 コンテンツへスキップ
コンテンツへスキップ 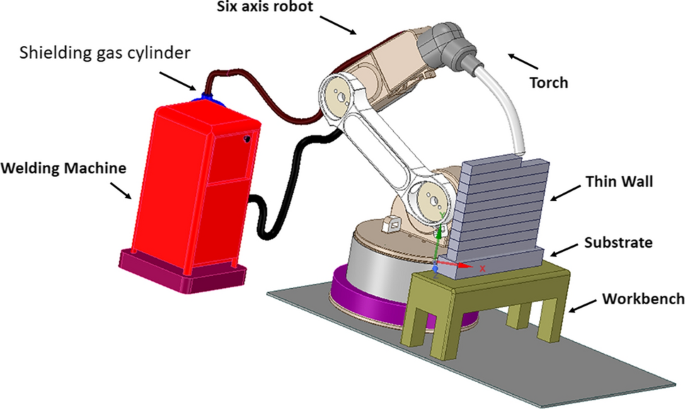
本書では、ワイヤーアークアディティブマニュファクチャリング(WAAM)について包括的に解説します。WAAMの歴史と進化」では、WAAMの起源と開発の重要なマイルストーンについて説明します。WAAM技術のセクションでは、GMAW、GTAW、コールドメタルトランスファーなどのイノベーションを含む基本的なプロセスを掘り下げています。続いて「溶接方法」では、さまざまな溶接技術の比較分析を行い、「WAAMの発展」では、タンデム溶接やフライス加工統合などの進歩に焦点を当てています。
Additive Metal Fabrication(積層造形)のセクションでは、レイヤーごとの製造アプローチ、設計の柔軟性、材料の効率性を検証します。CAD/CAM統合」では、CADデータの役割について説明し、「材料適用範囲」では、使用される金属と特殊合金の種類について概説します。WAAMの課題」では、品質向上のためのプロセスパラメータと緩和技術を取り上げています。材料と応用」では、合金の能力と産業特有の用途を取り上げ、「研究動向と将来展望」では、進行中の研究と工業規模の製造の可能性について論じています。
積層造形:ワイヤーアークアディティブマニュファクチャリング(WAAM)の探求
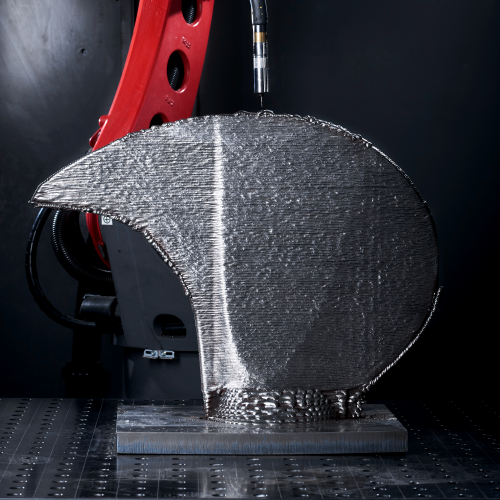
ワイヤーアークアディティブマニュファクチャリング(WAAM)は、想像力豊かな金属加工技術です。 3Dプリンティング 電気カーブを動力源とし、金属ワイヤーを天然物質原料として使用する戦略。WAAMは、添加物質の証言を通じて液体ワイヤー材料を層ごとに保存することにより、複雑な金属部品のベースアップ作成を支援します。レーザー粉末床溶融のような他の積層造形法と比較して、WAAMは、より高い成膜速度、より低い装置および材料コスト、大規模製造への適用可能性のような大きな利点を提供します。問題は、残留応力、不均質な特性、欠陥のために発生します。
それにもかかわらず、パラメータの最適化、プロセス中のモニタリング、および成膜後の処理による継続的な改良が、このような制限の解決に役立っています。Googleの検索パターンを調べると、最近全体的にワイヤーアーク積層造形技術への関心が高まっていることが分かります。2015年頃からの世界的な検索パターンの調査によると、「WAAM」の検索は2018年頃から加速し始め、それ以降一貫して拡大しています。地域別では、イギリスやドイツなどのヨーロッパ諸国、オーストラリア、ニュージーランドが、WAAM関連のトピックで最も高い検索ボリュームを記録しています。
これは、これらの地域で重要なWAAM研究が行われていることに対応しています。興味深いことに、アフリカ諸国でもワイヤーアーク積層造形の検索が増加しています。 金属3Dプリンティング メソッドを使用しています。アジア諸国からの検索は現在のところ緩やかですが、WAAMの応用が拡大するにつれて、今後数年間で増加することが予想されます。全体として、検索数の増加傾向は、先進的な製造プロセスとしてのWAAMの重要性が、産業界と学界の両方で世界的に広く認知されるようになっていることを強調しています。
