コンテンツへスキップ
コンテンツへスキップ 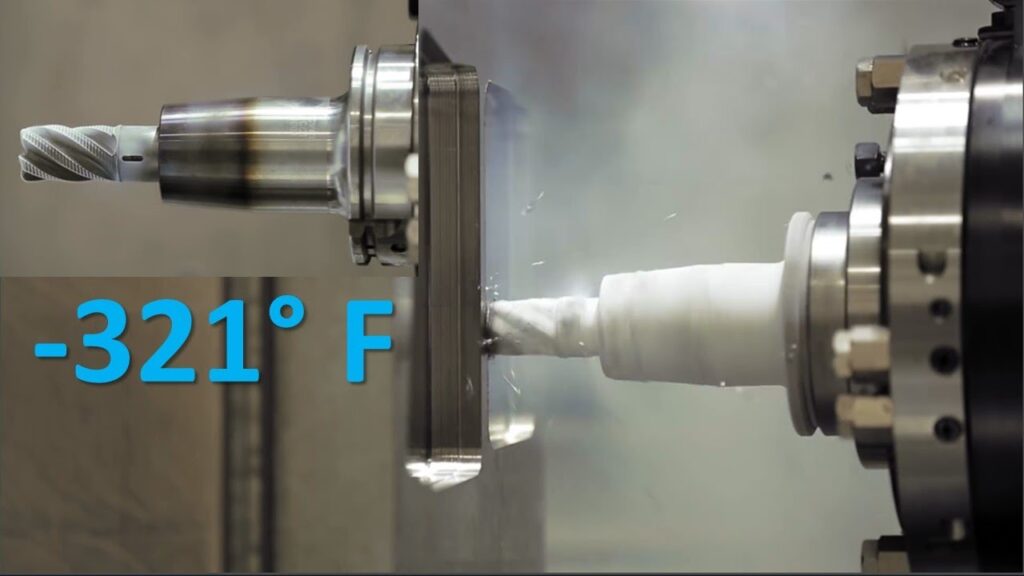

極低温CNC加工では、油性の流体の代わりに液体窒素を使用して冷却します。こうすることで、切削エリアが非常に速く冷やされ、工具の切れ味が長持ちします。研究によると 67%で工具の摩耗が減少.機械加工費も26.2%減少。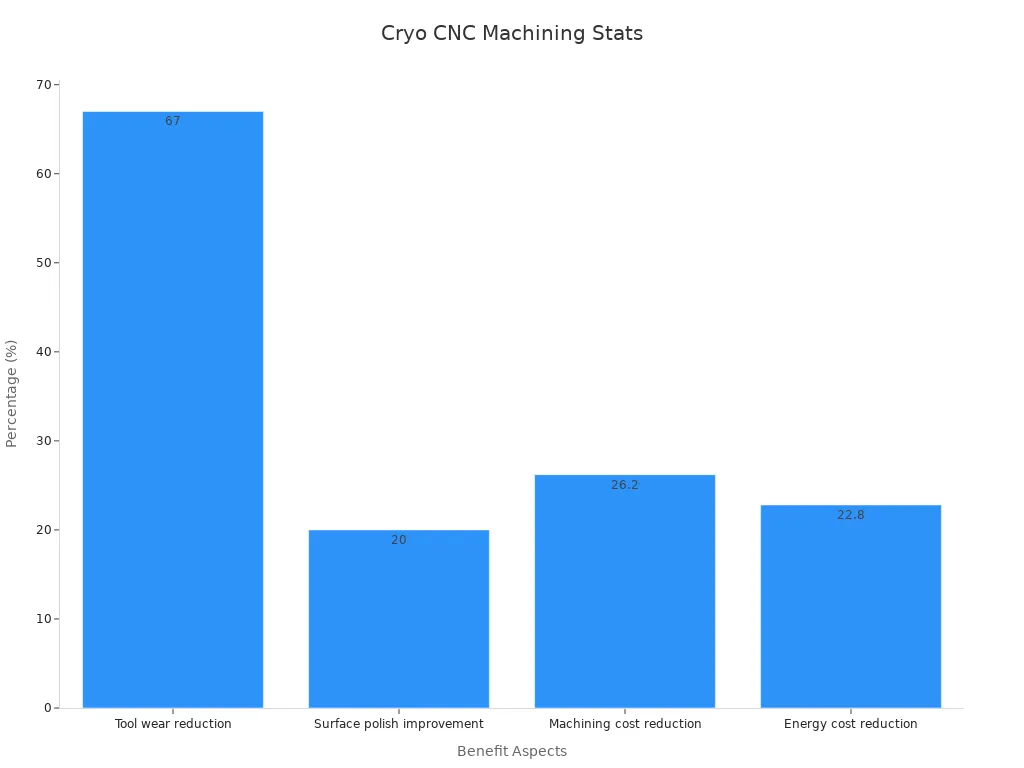
研究者は次のことを発見しました。 液体窒素冷却で工具を長持ち.また、表面が滑らかになり、エネルギー消費量も少なくなります。 MXY は、硬い材料をより速く、より良く切断するためのソリューションを提供します。
キーポイント
- 極低温CNC加工 は液体窒素を使って工具を素早く冷却します。これにより、工具が長持ちし、表面が滑らかになります。
- この方法は熱と摩擦を低減します。これにより、工場はより速く金属を切断し、より速く作業することができます。
- 極低温冷却により、工具の摩耗を最大70%削減できます。これにより、新しい工具を購入する費用を節約し、より良い部品を作ることができます。
- このプロセスは環境にも優しい。オイルクーラントを使用せず、エネルギー使用量や廃棄物も少なくて済みます。
- 極低温システムの設置にはコストがかかります。特別な装置とトレーニングが必要です。
- すべての素材が同じように作用するわけではありません。それぞれの金属に最適な設定を見つけるにはテストが必要です。
- オペレーターは、極低温液体を安全に使用するために学び続けなければなりません。また、高度な機械制御の使い方も知っておく必要があります。
- 極低温加工は多くの産業で利用されています。航空宇宙、自動車、医療関連企業では、高強度、高精度の部品に使用されています。
仕組み

液体窒素冷却
極低温CNC加工 は、油性クーラントの代わりに液体窒素(LN2)を使用します。LN2は切削部分を非常に速く冷却し、低温に保ちます。この方法は、通常の液体の代わりとなり、熱を制御するのに役立ちます。研究者たちは、LN2冷却が以下を可能にすることを発見しました。 切削工具の摩耗と切削抵抗を半減 Ti-6Al-4Vのような靭性の高い合金を加工する場合。また、LN2は工具とワーク間の摩擦を少なくします。これは、工具が長持ちし、表面が滑らかに見えることを意味します。
内部ツールチャンネル
多くの新しい機械は、LN2を工具内部のチャンネルを通して刃先に送ります。この設計は、プロセスで最も高温の場所を冷却します。LN2を必要な場所に置くことで、システムは熱をよりよく取り除きます。MXYのソリューションは、このアイデアを使用して、硬い材料をより速く、より少ない工具損傷で切削することを支援します。
ヒント 内部ツールチャンネルは、非常に正確な冷却を行います。これは、高度な合金や硬化鋼を加工する際に非常に重要です。
熱吸収
LN2は液体から気体に変化することで、切削ゾーンから熱を取り込みます。この変化により、工具とワークピースからエネルギーが奪われます。冷却能力はいくつかの点によって異なります:
- LN2の流速
- ノズルとカッティングエリアとの距離
- 窒素中の気体に対する液体の量
A 液量が多いほどよく冷えます とオーバーヒート防止に役立ちます。研究によると、LN2は以下の効果があります。 16%から37%の切削温度低下材料によって異なります。このような熱の低下は、部品の形状変化を防ぎ、工具の切れ味を維持するのに役立ちます。
極低温CNC加工プロセス
極低温CNC加工のステップは以下の通りです:
- 機械はチャンネルまたはノズルを通してLN2を切断ゾーンに送ります。
- LN2は工具とワークを冷却し、熱と摩擦を低減します。
- システムはLN2フローを制御して温度を安定させ、熱ショックを止めます。
