コンテンツへスキップ
コンテンツへスキップ 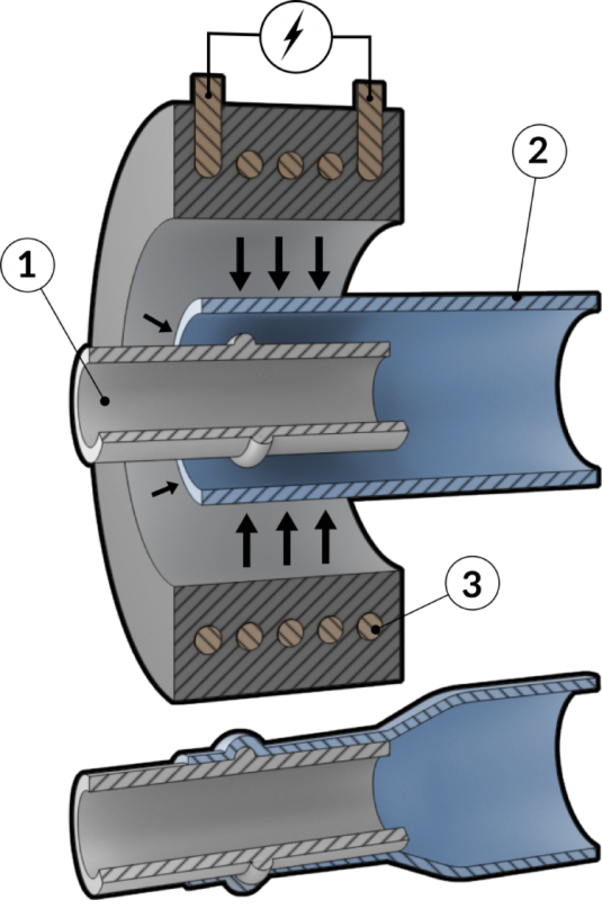
異種材料を接合する最先端の方法である磁気パルス溶接(MPW)の原理と利点をご覧ください。MPWの装置、プロセス・パラメーター、自動車、エレクトロニクスなどのアプリケーションについてご紹介します。
磁気パルス溶接の探求:異種材料の高速接合
この記事は、異種材料の接合における磁気パルス溶接(MPW)の意義を概説する「はじめに」で始まります。続いて、磁気パルス溶接プロセスのセクションでは、MPWの背後にある原理、使用される装置、MPWに影響を与える主要なプロセス・パラメータについて詳しく説明します。 摩擦攪拌接合そして、従来の方法と比較した場合の利点について説明します。次のセクション「MPWによる異種材料の接合」では、類似溶接と異種溶接の違いを説明し、さまざまな材料の組み合わせに関する研究を紹介し、その結果得られる界面の構造と特性を検証します。
MPWの特性評価とモデリング」では、MPWプロセスをより深く理解するための微細構造評価技術、電気的・機械的試験方法、数値モデリングアプローチに焦点を移します。MPWの応用」では、MPWの以下の用途に焦点を当てています。 自動車 部品、管状構造物の接合、その他の最新のアプリケーション。
磁気パルス溶接(MPW)は、異種材料の接合に卓越した威力を発揮する強力な溶接プロセスです。MPWは、高速電磁力を利用することにより、接合界面での極端な塑性変形を通じて、接合材間の冶金的接合を実現します。このプロセスでは強度入力が重要でないため、熱による欠陥、例えば金属間化合物の形成は一般的に発生しません。
にもかかわらず、1960年代から知られ ているにもかかわらず、MPWの現代的な採用は中 々の低水準にとどまっています。これは、プロセス・パラメーターと溶接部形成の関 係が理解されていないためです。顕微鏡検査、機械的試験、シミュレーションなどの特性評価技術により、重要な知見が得られています。しかし、電磁気的、熱機械的、および材料 特性の間の複雑な相互作用が、MPW試験の合理 化を困難にしています。
