 コンテンツへスキップ
コンテンツへスキップ 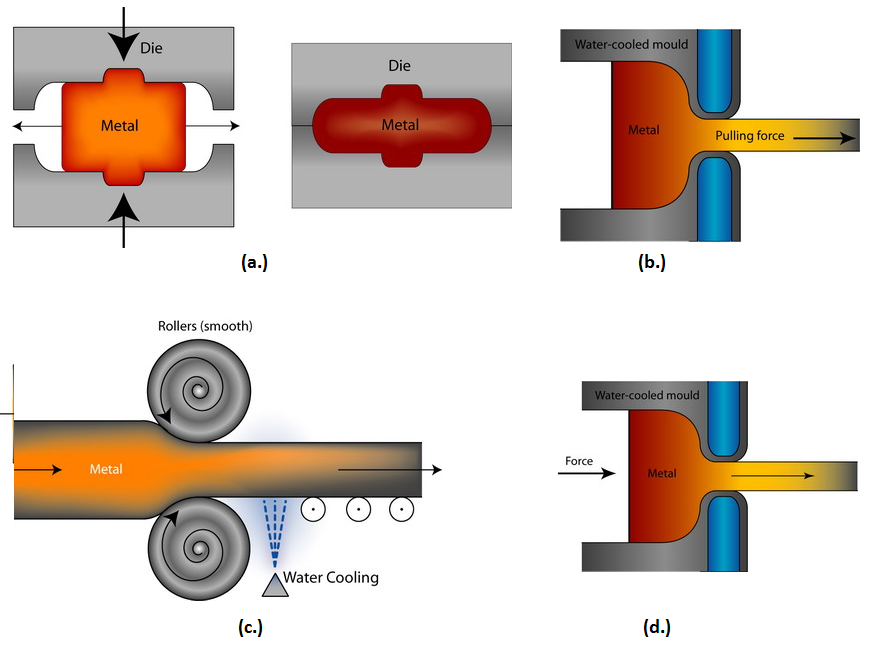
この詳細なガイドでは、曲げ、スピニング、深絞りなどの様々な金属成形プロセスの製造工程をカバーしています。板金曲げ技術、材料特性や部品設計ガイドラインのような成形に影響を与える要因について学びます。また、自動車、航空宇宙などの産業における金属成形の応用についても説明します。主なトピックは、部品設計、材料選択、これらの精密加工法の費用対効果などです。
高度な金属成形プロセスを実現するスマート・マニュファクチャリング。
金属成形は、金属成形加工ストックから直接使用可能な部品や製品を作成するために使用されるプロセスの広い分類を含みます。最も基本的なプレス部品から最も複雑な押し出し形状まで、この成形技術は自動車産業、航空宇宙産業、建設業、その他多くの分野で使用されています。高強度部品の生産性を向上させながら、より厳しい公差を維持するという要求は、金属成形技術によって満たされます。
この記事では、曲げ、スピニング、絞りなどの一般的な金属成形プロセスを列挙し、特に部品設計や材料選択を含むいくつかの要因を分析する努力をします。そのため、プロジェクトの目標は、これらの製造方法の実用的な応用と、それらを使用するための創造的なプロセスを示すことです。
金属成形 は、金属材料が変形を受け、様々な有用な形状や形態になるプロセスです。金属成形の多くの可能性を理解し始めるには、金属成形プロセスの主な種類の以下の数を理解する必要があります。
板金曲げ入門
曲げ加工は、薄い金属を加工する際に使われる数多くのテクニックの中でも、最も頻繁に使用されるテクニックのひとつでしょう。一枚の金属板から車のボディをカーブさせるにしても、筐体を作るにしても、曲げ加工はおそらくシャープなクルスやカーブを可能にするために最も有用です。理解すべき重要な点は、曲げ加工は材料、つまり金属に負荷をかけるプロセスであり、対処を誤ると問題につながる可能性があるということです。そのため、板金曲げの設計ガイドラインがあります。
適切な屈曲のための設計のヒント
シートメタルを曲げる場合、方向転換が必要な位置より先にも金属成形工程を追加したいものです。これを曲げ代と呼びます。曲げ代を十分に取らないと、曲げ線に沿って亀裂が入ることになります。一般に、材料が厚いほど、曲げ代が必要になります。曲げ半径も重要で、半径が小さいほど曲げがきつくなり、材料への応力が大きくなります。適切な曲げ代を計算する方法については、もう少し詳しく説明します。