- オペレーターは工程を監視し、安全でうまく機能していることを確認します。
テストによると、このプロセスによって工具を長持ちさせることができます。 40%から200%に延長 通常の方法よりも、特に高速で。LN2冷却も 表面を滑らかに とサイズがより正確になりました。研究者たちは、極低温加工における切削抵抗の低減、切りくず形状の改善、使用電力の低減を確認しています。しかし、LN2をワークピースに長時間使用すると、ワークピースが硬くなることがあります。
MXYには、LN2を自動的に送り、重要な設定を監視する先進的なシステムがあります。これらのソリューションは、硬い材料でも同じように良い結果を得ることができ、工具を長持ちさせることができます。
注: 低温CNC加工で最高の結果を得るためには、良好なLN2フローと適切なノズルスポットが非常に重要です。
メリット
処理の高速化
極低温CNC加工 は、機械が金属をより速く切断できるようにします。このプロセスでは 液体窒素(-321°F を使用して刃先を素早く冷却します。この高速冷却により、作業者はより高い速度と送りを使用することができます。機械は、より短時間でより多くの金属を取り除くことができます。5ME社やオークマアメリカ社などの企業は、極低温加工が生産性を向上させることを示しています。オペレーターは、クーラント交換や洗浄のために停止する必要がありません。そのため、加工がスムーズに進みます。高速化と停止時間の短縮は、毎日、より多くの部品を完成させることを意味します。
ヒント より速い処理は、工場が時間通りに注文を完了し、大きな仕事を処理するのに役立ちます。
工具寿命の延長
極低温CNC加工は工具を長持ちさせます。液体窒素の冷たさは、刃先の熱と摩擦を低下させます。熱が少ないということは、工具の磨耗が少ないということです。多くの研究が、工具寿命の大きな向上を示しています。その 以下の表は、さまざまな研究者の結果を示しています。:
| 研究(著者) | 素材 | 工具寿命の向上または摩耗の低減 |
|---|---|---|
| Hongら(2001) | Ti-6Al-4V | 工具寿命が従来の5倍に延長 |
| ワンとラジュルカー | タンタル | 70%による極低温加工での工具摩耗の低減 |
| ヴェヌゴパール他 | Ti-6Al-4V | 切削速度70m/minで逃げ面摩耗とクレーター摩耗を低減 |
| シヴァイアとチャクラダール | 17-4 PHステンレス鋼 | 優れた工具摩耗性能を示した極低温ターニング |
| クマールとチョードリー | ステンレス鋼 | 極低温条件下での工具摩耗と切削力の低減 |
ロッキード・マーチンは 52%の高速加工 極低温加工を使用したチタン部品の加工。別のケースでは、コバルトクロムの切削速度が100~125 sfmから550~700 sfmに向上しました。これらの結果は、工具の切れ味がより長く維持され、より難しい加工にも対応できることを示しています。このプロセスは、アルミナセラミックスのような脆い工具材料にも適しています。工具を低温に保つことで、極低温加工は損傷を防ぎ、新しい工具の購入費用を節約します。
表面品質
極低温CNC加工は、パーツをより滑らかに仕上げます。低温は切削エリアを低温に保つため、パーツの形状とサイズをコントロールするのに役立ちます。テストによると、極低温加工はドライ加工よりも表面粗さを下げることができます。その 下表は結果の比較:
| 品質ベンチマーク/テストパラメータ | ドライプロセス結果 | 極低温プロセス結果 | 意義・影響 |
|---|---|---|---|
| 表面粗さ低減(Ra) | 最大74%の削減 | 最大77%の削減 | 航空宇宙部品に重要な表面仕上げの向上 |
| 表面粗さ低減率 (Rz) | 最大71%の削減 | 最大76%の削減 | 表面の完全性の向上 |
| 加工中の温度 | 約60 | 維持 ≤ 20 °C | より低い温度で熱損傷を軽減 |