この記事は、幅広いライティング監査を通してMPWの応用を追加することを意味します。まず、MPWの原理と装置の概要を説明します。次に、プロセス・パラメーターの影響と、結果として得られる界面の特性評価に関する重要な発見について述べます。最後に、MPW応用のレビューとして、開かれた扉と残された困難を紹介します。異種材料の高速接合においてMPWの可能性を高めるには、MPWの論理的理解を促進することが不可欠です。
磁気パルス溶接プロセス
このセクションでは、磁気パルス溶接の原理、装置、プロセス・パラメーター、他の溶接方法と比較した利点など、磁気パルス溶接プロセスの概要を説明します。 電子ビーム溶接 プロセス
磁気パルス溶接の原理
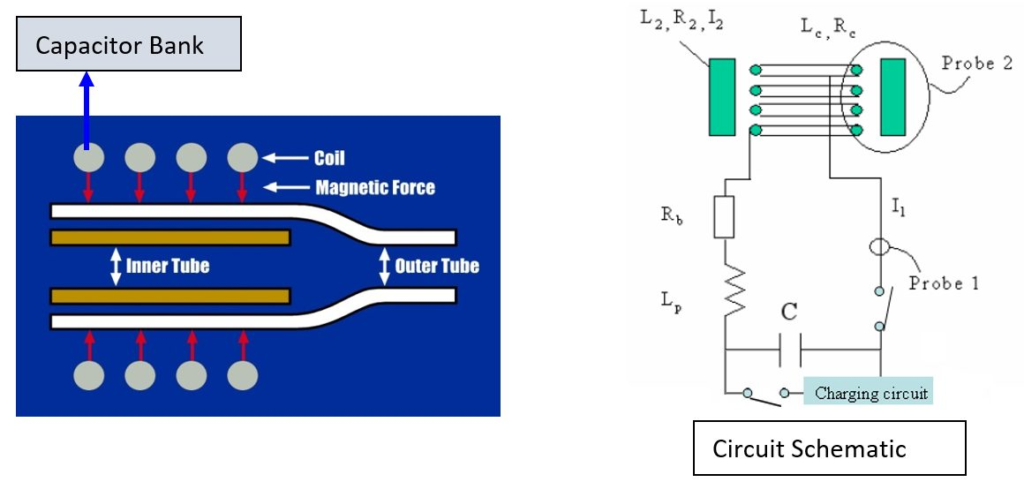
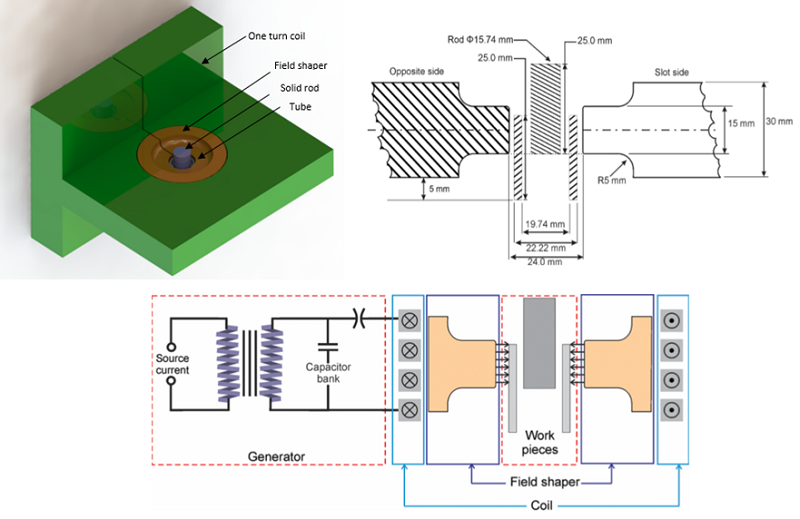
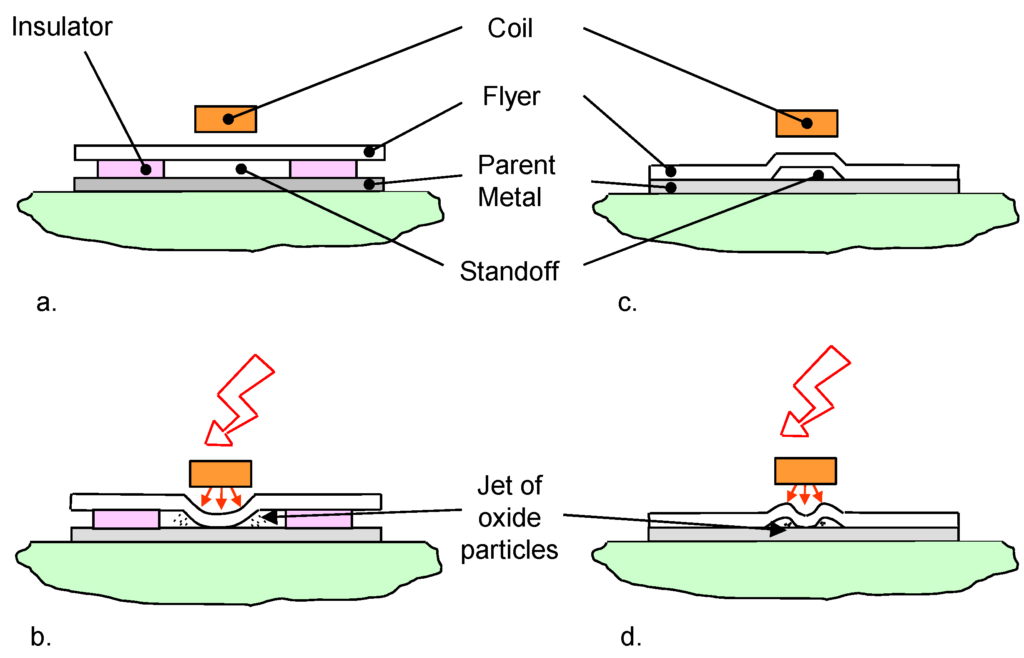
磁気パルス溶接は、電磁力を利用して材料を高速で衝突させて接合します。コンデンサバンクによってループが充電され、磁場が発生します。これにより、近くにある導電性の被加工物に渦流が発生し、二次磁場が形成されます。連結磁場はワークピースにローレンツ力を加え、ループから離れる方向にスピードアップします。別のワークピースと衝突すると、深刻な塑性変形と機械的インターロックにより、マイクロ秒以内に冶金的結合が実現します。
磁気パルス溶接装置
通常のMPW装置には、電源、高電力を蓄えるコンデンサバンク、作業用カール、電磁パルス発生器が組み込まれています。コンデンサバンクは、パルス電流を作り、カールを通して放出します。これにより、フライヤー加工物のような隣接する導電性材料に渦流が発生します。カールは、様々なアプリケーションに適したソレノイド、プレートまたはマルチターンプランのような異なる形状を持つことができます。追加のフィールドシェイパーは、磁気運動を調整するために今も昔も使用されています。
プロセスパラメータへの影響
MPWに影響を与える主なフレキシブルパラメータは、コンデンサの充電電圧とエネルギー、カール計算、解放電流の再発、ワークピース間の穴、フライヤーワークピースの寸法と導電率です。より高い充電電圧とエネルギーは、より顕著な活性エネルギーを与え、より低い回帰は、渦電流形成をさらに発展させます。穴が小さいほど影響速度が増加します。
磁気パルス溶接の利点
