 コンテンツへスキップ
コンテンツへスキップ 
この記事では、PEEKやナイロンなどの適切な材料を選択し、インフィル密度、方向、シェルの厚さ、アニールなどの後処理を含むプリント設定の最適化技術を探求することによって、高強度特性を持つ3Dプリントパーツを作成する方法について説明します。また、機能的なプロトタイプ、最終用途のコンポーネント、機械的補助のために強力な3Dプリントを利用するアプリケーションについても説明します。
3Dプリント部品:2024年、より強く高精度なプリントに最適なフィラメントが登場

この表に示されているような技術的なトレンドがあれば 3Dプリンティング は現在、機能部品の最終用途、工具、器具、構造的・機械的負荷に直面する可能性のある構造物の製造に適用され始めています。しかし、構造要素の機械的特性の要求を満たすためには、「部品を印刷する」というパラダイムだけでは十分ではありません。実用的な最大強度を達成するためには、材料の選択、プリンターの設定、および後処理が最適でなければなりません。
この記事では、機能的用途に適した3Dプリント部品に関わる様々な側面を探ります。まず、ナイロン、ポリカーボネート、PEEKなどの高性能オプションなど、機械的特性のために一般的に使用される材料について見ていきます。これらの材料の潜在的な強度を効果的に活用する方法を理解することが重要です。
その上で 3Dプリンター インフィルパターン、パーツの向き、シェルの厚さなどの設定は、プリントパーツの強度に影響します。これらのパラメーターを最適化することは、材料の真の能力を実現する上で大きな役割を果たします。また、強度をさらに向上させるための後処理技術についても説明します。
最後に、高い機械的完全性を持つ3Dプリント部品を効果的に利用する実世界のアプリケーションを紹介します。この記事は、プロトタイピング、ツーリング、および生産アプリケーション用の耐久性のある部品をプリントするための徹底的なガイダンスを提供することを目的としています。
材料強度の定義
引張強度
引張強さとは、材料が引き伸ばされ、くびれや破断点まで引っ張られる過程で受けることのできる引張応力の尺度です。材料が破断するとき、あるいは破断点まで引っ張られたときに耐えられる最大応力と定義されることもあります。パスカルまたはpsiと略される1平方インチ当たりのポンド力と呼ばれる単位で表されます。材料の引張強さは、潜在的な引張応力、つまり引張強さの可能性を持つ材料と見なされます。
伸び
伸びとは、引張応力がかかった際に、材料が破断するまでに到達する伸びのことです。通常、破断前の材料の元の長さまたは幅に対する変化率で示されます。材料の伸びが高ければ高いほど、材料が実際に破断する前にさらに伸ばすことができます。伸びと同様、材料の延性や展性を評価するのに不可欠な値です。
耐衝撃性
3Dプリント部品の材料が荷重による破損や亀裂に耐える能力を耐衝撃性と呼びます。与えられた材料の耐衝撃性を評価するための2つの一般的な試験は、アイゾット衝撃試験またはシャルピー衝撃試験です。この試験では、切り欠きを入れたサンプルを、重りを付けた振り子で一振りまたは一撃します。破壊エネルギーに使用される吸収衝撃エネルギーが決定されます。つまり、衝撃強度や吸収エネルギーが高い材料は、破壊することなく急激な衝撃荷重に対抗することができます。
耐薬品性
耐薬品性 ナイジェリアでは、化学薬品、酸、アルカリ、塩、溶剤に接触したときに、素材(この場合はコーティング生地)が変化しないか、あるいは劣化する場合はどのように劣化するかを扱います。素材は、浸漬試験などで化学溶液にさらされたときの性能によってランク付けされます。単に溶けてなくなる場合もありますし、薬品に触れると一部が膨れたり、弱くなったりする場合もあります。耐薬品性材料は、薬品と接触してもその特性を維持し、外観や構造を劣化させません。