| 熱膨張(寸法変化) | 0.058 mm | 0.020 mm | 厳しい公差を維持(±0.02 mm) |
| 工具摩耗と加工効率 | 工具摩耗の増加 | 工具の摩耗を減らし、効率を向上 | 工具摩耗と表面品質のバランス |
低温加工は温度を低く保つため、部品が膨張したり形状が変化したりしません。この制御は、特に航空宇宙産業での厳しいサイズ制限を満たすのに役立ちます。温度が低いということは、パーツへのストレスが少ないということでもあります。オペレーターは、工具の摩耗が少なく、効率も向上するため、このプロセスは高品質なパーツのための賢い選択となります。
環境への影響
極低温加工は様々な面で環境に優しいです。工場では液体窒素や二酸化炭素を使って冷却します。油性クーラントはもう必要ありません。油性クーラントはオゾン層を破壊します。また、水や土壌を汚染する廃棄物も出ます。これらの液体を使わないことで、企業は人と自然をより安全に保つことができるのです。
- 極低温セットアップでは、潤滑油を無駄にしません。従来の機械加工では、危険な廃棄物となる切削液を使用していました。
- 有害物質の排出が少ないプロセスです。オイルベースのクーラントを使用しないため、悪いガスや流出がありません。
- 工具寿命は、多くの鋼材で15%から300%以上向上します。工具寿命が長くなるということは、埋立地に廃棄される工具が少なくなるということです。
- 切削抵抗は18%から43%に低下しました。切断力が下がるということは、機械のエネルギー消費量が減るということです。
- カッティングエリアの温度は30%下がり、50%を超えます。これにより、熱による損傷を防ぎ、空気を清浄に保ちます。
- 材料除去率が約23%向上。作業員はより早く仕事を終え、より多くのエネルギーを節約できます。
- 加工中の消費電力は約320ワット減少します。消費電力が少ないということは、二酸化炭素排出量も少ないということです。
🌱 注: 極低温加工はよりクリーンで環境に優しい選択です。工場が厳しい環境規則に従うことができ、作業員の安全も確保できます。
研究によると、これらの変化は 極低温加工は地球にとってより良いものです。この方法を使用する工場は、公害を減らし、資源を節約するのに役立ちます。
欠点
コスト
極低温加工 を購入する必要があります。企業は このプロセスのための特別な装置.彼らは次のようなものを必要としています。 真空ジャケットの供給ラインと貫通工具冷却システム.これらの部品は、液体窒素を最先端へと導きます。機械はまた、窒素フローを管理するための高度な制御を必要とします。このため、最初の投資はオイルベースのクーラントよりもはるかに高くなります。
| コスト・コンポーネント | 機械システム(年間) | 液体窒素システム(年間) | 液体CO2システム(年間) |
|---|---|---|---|
| 設備投資 | $510,000 | $140,000 | $150,000 |
| 減価償却費 (10%) | $51,000 | $14,000 | $15,000 |
| 金利 (12%) | $27,030 | $8,400 | $9,000 |
| メンテナンス | $20,400 | $14,000 | $15,000 |
| 電力コスト | $51,000 | 該当なし | 該当なし |
| オペレーター労働 | $16,800 | $16,800 | $16,800 |
| 清掃労働 | $3,200 | $3,200 | $3,200 |
| 凍結防止剤 コスト | 該当なし | $900,000 | $756,000 |
| 年間総事業費 | $165,530 | $956,400 | $815,000 |
| ポンドあたりの単位操業コスト | $1.12 | $7.97 | $6.79 |