MPWは、室温で実施される強力な状態プロセスであるため、強度の影響を受けるゾーンのような問題を回避し、融合による溶接が困難な異種材料の接合を可能にします。フィラーメタルや防御エアが不要なため、資産効果がさらに向上し、排出物も少なくなります。MPWは、機械化された迅速な生産にも適しています。
MPWによる異種材料の接合
MPWによる類似溶接と異種溶接
MPWは強い状態で作業できるため、異種材料の接合に適しています。溶融溶接では、様々な軟化点を持つ材料を接合する際に、強度の入力によって液化点の低い材料が先に溶解してしまうという問題が発生します。その結果、凝固破壊や接合部の脆弱な金属間化合物形成などの問題が発生します。これに対し、MPWでは材料強度を入力しないため、このような問題を回避することができます。
異種材料の組み合わせに関する研究
MPWを使ったさまざまな異種材料の組み合わせが研究されています。銀は銅に、アルミは鉄、マグネシウム、ニッケルに溶接されました。銅と鋼の異種接合も同様に行われています。MPWは、急激な衝突の際に界面で深刻な塑性変形を起こすことで、異種金属フレームワーク間の金属学的接合を実現します。
インターフェースの構造と特性
MPWed界面は、ケルビン・ヘルムホルツ波のような界面非定常性の影響を受けるため、原則として波状の形態をとります。基本的にユニークな液化焦点の材料を接合する一方で、衝突中に界面での限定的な溶解が金属間化合物の形成を誘発する可能性があります。Cu-AlやAl-Mgのような金属間化合物が界面で見られます。接合部を補強する一方で、法外に脆い金属間化合物は特性を損ないます。
MPWの特性評価とモデリング
このセクションでは、MPW接合部を微細構造的に記述し、機械的・電気的特性を評価するための主要な手順について述べました。また、溶接中の電磁結合と界面の進化を模倣するために、さまざまな技術を適用した過去のモデリング作業についてもまとめました。次のセクションでは、MPWを利用した最新のアプリケーションを調査します。
微細構造解析
MPW継手の界面を理解するためには、微細構造の調査が不可欠です。その方法には、光学顕微鏡、SEM、TEM、3D Xビーム顕微鏡があります。SEM/TEMとEDS/EPMAを組み合わせることで、界面の組成を正確に分解し、以下の項目を特定できます。 金属間 ステージ。界面を横断する小型硬度試験により、強度のばらつきを評価。