設計で考慮すべきその他の点としては、可能であれば鋭角ではなく、滑らかで緩やかなカーブを使用することが挙げられます。そうすることで、集中応力が軽減されます。また、シートが他の荷重や力を受ける場所に曲げ部を設けることも避けたいところです。曲げと外力の組み合わせは、疲労亀裂や破壊を引き起こしやすくなります。
曲げ許容範囲の計算 - 細かい作業
さて、ここからが楽しいところです。実際に曲げ代を計算するのです!これにより、曲げ線からどれだけ余分な材料が必要かを決定することができます。曲げの種類やシートの厚さによって、標準的な計算式がいくつかあります。計算式の説明は省きますが、簡単な例をお見せしましょう。
以上、金属成形曲げ加工の基本と、痛みやトラブルを未然に防ぐためのガイドラインをまとめました。金属を成形するには多少のノウハウが必要ですが、正しい設計方法を身につければ、プロのように曲げることができるようになります。他にも金属成形のトピックがあれば、ぜひ教えてください!
カスタム製作

今度はもう少しカスタムなもの、つまりユニークなワンオフパーツの製作に飛び込んでいきます。
カスタムワークにおける精度と再現性
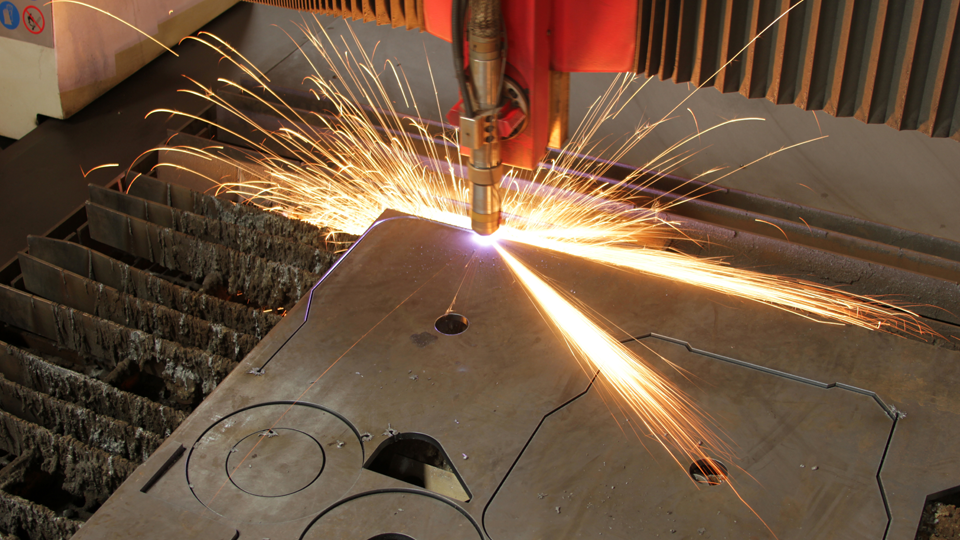
標準的なデザインを大量生産するのではなく、カスタムパーツを金属成形加工する場合、精度と再現性が本当に重要になります。製造される各部品は、前回と全く同じでありたいものです。これは、図面上で厳しい公差を定義し、毎回確実にその公差を満たすことができる加工方法を使用することを意味します。例えば CNC加工, レーザー切断EDM(放電加工)は精密な特注加工に最適です。
ユニークな部品のためのデザインの多様性
カスタムワンオフ加工の優れた点は、部品設計の多様性にあります。大量生産の心配がないので、変わった形状や複雑な内部形状も問題ありません。変わった形のブラケットが必要ですか?問題ありません。革新的なプロトタイプを考えていますか?選択肢は大きく広がります。カスタムメイドで創造性を発揮する自由が広がります。
カスタムファブリケーションの用途