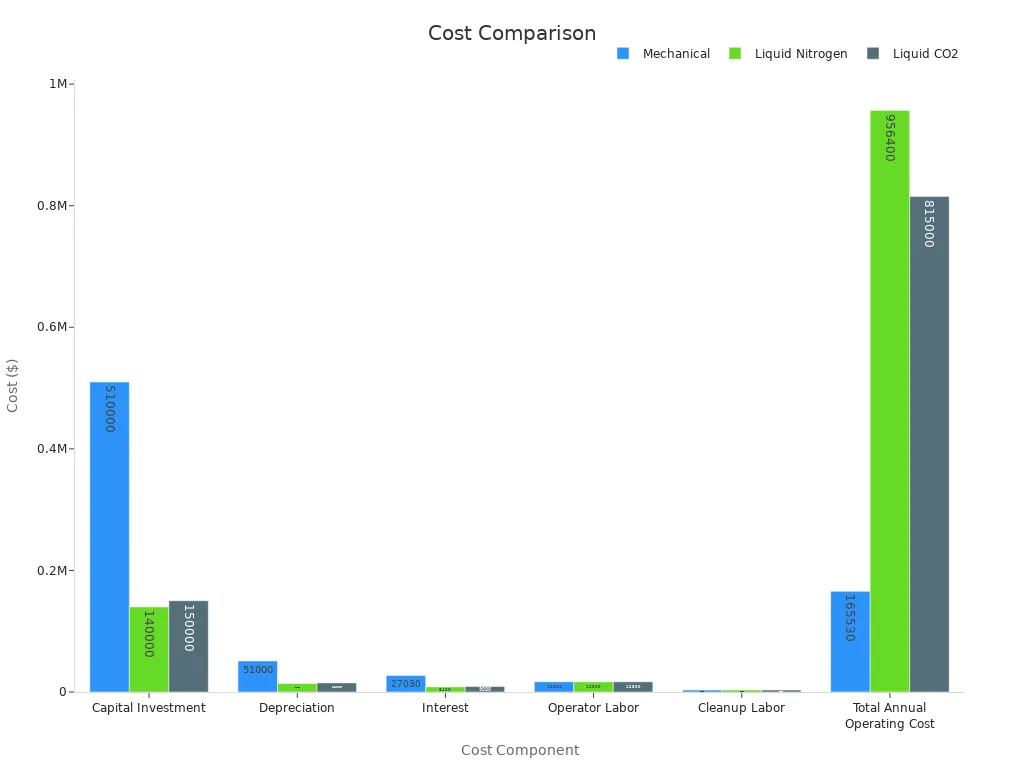
表とグラフは、極低温システムの運転コストがはるかに高いことを示しています。余分なコストのほとんどは、液体窒素や二酸化炭素を購入するために発生します。このような高価格のため、小規模な工場では極低温加工を使用することは困難です。工具が長持ちし、使用するオイルが少なくなったとしても、クーラントコストは大きな問題です。
💡 注: 極低温システムは、クーラントの廃棄や工具の交換にかかるコストを削減しますが、液体窒素の価格が高いため、このような節約効果が帳消しになることがよくあります。
システムの複雑性
極低温加工セットアップは、通常のものよりも使いにくいものです。極低温の液体を扱うには、特別な部品が必要です。断熱パイプ、高度なバルブ、クーラント用ノズルなどです。また、温度を一定に保つためにセンサーや制御装置も使用します。
ある研究は、これらのシステムがより複雑であるいくつかの点を挙げています。:
| 複雑さの指標 | 内容/役割 | 加工セットアップの統合とパフォーマンスへの影響 |
|---|---|---|
| 供給温度 | クライオスタットと熱交換器を使用し、周囲温度から-40 °Cまで調整可能 | 金属加工油剤の熱勾配、冷却性能、粘度に影響 |
| 体積流量 | フローメーターで測定。 | 冷却速度と熱負荷に影響。流量が大きいほど冷却は向上しますが、出口流速に影響されます。 |
| マスフロー | 体積流量と流体密度から計算 | より高いマスフローが熱除去を促進。 |
| 出口速度 | ノズル径と体積流量から計算 | 高速化により、対流熱伝達と切削ゾーンの濡れ性が向上します。 |
| 供給圧力 | 流体密度と出口流速から導出 | より高い圧力は、切削領域でのクーラント塗布と潤滑を促進します。 |
| ノズル出口直径 | 出口流速と圧力に影響する2つのサイズ(1mmと2mm)をテスト | 直径が小さいため、速度と圧力が向上し、冷却と潤滑が改善されます。 |
| 断熱 | サーマルブリッジを防止するための部品への塗布 | 低いクーラント温度とシステム効率の維持に必要 |
| NC制御バルブカップリング | CNC制御と統合された3/2ウェイバルブによる正確なクーラント塗布タイミング | システム統合は複雑になりますが、冷却戦略の最適化が可能になります。 |
| 高速イメージング | 切削領域とクーラントの濡れ挙動および相互作用の解析に使用 | 潤滑と冷却効果に関する洞察を提供し、最適化をサポートします。 |
オペレーターは新しい制御を学び、システムを安全に保たなければなりません。余分な部品や制御があるため、修理やメンテナンスが難しくなります。何かが壊れた場合、通常のクーラントシステムよりも修理に時間がかかることがあります。
⚠️ ヒント 極低温システムに切り替える際には、余分なトレーニングやダウンタイムの可能性を考慮する必要があります。
材料の限界
すべての材料が極低温加工に適しているわけではありません。ナノサイズの粒子を持つアルミニウム合金のような一部の金属は、結果がまちまちです。例えば ナノサイズSiC粒子入りAl 8011 極低温加工後は、より硬く、より微細な結晶粒が得られます。しかし、表面は他の冷却方法よりも粗くなります。工具摩耗は、切削速度とクーラントの種類によっても変化します。カノーラ油は、ある速度では極低温冷却よりも工具摩耗を抑えることができます。
航空宇宙材料 Ti-6Al-4V もテストされています。研究によると、極低温冷却は工具寿命を2倍にし、材料除去率を向上させることができます。それでも、工具の摩耗が急速に進む場合があるため、このプロセスには慎重な管理が必要です。急速な加熱と冷却は、金属の構造を変化させ、より硬く、より脆くする可能性があります。