WAAMの歴史と進化
ワイヤーアーク積層造形は、20世紀初頭に開発されたアーク溶接技術を起源としています。初期の研究開発では、小規模な3Dプリント用途にアーク溶接法を利用することに重点が置かれました。その後の進歩により、より高い溶着率と生産グレードの製造が可能になりました。主なマイルストーンとしては、1948年のガスメタルアーク溶接(GMAW)の開発、1983年の形状溶接の応用成功、1990年代のワイヤーアーク積層造形ベースの製造に関する最初の特許申請などが挙げられます。
継続的な研究により、溶着率を向上させるタンデム溶接、低入熱を実現するコールドメタル・トランスファー(CMT)溶接、プロセス・モニタリングの改良などが開発されました。WAAMとフライス加工を融合させたハイブリッド・アプローチも、表面品質の向上のために登場しました。この10年間で、産業界と学界の幅広い関心により、ワイヤーアーク積層造形の潜在能力をフルに発揮するための世界的な研究開発努力が加速されました。 板金加工.現在、最終部品の品質と性能の再現性に関する課題に取り組むため、広範な研究活動が行われています。
WAAMテクノロジー
ワイヤーアーク積層造形では、熱源として電気アーク溶接を利用することで、次のようなことが容易になります。 プロトタイピングにおける3Dプリンティング 金属部品の層ごとの溶接。曲げ加工に使用される主なプロセスは、ガス金属円弧溶接(GMAW)とガス・タングステン・アーク溶接(GTAW)の2つです。GMAWでは、消耗ワイヤの陰極を溶接用ライトで照射し、ワイヤと母材の間にカーブを与えて溶接プールを形成します。
アークがワイヤーを溶かし、移送が行われて材料が基材に堆積します。GMAWは高いエネルギー効率を提供しますが、プロセスの安定性を維持する上で課題があります。GTAWシステムでは、フィラーメタルを溶接プールに導入するための独立したワイヤー供給機構とともに、消耗しないタングステン電極が使用されます。GTAWは、GMAWと比較してより優れた動作制御を提供し、スパッタを最小限に抑えます。しかし、GTAWは消耗電極を使用した直接溶融ではなく、抵抗加熱に依存するため、エネルギー効率は低い。
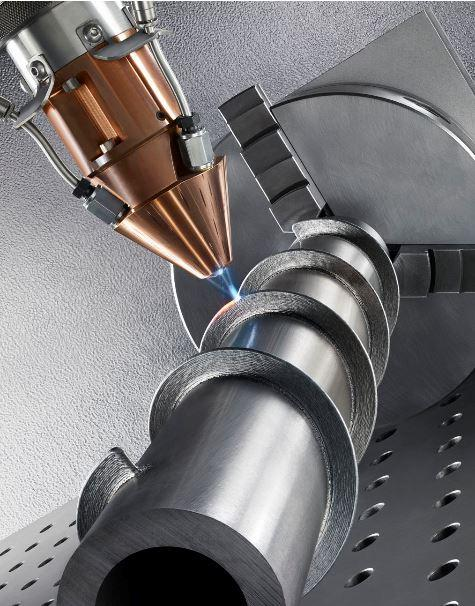
コールド・メタル・トランスファー(CMT)GMAWと呼ばれる改良型は、短絡メカニズムによって入熱を低減し、スパッタのほとんどない析出を実現するため、人気を集めています。シングルワイヤーシステム以外にも、ツインワイヤーGMAWのようなタンデム溶接アプローチは、2本の平行な消耗ワイヤーを使用することで溶着速度を向上させます。その他のバリエーションには、ワイヤーアーク積層造形とコンピューター数値制御フライス加工を統合したハイブリッドシステムがあり、積層造形と減法プロセスを組み合わせたセットアップで、より優れた加工を実現します。 表面仕上げ.