電気・機械試験
接合部の電気抵抗率は、4テスト法またはケルビン法を用いて推定し、接合部の品質を評価します。重ね剪断または突き合わせ例の剛性を機械的に評価。溶接部全体の硬度プロファイルから、ひずみの変動を推定します。X線撮影のような非破壊的な方法は、接合部の計算と不十分さを調べます。
MPWプロセスの数値モデリング
プロセスモデルの作成が理解を助けます。マクスウェル方程式を利用した電磁気学的検討と、材料構成モデルを利用した強 力学的検討を連成。ラグランジュ型、ラガー型、SPH型、オイラー型の戦略で界面進化を模倣します。暖かい連成モデルによる温度場の予測プロセス境界の意識評価塑性変形、ストリーミング、ボイド形成のような界面特異性の模倣
MPWの用途
オートアプリケーション
MPWは軽量な接合に力を与えます アルミニウム/自動車では、マグネシウム製部品が鉄製部品に。ジョイントには、ドライブシャフト、コントロールナックル、セクション、ロッジングが含まれます。ボディ部品は軽量化のために溶接されます。MPWは、スチール/アルミニウム/マグネシウムを含む特注スペースの接合も行います。
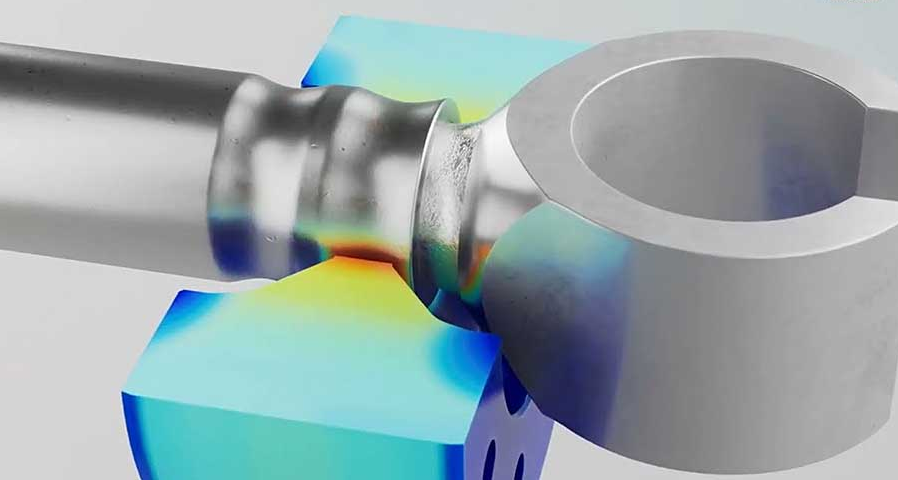
管状構造物の接合
MPWは、排気フレームワーク、冷却、および強度交換器における基本的な管状集合体を作成します。複雑な曲げ加工や予測不可能な円筒計算が可能です。MPWは、細長い壁で覆われた臨床機器や運動機器に使用されています。
その他の用途
MPWを使用する近代的な分野には、次のようなヒートシンクがあります。 エレクトロニクス電池接続、太陽光発電、マイクロエレクトロニクス、センサー、MEMS。具体的な用途としては、金属格子複合材料や見直し超合金の接合などがあります。MPWは、電磁カールや原子・航空部品も製造しています。
結論
磁気パルス溶接は、従来の溶融溶接プロセスよりも多くの利点を提供する有望な強状態溶接戦略です。急速な電磁力を利用することで、MPWは熱を与えることなく、界面での極端な塑性変形によって異種材料を接合することができます。その結果、MPWは、異種金属の溶融溶接をしばしば悩ませる強度衝撃ゾーンや脆弱な金属間形成などの問題を回避することができます。