ワンオフカスタム金属成形プロセスが本当に輝く一般的なアプリケーションには、プロトタイプ、特殊工具、医療機器、航空宇宙部品、ニッチ産業機械、アートワークなど、何でもあります。標準的な大量生産部品では対応できない場合は、カスタマイズ加工が有効です。医療用インプラントはその好例で、患者一人ひとりの解剖学的構造に正確に適合するカスタム部品があります。
そのため、急ぎで一品ものの試作品が必要な場合でも、精密なカスタマイズ部品が必要な場合でも、設計の枠にとらわれず、次のようなことを検討してください。 金属板加工 カスタムワークのための方法。夢見るものは何でも作れる可能性があります。
材料特性
適切な金属材料
ほとんどの曲げ加工と成形には、鋼鉄と アルミニウム が最適です。鋼鉄は強度がありますが成形が難しく、アルミニウムは曲げやすいですが弱いです。その他の選択肢としては、真鍮があります、 チタン銅と特殊合金。これらのグループの中で、配合は強度、延性、耐食性などの特性が異なります。
材料特性の影響
材料の強度、成形性、加工硬化挙動などは、成形時の性能に大きく影響します。金属の降伏強度と引張強度は、問題が発生する前にどれだけの力を加えることができるかを決定します。延性、つまり破壊せずに塑性変形する能力も重要です。加工硬化が大きい材料は、より多くの材料許容量が必要であり、そうでなければ割れのリスクが高まります。
素材と仕事のマッチング
部品を設計する際には、その部品がどのような荷重や環境条件にさらされるのか、どの程度の応力や衝撃を受ける可能性があるのか、組み立てや接合の必要性、そしてもちろんコストへの影響などを考慮してください。そして、それらの設計要件に最適化された材料配合を選択します。航空機の表皮のようなものは、高い強度が必要ですが、複雑な曲線を形成する必要があるため、成形性も重要です。
材料特性を熟知することは、金属成形加工に不可欠です。材料選定は最初から計画に組み込んでください。
工業デザイン
さて、話は変わって、工業デザインにおける金属成形プロセスの創造的な応用についてお話ししましょう。
成形による美的デザイン
多くの人は、成形を機能的なパーツを作る方法としてのみとらえていますが、成形は真のデザイン媒体でもあります。複雑なカーブ、複雑なテクスチャー、彫刻のような表面は、プレス、スピニング、深絞りなどによって実現できます。美しい建築物、電化製品の外装、そして芸術作品までもが、成形技術を用いて作られています。
形は機能に従う