溶接方法
ワイヤーアーク積層造形システムでは、ガスメタルアーク溶接(GMAW)、ガスタングステンアーク溶接(GTAW)、プラズマアーク溶接(PAW)のいずれかを熱源として使用してワイヤー原料を溶かします。GMAWシステムは消耗電極ワイヤーを使用しますが、GTAWとPAWは非消耗電極と個別のワイヤー供給装置を使用します。各技術は、入熱によって析出特性に異なる影響を与えます。
開発
従来の単線システムを超えて 電子ビーム溶接 デュアルワイヤー消耗品を同時に使用することで、部品内の所望の組成ブレンドや機能勾配をエンジニアリングすることができます。また、一部のWAAM装置にはミリングとのハイブリッド化も組み込まれており、プリント層のオンライン加工による表面仕上げの向上を目指しています。)熱源、ワイヤー供給方式、シールド雰囲気およびその他の制御パラメーターは、現在も活発に研究されています。
積層造形

ワイヤーアーク積層造形(WAAM)は、液体金属ワイヤーを層ごとに配置し、金属部品をコンピュータで直接製造します。3層(3D)PCサポートプラン(コンピュータ支援設計)モデルによって駆動されるこのきめ細かな視点は、従来の組み立て戦略では実用的でない複雑な計算を伴う部品の開発を可能にします。WAAMは、サブトラクティブ工法における工具のアクセス制限から生じる制約ではなく、高度なモーションコントロールとアーク溶接システムを活用し、純粋に仮想モデルによって定義された構造を構築します。
WAAMは、成形や金型に依存しない製造により、設計の柔軟性を高め、カスタマイズされた少量生産品のオンデマンド連続生産を可能にします。これは、パターンベースのインベストメント鋳造に代わるプロトタイプの生産に適しています。WAAMはまた、交換部品や補修部品の迅速な製造にも適しており、従来技術の長いリードタイムを回避できます。ワイヤーアーク積層造形は、材料除去法と比較してほぼ完全に材料を利用できるため、材料の大幅な節約と廃棄物の発生量の削減を実現します。
CAD/CAMの統合
ワイヤーアーク積層造形では、溶接ワイヤーを層ごとに追加することで、減法的な手段では達成できない複雑な形状を持つ構造を金属で3Dプリントすることができます。 CAD/CAM データ
材料適用範囲
WAAMは、構造用合金から反応性金属まで、積層造形に使用される金属の範囲を広げます。関連する合金には、構造用鋼、超合金、反応性マグネシウム、および電気アークの高エネルギー強度による耐火性金属が含まれます。また、特殊フィラー組成物は、同時マルチワイヤー戦略により、析出中の機械的、化学的、物理的ブレンドの調整が可能です。
WAAMの課題
プロセスパラメータ
ワイヤーアーク積層造形中の入熱により、残留応力、微細構造のばらつき、欠陥などの問題が発生します。品質はパラメータの制御次第析出物の品質は、安定したアーク特性の維持や、最適化された溶接電流、電圧、速度、およびシールド/冷却間隔による層間温度の管理など、望ましくない影響を抑制するためのパラメータ調整に敏感に依存します。
軽減テクニック
問題に対処するためのアプローチには、低入熱、パス間プロセス、熱処理、品質モニタリングが含まれます。パラメータの最適化では、CMT溶接または溶接速 度の高速化による入熱の低減に重点を置き、冷却速 度の増加により結晶粒を微細化します。その他のアプローチとしては、パス間冷却間隔、 層間圧延/鍛造、ポスト・パス冷却があります。 建築金属加工 熱処理。制御されたマルチパスクラッディングは残留応力にも対応します。工程監視と品質管理の進歩は、再現性のある製造をさらに支援します。
材料と応用
合金能力
ワイヤーアーク積層造形では、構造的および機能的用途向けに幅広い種類の合金を使用できます。一般的な材料の選択肢 金属加工技術 チタンは、耐腐食性と密度に対する強度の優位性を生かし、生物学的用途や海洋用途で幅広く使用されています。チタンは、その耐食性と密度に対する強度の優位性を活かし、生物医学や海洋用途で幅広く使用されています。
業界利用
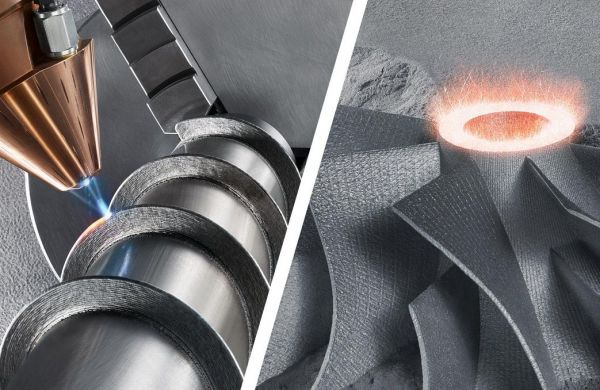
航空宇宙産業は、複雑なエンジン部品、燃焼室、タービン翼の製造にWAAMを活用しています。自動車分野では、熱交換器、ターボチャージャー、軽量車両構造などがあります。海洋分野では、WAAMは隔壁、補強材、その他の船体部品をダイレクトプリントすることで造船を合理化します。医療分野では、生体適合性のあるチタンやステンレス鋼を使用した、カスタマイズされたインプラント、足場、人工関節も研究しています。