いずれにせよ、MPWは1960年代から存在し ていますが、プロセスが複雑であるため、近代的な採 用は制限されています。顕微鏡検査、試験、シミュレーショ ンを通じて、パラメータと溶接部形成の間の関 係を理解することは、重要な検討課題となって います。ところで、電磁気-熱機械カップリングは、MPWの実施試験を完全に合理化します。さまざまな材質の組み合わせや用途に対応した、心強いプロセス・ウィンドウを構築するために、今後も継続的な取り組みが期待されています。
この監査では、MPWの原理、装置構成、パラメータと界面の特性評価に関する重要な発見の概要を説明しました。アプリケーションのレビューでは、自動車やエレクトロニクスのようなベンチャー分野での可能性が示されています。しかし、ビジネスでの使用は依然として専門的であり、継続的な論理的検討により、異種材料の高速接合におけるMPWの有用性をより容易に高めることができます。さらなる展開として、MPWは、マルチマテリアルの軽量集成による最先端計画で機能する強力な保証を示しています。
よくあるご質問
Q: 磁気パルス溶接とは何ですか?
A:磁気パルス溶接は、電磁力を利用して、衝突界面で塑性変形させながら材料を高速で接合する強状態溶接です。
Q: 磁気パルス溶接の仕組みは?
A: MPWでは、高反復電流がカールを通過して磁場を発生させます。これにより、隣接する導電性材料に旋回流が発生し、反発力が生じて一方の材料が他方の材料と急速に衝突します。この効果により、冶金的な結合が生まれます。
Q: 磁気パルス溶接の利点は何ですか?
A: 強力な状態でのプロセス、重要でない強度入力、異種金属の溶接能力、金属間化合物のようなごくわずかな欠陥、機械化された高速生産の可能性などの利点があります。さらに、溶加材や保護ガスを使用しません。
Q: 磁気パルス溶接で接合できる材料は何ですか?
A: MPWは、アルミニウム/銅、アルミニウム/鋼、そして銅の限界からジルコニウムベースの金属ガラスまで、類似・非類似の組み合わせで多くの異なるシステムの溶接を実証してきました。ある用途では、軽量金属と従来の金属との接合において、このプロセスは特に価値があります。
Q: 磁気パルス溶接にはどのような用途がありますか?
A: 自動車部品、電子機器、バッテリー製造、航空部品、原子力用途、工具など、さまざまな用途があります。絶え間ない探求により、その現代的な利用法はさらに広がっています。