美しさも重要ですが、金属成形加工が真に輝くのは、デザインが機能に従っているときです。例えば、自動車のボディは ハイドロフォーミングロール成形、その他の工程を経て、高強度衝突構造と空力ボディパネルの両方を実現します。スピニング加工などの様々な成形方法により、複雑な中空形状を作ることができるため、これまで不可能だった革新的な構造設計が可能になります。
注目のアプリケーション
自動車は大きな分野で、ボディパネルからエンジン部品に至るまで、あらゆるものに成形が利用されています。建築もまた主要な分野であり、屋根、サイディング、装飾的な建築物などの金属成形が一般的です。産業機械、耐久消費者製品、航空機の翼のような特殊な用途でも、形と機能の両面で成形工程が活用されています。
金属成形の創造的な可能性は、単純な部品の域をはるかに超えています。適切な加工技術があれば、想像しうるほとんどすべての形状や構造設計を実現することができます。今度、なめらかな車のボディや複雑な金属成形プロセスの彫刻に感心したときは、それを可能にした成形技術に思いを馳せてみてください。
板金曲げ
曲げ技術
主な曲げ技術は、V字曲げ、U字曲げ、回転曲げまたはスピン曲げです。V字曲げとU字曲げは、曲げの形状から名付けられました。片側または両側が部品に向かって曲げられています。回転曲げは、回転する金型やローラーを使用して管やパイプ部品を成形します。
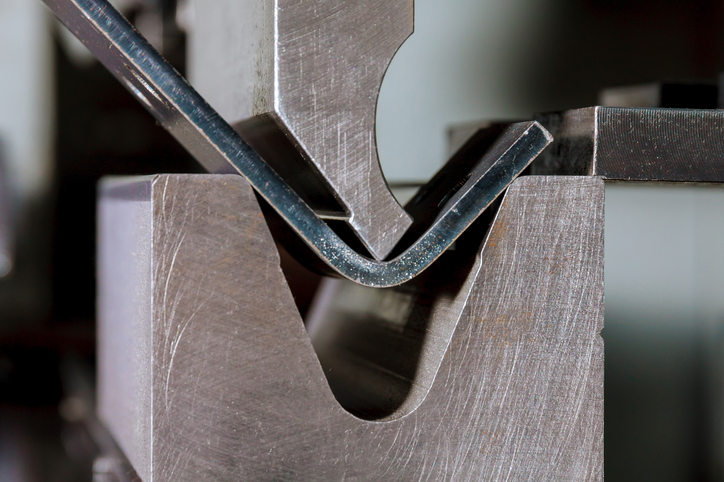
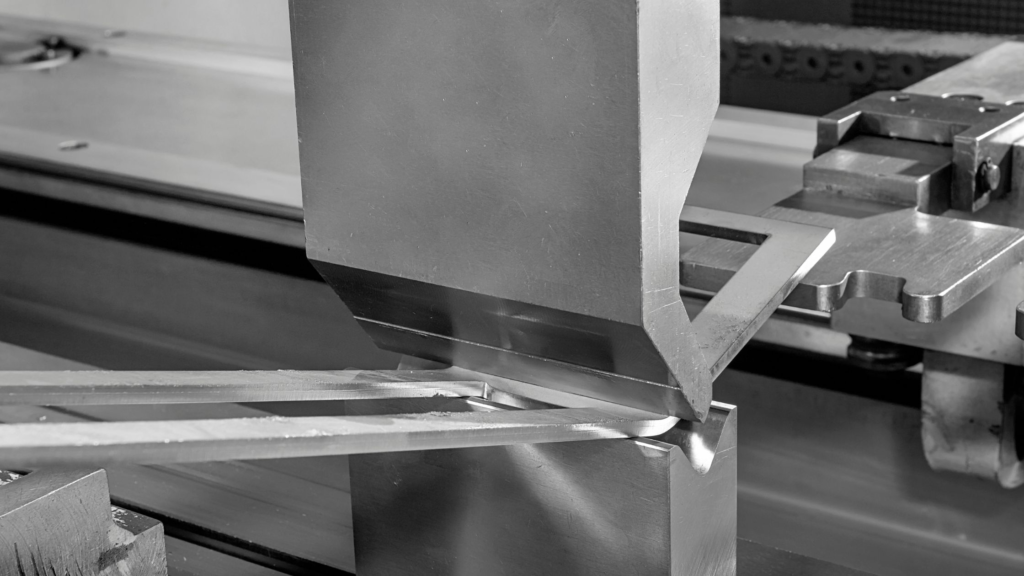
V曲げ
V字曲げは、ダクトやシュートなど、片側を開放したい場合に最適です。金属成形工程をクランプし、一方の端をV字型にプレスします。この方法で、きついラジアスベンドを作ることができます。
U曲げ
エンクロージャー・パネルやボックスの場合、U曲げはすべての側面をU字形に閉じます。シートは長辺の両端でクランプされ、ローラーツールまたはダイスがゆっくりと曲げを形成します。
ロータリーベンディング
この技術では、必要な曲げ形状に成形されたローラーまたはダイスの間にワークピースが入ると、ワークピースを回転させます。チューブ、パイプ、長さに沿って複数の曲げがある長い直線部品に適しています。
成功の要因
とは関係なく 金属曲げ 材料の許容量、曲げ半径、木目の方向に注意を払い、適切なクランプ器具を使用することで、強く正確な曲げを何度も行うことができます。その他、板金成形加工に関するトピックが思い浮かんだら、お知らせください!
