meestal gemaakt door gasmetaalbooglassen (GMAW) of gaswolframbooglassen (GTAW) terwijl er voortdurend een metaaldraad wordt verzorgd. Hierbij wordt rekening gehouden met het zorgvuldig 3D-printen van metalen onderdelen.
Q. Hoe werkt WAAM?
A. In het WAAM-proces wordt een lastoorts gebruikt om een elektrische boog te produceren tussen de punt van de toevoerdraad en het substraat of de grondplaat. Terwijl de boog de toegevoerde draad smelt, worden druppels overgedragen om een lasparel te vormen. Deze lasparel wordt op het substraat afgezet om de eerste laag te vormen. Vervolgens wordt de lastoorts opnieuw gepositioneerd op basis van de planning van het softwarepad om opeenvolgende lasrupsen en lagen neer te leggen om het onderdeel geleidelijk op te bouwen met de gewenste vorm en afmetingen volgens de gegevens van het ingevoerde 3D-model. Een inert beschermgas beschermt de boog en het gesmolten metaal tegen verontreiniging tijdens het neersmeltproces.
Q. Welke materialen kunnen in WAAM gebruikt worden?
A. Normale materialen die gebruikt worden in draadboog additieve productie omvatten staalsamenstellingen zoals geprepareerd, gehard staal; superlegeringen zoals Inconel en Hastelloy voor luchtvaarttoepassingen; aluminiumamalgamen voor auto's en de scheepvaart; titanium en combinaties daarvan voor klinische implantaten en de luchtvaart; en responsieve magnesiumcomposieten die steeds interessanter worden vanwege hun hoge solidariteits-gewicht eigenschappen. Nieuw onderzoek kijkt ook naar composieten op basis van nikkel en magnesium die met WAAM worden gemaakt.
Q. Welke bedrijfstakken gebruiken WAAM?
A. De belangrijkste industriële sectoren die WAAM-technologieën gebruiken, zijn onder andere de lucht- en ruimtevaartindustrie voor de vervaardiging van onderdelen voor vliegtuigmotoren die bestand moeten zijn tegen hoge temperaturen; de automobielindustrie voor de vervaardiging van turbochargers, motorblokken enz.; de scheepvaart voor scheepsbouwtoepassingen; energieproductie voor de vervaardiging van turbines, pijpleidingen en reactoren; de vervaardiging van industriële apparatuur; en de medische/tandheelkundige sector aangezien titanium en roestvrij staal veel gebruikt worden voor implantaten, steigers en prothesen.
Q. Welke uitdagingen worden in WAAM aangepakt?
A. Het onderzoek is gericht op het minimaliseren van problemen die ontstaan door hoge warmte-inbreng tijdens WAAM, zoals restspanningen, heterogene microstructuren en defecten. Dit omvat het optimaliseren van procesparameters zoals stromen, snelheden, koeltijden; het ontwikkelen van adaptieve controles; het bedenken van hybride technieken die additieve en subtractieve processen combineren; het toepassen van post-depositiebehandelingen zoals warmtebehandelingen; niet-destructieve monitoring en meer. Het doel is om consistente grote metalen onderdelen van hoge kwaliteit te produceren via WAAM.