📌 注: 材料によって極低温冷却に対する反応は異なります。最適な設定を見つけ、望ましくない結果を避けるために、ショップは材料をテストする必要があります。
トレーニングの必要性
オペレーターには特別なトレーニングが必要 極低温加工システムを使用します。これらのシステムは、極低温の液体と高度な制御を使用します。作業者は、これらを安全に使用するための新しいスキルを学ばなければなりません。
多くの企業は、オペレーターにいくつかの知識を求めています。計器や制御装置の仕組みを理解している人材を求めています。オペレーターはガスプロセスについて知っている必要があります。また、電気や電子工学の基礎知識も必要です。これらの機械には多くの可動部品やセンサーがあるため、ハードウェアについて知っておくことも重要です。
🛠️ ヒント オペレーターは、さまざまな図面を読み、理解する練習をしてください。計器図、配管図、電気図、電子図などです。そうすることで、問題を素早く解決することができます。
ほとんどの仕事では、オペレーターは一人で作業する前にトレーニングを受けなければなりません。トレーニングでは、機械の使い方や液体窒素の扱い方を教えます。また、安全規則についても学びます。労働者は、適切な選択ができ、自分で仕事ができることを示さなければなりません。多くの企業は高卒かGEDを求めます。技術学位、大学の授業、軍事訓練を受けた人を好む企業もあります。職業見習い制度も、労働者がこれらの仕事に就く準備を整えるのに役立ちます。
オペレーターには数学とコンピュータのスキルが必要.コンピュータを使って機械を制御し、データをチェックします。数学は部品の測定や工程の設定に役立ちます。トレーニングでは、これらのツールを使って練習することがよくあります。
勤務時間には夜間、週末、休日も含まれます。オペレーターは、さまざまな時間帯に働けるようにしておかなければなりません。頼りになり、適応できることが重要です。夜勤を "フクロウシフト "と呼ぶ会社もあります。労働者はこれらのシフトに入る前にすべてのトレーニングを終了する必要があります。
📚 注: オペレーターは常に新しいことを学ばなければなりません。最新の安全規則や機械のアップデートを知る必要があります。
トレーニングは最初のレッスンで終わりではありません。機械や工程が変わっても、オペレーターは学び続けなければなりません。彼らは毎日、厳しい安全規則と作業規則に従います。企業は、作業員が常に鋭敏でいられるように、より多くの授業や実習を行うことがあります。
通常のトレーニングプログラムには以下のようなものがあります:
- 極低温液体を取り扱う際の安全手順
- マシンの動かし方と直し方
- 技術図面の読み方
- プロセス制御のためのコンピュータおよび数学スキル
- 緊急時の対応
- 継続的な学習とスキルの更新
優れたトレーニングは労働者の安全を守り、機械の働きを助けます。労働者を訓練している企業は、事故が少なく、より良い結果を出しています。
安全性
オペレーター・プロトコル
オペレーターは、以下を使用する際に特別なリスクを伴います。 窒素、ヘリウム、アルゴン、二酸化炭素などの極低温ガス.これらのガスは空気中の酸素を低下させます。酸素が不足すると、窒息する恐れがあります。これらの液体の冷たさは皮膚を凍らせ、凍傷の原因となります。液体が気体に変化すると、急速に成長し、部屋中に充満します。その結果、前触れもなく酸素が押し出されることもあります。オペレーターは安全確保のため、厳格な安全ルールに従わなければなりません。
1.始動前または変更後は、必ず安全規則をお読みください。.2.安全眼鏡、顔面シールド、絶縁手袋、長袖、長ズボン、丈夫な靴などの PPE を着用してください。3.非常に冷たい液体用の容器とパイプのみを使用してください。4.極低温液体はゆっくりと移動させ、飛散を防ぐために胸より下に置いてください。5.空気がよく動く場所で作業するか、酸素モニターを使用して空気をチェックしてください。6.すべてのシステムに圧力開放弁があることを確認してください。7.液体窒素容器は絶対にきつく閉めないでください。8.皮膚や目の応急処置を含め、流出した場合や誰かが怪我をした場合の対処法を知っていること。