耐紫外線性
耐紫外線性とは、主に太陽からの紫外線による素材の破壊に耐えられるかどうかを示す指標です。屋外の環境にさらされるすべての素材の中で、 プラスチック3Dプリンティング やポリマーは紫外線に曝されると容易に劣化します。紫外線劣化は通常、化学結合を切断する光化学反応によって引き起こされ、光源の方向に垂直な線に沿って変色、応力割れ、応力腐食を生じます。UVに対する耐性が高い材料は、太陽光やUVランプに曝される条件下での使用において、耐用年数が長くなります。
耐熱温度
耐熱性は、高温および低温の環境下で機械的および物理的特性を維持する材料の能力を扱います。ほとんどの材料は、使用温度範囲外では軟化または硬化します。高温用途向けの材料は、高温でも強度やその他の特性を維持します。一方、低温耐性のある材料は、氷点下でも延性と耐衝撃性を維持します。
熱偏向温度
熱変形温度(HDT)または熱変形温度とは、ポリマーまたはプラスチック試料が特定の荷重下でその形状を保持できなくなる温度を意味します。この荷重は通常4.45kPaまたは0.125MPaで標準化されています。HDTは熱可塑性プラスチックの耐熱性の尺度として使用されます。HDTの値が示す結晶化度がプラスチック材料の耐熱性に影響するからです。高温プラスチックは、高温で変形、収縮、膨潤などの化学変化を起こさず、機械的な破壊を起こしません。
一般的に使用される3Dプリント材料

ポリカーボネート(PC)
ポリカーボネートは熱可塑性プラスチックで、ABSのような他の3Dプリント部品材料よりも高い衝撃強度と寸法安定性、耐熱性を提供します。ポリグリコールのガラス転移温度は約147℃です。 PC の部品は透明度が高く、絶対的に透明な非常に透明な部品です。しかし、PCは約250~300℃の高い印刷温度を必要とするため、ABSよりも印刷が困難です。透明で耐久性のある筐体、医療機器、プロトタイプの製造に使用できます。PCはアルコール、酸、アルカリに対して非常に優れた耐薬品性を持っています。
アクリロニトリル・ブタジエン・スチレン(ABS)
ABS の中で最も一般的な熱可塑性プラスチックの一つです。 3Dプリント金型 その安価な価格と家庭用3Dプリント部品との互換性により。強度、剛性、靭性、耐久性のバランスが良く、最も好まれる材料です。ABS素材は衝撃や熱に対してかなり優れた耐性があり、HDTは約95℃です。ABSコンポーネントは、機能的なJLプロトタイプや電子機器の筐体などに使用されています。しかし、ABSは印刷すると有害な揮発性ガスを発生するため、エンクロージャー内で印刷する必要があります。この材料は メディカル そして 航空宇宙 産業。
ポリ乳酸(PLA)
PLA は、コーンスターチ、キャッサバの根、サトウキビなど、再生可能な植物由来の原料から得られる、環境に優しい熱可塑性プラスチックです。
.3Dプリントされた部品は、健康への悪影響がなく、環境に優しいABSの代替品となります。PLAは熱安定性が比較的低く、Tgは50~60℃です。とはいえ、反りが少なく、筐体を必要とせず、非常に簡単にプリントできます。PLAは剛性が高く、化学的耐性があり、アニール処理とその後の塗装が可能です。多くの場合、モデル、非構造部品、プロトタイプの作成に適用されます。ただし、PLAを使用するデメリットとして、湿気に触れると膨張する傾向があるため、反りが生じます。
ナイロン
ナイロンまたはポリアミドは熱可塑性プラスチックの一種で、優れた強度と剛性、適度な耐熱性を示します。それぞれ215°Cと178°Cで溶融します。 ナイロン6 とナイロン12。この素材は、80~100℃の温度変化に連続して耐えることができます。ナイロンの3Dプリント部品は耐摩耗性が高いため、強度が高く、機能部品を作るのに便利です。また、ナイロンは、エンクロージャーや加熱された造形プラットフォームを使用する必要があるため、ABSやPLAのようにプリントするのは困難です。ナイロンは、耐久性が求められるギア、プーリー、ケーシング、機械部品の造形によく利用されます。