研究動向と将来展望
進行中の研究分野
ワイヤーアーク積層造形研究の活発な分野は、合金/プロセスのさらなる開発、品質管理、ハイブリッド技術、シミュレーションベースの最適化に重点を置いています。開発の中心は、金属とプロセスの組み合わせの改良、適応制御の考案、ハイブリッド技術、デジタルモデリングです。研究では、パルス周波数や波形、多層最適化などのパラメータの最適化を戦略的に行っています、 機械的後処理 および異種材料の接合。
将来の可能性
今後の成長には、工業規模で確実に連続製造するための実証実験が必要です。材料ライブラリの拡大、規制領域での認証、標準化の取り組みにより、その受容性はさらに高まるでしょう。熱心な研究投資により、ワイヤーアーク積層造形は、従来のクローズドダイスタンピングやフルスケール鋳造に匹敵し、それに取って代わる主流の製造プラットフォームに成熟する強い可能性を示しています。
結論
結論として、ワイヤーアーク積層造形は、金属用の堅牢な積層造形方法として登場しました。電気アーク溶接を経済的な溶融ソースとして活用し、連続的なワイヤー送給機構と組み合わせることで、WAAMはデジタル積層造形が容易になります。 アートにおける金属加工 は、高い材料効率と成膜速度で大規模な部品を製造することができます。熱に関連する固有の課題に直面しているにもかかわらず、世界中で進行中の研究は、最適化された処理、新しい合金、およびハイブリッド技術の統合を通じて、WAAMの能力を積極的に拡大しています。欠点に対処し、プロセス制御を洗練させることで、WAAMは将来、産業部門全体にわたる高効率でデジタルな金属製造への貢献を実現する態勢が整っています。
よくある質問
Q.WAAMとは何の略ですか?
A.WAAMとは、Wire Arc Additive Manufacturingの略です。追加工の一種で、強度の源として電気曲げを使用して金属ワイヤー原料を絡み合わせ、パーツを層ごとに構築します。円形セグメントは、通常、金属ワイヤーを持続的に使用しながら、ガスメタルアーク溶接(GMAW)またはガスタングステンアーク溶接(GTAW)によって作成されます。これは、金属部品の慎重に決定された3Dプリントを考慮に入れています。
Q.WAAMの仕組みを教えてください。
A.WAAMプロセスでは、溶接トーチを使用して、送給ワイヤー先端と基板またはベース・プレートの間に電気アークを発生させます。アークが供給ワイヤーを溶かすと、液滴が移動して溶接ビードが形成されます。このビードを基材上に堆積させ、最初の層を形成します。その後、ソフトウェア・ツールパス・プランニングに基づいて溶接トーチを再配置し、連続した溶接ビードと層を堆積させて、入力された3Dモデル・データに従って希望の形状と寸法の部品を徐々に構築します。不活性シールド・ガスが、溶着中のアークと溶融金属を汚染から保護します。
Q.WAAMで使用できる素材は何ですか?
A.ワイヤーアーク積層造形で使用される通常の材料には、装置準備鋼や焼き戻し鋼のような鋼化合物、航空用途のインコネルやハステロイのような超合金、自動車や海洋分野向けのアルミニウムアマルガム、臨床用インサートや航空用のチタンとその組み合わせ、そしてその高い連帯重量特性で関心を集めている応答性マグネシウム複合材料があります。さらに、WAAMを利用して製造されるニッケルおよびマグネシウムベースの複合材料についても新たに調査しています。
Q.どのような業界でWAAMが使われていますか?
A.WAAM技術を利用する主な産業分野には、高温耐性を必要とする航空機エンジン部品を製造する航空宇宙、ターボチャージャーやエンジンブロックなどを製造する自動車、造船用途の海洋、タービン、パイプライン、原子炉を製造するエネルギー生産、産業機器製造、チタンやステンレス鋼がインプラント、足場、人工関節に広く使用されている医療/歯科などがあります。
Q.WAAMではどのような課題に取り組んでいますか?
A.研究は、残留応力、不均一な微細構造、欠陥など、WAAM中の高入熱から生じる問題を最小限に抑えることを目的としています。これには、電流、速度、冷却時間などのプロセスパラメーターの最適化、適応制御の開発、アディティブ・プロセスとサブトラクティブ・プロセスを組み合わせたハイブリッド技術の考案、熱処理などの析出後処理の採用、非破壊モニタリングなどが含まれます。目標は、WAAMによって一貫した高品質の大型金属部品を製造することです。