オペレーターには定期的なトレーニングが必要です。ガスの使用方法、機器の扱い方、緊急時対応策などを学ばなければなりません。企業は、オペレーターが安全講習に合格し、新しいスキルを学び続けることを望んでいます。
⚠️ ヒント 極低温流体を扱う前には、必ず漏れがないか確認し、適切な装備を着用してください。
機器の安全性
極低温作業に使用される機械は、その安全性を示すために多くのテストに合格しなければなりません。 シールと部品は寒冷地でテスト 強度と柔軟性が保たれているかどうかを確認します。化学試験では、シールが過酷な化学薬品に耐えられるかどうかをチェックします。圧力試験は、部品が圧力の変化に対応できるかどうかを確認します。
- 衝撃試験で素材が強い衝撃に耐えられるかチェック 壊れずに。
- クリープ試験は、材料が長時間押されたときに形状が変化するかどうかを調べるものです。
- 非破壊検査では、部品を壊すことなく、特殊なツールを使って隠れた亀裂や問題を見つけます。
- 極低温試験は、材料が極寒の地でも問題なく機能することを確認するものです。
すべての機械には圧力逃し弁とアラームが必要です。訓練を受けた作業員は、頻繁に機器をチェックし、修理しなければなりません。企業はOSHAやISOなどの団体の規則に従い、機械の安全性を確認します。
緊急対応
何か問題が発生した場合、迅速に行動することで命を救うことができます。オペレーターは、極低温流体の流出、漏洩、または誰かが極低温流体にさらされた場合の対処法を知っておく必要があります。この計画には
- 酸素が低下したり、漏れがある場合は、その場から離脱。
- 凍傷や目に入った場合の応急処置患部をゆっくり温め、医師の手当てを受けてください。
- 非常ボタンによる機械の停止
- 必要な場合は緊急サービスを呼び出します。
会社では、全員が何をすべきかわかるように訓練を行うべきです。応急手当や酸素モニターが入った緊急用キットは、見つけやすい場所に置くべきです。標識やアラームは、労働者に危険を知らせるのに役立ちます。
🚨 注: 迅速な行動と適切なトレーニングが、怪我を防ぎ、全員の安全を守ります。
実施方法
セットアップ手順
極低温CNC加工システムをセットアップするために、ショップはいくつかのステップを踏みます。まず、システムで動作するCNCマシンを選びます。作業スペースが準備され、安全でなければなりません。チームは、液体窒素供給装置を設置します。 200リットルガスボンベ 圧力キャップバルブ付き。真空断熱パイプを機械に取り付けます。フレキシブルホースは、クーラントをツールホルダーまで運ぶのに役立ちます。多くのツールホルダーには、クーラント用のノズルが組み込まれています。例えば、Kennametal DCLNL20X12 JETIホルダーには、切削インサートに向ける2つのノズルがあります。
オペレーターは、手袋、顔面シールド、エプロン、特殊な靴などの安全装備を使用しなければなりません。ショップでは、全員の安全を守るために、良好な気流と酸素モニターが必要です。トレーニングでは、液体窒素を安全に保管し、移動させる方法を教えます。チームはノズルに冷却水を流し、漏れがないかをチェックしてシステムをテストします。また、アラームや緊急停止手順の設定も行います。
🛠️ ヒント 店舗は定期的な点検を計画し、作業を開始する前にすべての作業員が訓練を受けるようにすべきです。
マシンの互換性
極低温CNC加工システムは、多くの種類の機械に適合します。テストによると、立形マシニングセンター、ターニングセンター、5軸加工機はすべて極低温冷却を使用できます。例えば、MAG極低温システムは、NBV 700 5X立形マシニングセンタ、VDM 1000ターニングセンタ、HERMLE 5軸加工機で使用できます。これらのシステムは、ロボットアームや油圧のない機械にも使用できます。