費用対効果
どのような製造プロセスにおいても、コストは非常に重要です。ここでは、金属成形プロセスのコストメリットについて説明します:
成形によるコスト削減
成形加工は、機械加工のような方法と比較して、通常、より手頃な初期設備金属成形工程コストであるだけでなく、大量生産で真に輝きます。プレスブレーキやベンドローラーで成形する場合、部品1個当たりの増加コストは、労働集約的な加工に比べて非常に低くなります。 カスタム製作.
合理化プロセス、リーン生産
自動化された供給/ハンドリングを備えたよく設計された金属成形工程ラインは、真のリーン生産アプローチを可能にします。工程が設定され検証されれば、必要な人員は最小限に抑えられます。生産工程が少ないということは、部品の取り扱いが少ないということであり、品質問題のコストを削減します。また、公差が厳しいため、溶接アセンブリと比較して、不適合部品による廃棄物も削減されます。

結論
要約すると、金属成形工程は、材料を非常に幅広い工業製品および商業製品に成形するための非常に汎用性の高いツールセットです。精密公差の機械加工部品であれ、複雑な押し出し構造部材であれ、これらの成形技術により、大量生産とカスタム製作の両方が、再現可能でコスト効率の高い方法で可能になります。
延性や加工硬化のような材料特性を理解し、板金曲げのような工程の設計ガイドラインを適用することで、金属加工業者は不具合を回避しながら、製造要件に合わせて部品を最適化することができます。また、新しい技術は、高度な合金から新しい金型やプレスシステムに至るまで、成形が達成できる限界を押し広げ続けています。
軽量化、小型化、ネットシェイプ生産への要求が多くの産業で高まる中、金属成形プロセスのスキルは今後も決定的に重要です。設計、材料選択、生産計画におけるベストプラクティスに従うことで、これらの製造方法がその潜在能力を発揮し、高品質の複雑なコンポーネントを予算内で納品できるようになります。
よくあるご質問
A: ほとんどのプレスブレーキと曲げ装置は、厚さ約0.010″から約0.250″までの板金を曲げることができます。薄ければ薄いほど、曲げ半径はきつくなります。
A: アルミニウムは鋼鉄よりも曲げる力が少なくてすみますが、工作硬化は早いです。クランプでしっかり固定し、ゆっくりと曲げるのが、ひび割れを防ぐのに最適です。曲げ半径を少し広めにすると、裂けにくくなります。石鹸のような潤滑剤はカジリを防ぎます。
A: Vベンドは片側が開いた角度を作り、ダクトなどに使われます。Uベンドは、ボックスエッジのように部品を完全に囲みます。Vベンドは多くの場合、最小半径がきつくなりますが、Uベンドは継ぎ目を接合する必要がありません。
Q: 建設用の長い直管パイプはどのように曲げられるのですか?
A: 長いパイプは、大型のローラー曲げ機の間で回転曲げされることがよくあります。パイプは、あらかじめ成形されたローラーアセンブリに入るとスムーズに回転し、材料をよじったり圧着したりすることなく、徐々に曲がりを形成します。