DMG MORI、OPS-INGERSOLL、HERMLEのような企業が、極低温セットアップで機械を試しました。その結果、工具が2倍長持ちし、送り速度が向上し、生産性が30%向上しました。これらのシステムは、航空宇宙用チタン、インコネル、硬化シャフト、風力タービン部品の切削に使用されています。多くの機械や材料が使用できるため、極低温加工は柔軟な選択肢です。
| マシンタイプ | モデル例 | アプリケーションエリア |
|---|---|---|
| 立形マシニングセンター | NBV 700 5X | 航空宇宙、医療 |
| ターニング・センター | VDM 1000 | 自動車、エネルギー |
| 5軸マシニングセンター | HERMLE C42U | 工具、航空宇宙 |
| ターン/ミルセンター | VDF 450 TM | 一般エンジニアリング |
移行と復帰
通常のCNC加工から極低温CNC加工に切り替える工場は、多くの場合、テストプロジェクトから始めます。のような研究所では ケンタッキー大学 は、極低温冷却が工具を長持ちさせ、表面を滑らかにすることを発見しました。例えば、ヤン氏と彼のチームは、極低温法を用いて股関節インプラントの強度を向上させました。Kumar氏とJawahir氏は、ハイブリッド複合材料の加工が容易であることを発見しました。
この変更には、機械への極低温部品の追加や作業員のトレーニングが含まれます。工場では、切削設定を変更したり、ノズルの場所を変えてみたりする必要があるかもしれません。元に戻したい場合は、極低温パーツを取り外し、古いクーラントラインを戻すことができます。
🔄 注: MXYは低温システムの追加や撤去をサポートし、作業員が簡単に変更できるようにトレーニングします。
アプリケーション

適切な素材
極低温CNC加工は、丈夫で耐熱性のある金属に最適です。AISI4340のような焼き入れ鋼や、チタンやインコネルのような合金に多くのショップが使用しています。これらの金属は、通常の方法では切削が困難です。すぐに熱くなり、工具がすぐに摩耗します。極低温冷却は切削部分を低温に保ちます。これにより、熱を制御し、工具の摩耗を遅らせることができます。
パウダーメタルもこの加工が適しています。冷やすことで、切削中の構造を強く保つことができます。工具鋼は硬くて丈夫でなければなりません。極低温処理後は、耐摩耗性が向上します。この方法はまた、多くの合金をより強くします。ハードな作業でも長持ちします。
ヒント お店は完全生産の前に各素材をテストする必要があります。金属によっては、非常に冷えたときに異なる働きをするものもあります。
業界別使用例
多くの産業で、強靭で精密な部品の加工に極低温CNC加工が使用されています。このプロセスは、丈夫な素材と正確なサイズを必要とする企業に適しています。主な産業は以下の通りです:
- 自動車
- 航空宇宙
- スペース
- ディフェンス
- 産業機械
- 発電
- エネルギー
- 半導体
- メディカル
- 金型
これらの産業では、応力や摩耗に対応する部品が必要です。極低温処理は金属をより丈夫にし、耐久性を高めます。例えば、航空宇宙会社はチタン製航空機部品の製造に使用します。医療機器メーカーは、インプラント用のステンレス鋼の成形に使用します。発電所では、特殊合金からタービンブレードを作るために使用します。
極低温処理では、金属を極低温に置きます。 -190 °C ~ -230 °C.この処理は金属を硬くし、長持ちさせます。研究によると、AISI 4340のような鋼材は、この処理により強度が増します。多くの企業が、より優れた、より長持ちする部品を作るために極低温加工を使用しています。
ケーススタディ
実際の結果は、極低温加工がうまく機能することを示しています。ある研究では、エンジニアが高速度鋼工具を使用してA390合金に極低温冷却を使用しました。工具寿命は 1000%以上.このプロセスにより、切屑処理が容易になり、生産性が向上しました。これらの結果は、旋盤加工、フライス加工、研削加工、穴あけ加工で起こりました。
航空宇宙産業の工場では、チタンやインコネル部品の表面がより滑らかになり、サイズもタイトになりました。医療関連企業では、工具交換の回数が減り、手術器具の部品品質が向上しました。 MXY は、多くのショップのシステムのアップグレードを支援してきました。そのソリューションにより、ユーザーは硬い材料をより速く、より少ない工具損傷で切削することができます。
🏆 注: 現在、多くの産業で、高強度、高精度、長寿命が要求される部品に極低温加工が使用されています。
極低温CNC加工は、液体窒素またはCO2で切削領域を冷却します。これは工具を長持ちさせ、特に硬い金属の表面を滑らかにします。多くのテストでは、油性クーラントよりも効果があることが示されています。この方法を使うことで、無駄が減り、より安全な作業エリアが確保できます。しかし、コストがかかり、セットアップも大変です。すべての材料が同じように反応するわけではありません。ショップはMXYに助けを求めたり、テクニカルガイドで詳細を確認することができます。
- 切削エリアが冷えるので、工具が長持ちします。
- 表面は、非常に滑らかで、以下のようなものまであります。 0.712.
- 切断力が高くなることもあります。
- 科学者たちはフライス加工とドリル加工をもっと研究する必要があります。
よくあるご質問
極低温CNC加工の主な利点は何ですか?
極低温CNC加工 は工具をより低温に保ちます。これにより、工具が長持ちし、部品が滑らかになります。工場では、硬い金属をより速く切削することができ、新しい工具を購入する費用も抑えられます。
液体窒素は機械加工に使用しても安全ですか?
液体窒素は、作業者がすべての安全手順に従えば安全です。作業者は手袋、顔面シールド、特殊な衣服を着用しなければなりません。優れた訓練と適切な装備は、事故防止に役立ちます。
どんなCNC機械でも極低温冷却を使用できますか?
すべてのCNCマシンが極低温冷却を使用できるわけではありません。機械によっては、最初に追加部品やアップグレードが必要です。お店は始める前に機械メーカーまたは極低温専門家に聞いてください。
極低温加工が最も有効な材料は?
チタン、インコネル、焼き入れ鋼のような硬い金属が最も役に立ちます。これらの金属はすぐに熱くなり、工具をすぐに摩耗させます。極低温冷却はこれらの金属を低温に保ち、切削を助けます。
極低温加工は従来の方法よりもコストがかかりますか?
極低温加工は、加工開始時にコストがかかります。特殊なギアと液体窒素を購入する必要があります。時間が経てば、工具寿命が長くなり、廃棄物も少なくなるため、高いコストとのバランスを取ることができます。
極低温加工は環境にどのように役立ちますか?
極低温加工では油性クーラントを使用しません。つまり、化学廃棄物が少なく、悪いガスも発生しません。この方法を採用している工場は、空気、水、土壌をよりクリーンに保つことができます。
極低温CNC加工にはどのようなトレーニングが必要ですか?
オペレーターには特別なトレーニングが必要です。液体窒素の取り扱い、安全装備の使用、機械の操作などを学びます。定期的な練習と安全講習により、全員が準備を整えることができます。
ショップは通常のクーラントシステムに戻すことができますか?
必要であれば、ショップは元に戻すことができます。クライオジェニック・パーツを取り外して、古いクーラント・ラインを戻すのです。ショップによっては、両方の方法を試してみて、どちらが一番うまくいくか確認するところもあります。