PEEKおよび炭素繊維フィラメント
PEEK(ポリエーテルエーテルケトン)は、航空宇宙、自動車、電気通信産業で使用される高性能エンジニアリング熱可塑性プラスチックです。融点が約343℃で熱安定性が高く、機械的特性、化学的不活性、生体適合性に優れています。約40%の高強度と80%の高剛性は、炭素繊維で強化されているためです。 覗き見.しかし、これらの材料は3Dプリント部品の温度を380℃まで上昇させるものもあります。そのため、医療用インプラント、航空宇宙部品、その他の高強度部品の製造に適しています。
3Dプリント部品へのABSの応用は数多くありますが、高い材料と 3Dプリンタのコスト は、他の3Dプリンティング材料に比べ、あまり普及していません。要約すると、材料の選択は、用途に必要な特定の機械的、熱的、化学的特性によって決まります。PLA、ABS、ナイロンは、コスト、使いやすさ、耐久性のバランスが取れていますが、PC、PEEK、カーボンファイバーは、より特殊な高性能アプリケーションに対応しています。また、耐熱性、コスト、印刷適性、環境への影響に関する制限も考慮する必要があります。
高性能ナイロンのご紹介:PA11とPA12

ピーエーじゅうに
ピーエーじゅうにナイロン12は、エンジニアリング熱可塑性プラスチックに属する高性能ポリアミドで、PA11に比べて低温衝撃強度が向上しています。ガラス転移温度は-45℃、融点は178℃前後で、0℃以下での連続使用に最適です。PA12は非常に低い吸湿性、自己潤滑性、耐摩耗性を特徴としており、広い温度範囲で高い剛性と低い熱膨張係数を必要とする自動車、航空宇宙、様々な消費者向け製品に適しています。
HP PA11 vs PA12
HP PA11 と HP PA12 の機械的特性はどちらも素晴らしく、HP PA12 は HP PA11 に比べて低温での柔軟性と衝撃強度が優れています。対照的に、PA11は耐薬品性に優れ、熱変形温度はPPAよりわずかに高い。機械加工性に関しては、PA11 は PA12 よりもわずかに優れています。全体的に、PA11は氷点下から高温まで幅広い温度範囲での耐久性が要求される用途に適しています。PA12は、特に0℃以下での柔軟性と耐衝撃性が要求される用途に最適化されています。そのため、寒冷地ではPA12が好まれ、その他の用途ではPA11が同等の性能を発揮します。どちらの素材も、ポリアミドの使用限界を大きく広げます。
強度のための印刷設定の最適化
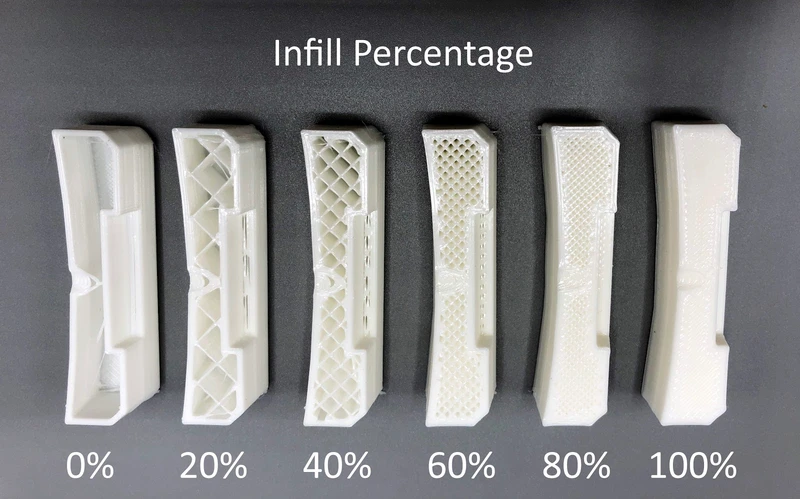
インフィルのタイプと密度
インフィルとは 金属3Dプリンティング.一般的なインフィルパターンには、ライン、グリッド、トライアングル、ハニカムなどがあります。60-100%のような充填率の高い高密度インフィルは、20%以下のまばらなインフィルに比べ、より強度の高いパーツになります。しかし、高密度のインフィルは3Dプリントパーツの時間を増加させ、より多くの材料を使用します。ハニカムパターンやトライアングルパターンは、強度と材料使用量のバランスが取れています。インフィルの適切な選択は、パーツの荷重と強度要件に依存します。
部品オリエンテーション
3Dプリントされた部品の向きは、その強度特性に大きな影響を与えます。引張荷重や曲げ荷重を受けるパーツの場合、レイヤーを力に対して平行に配置すると強度が最大になります。パーツを垂直に配置すると、平らな配置に比べて強度が低下します。応力集中も重要な位置で考慮する必要があります。部品の形状や材質によっては、オーバーハング部に支持構造が必要になる場合があります。
シェル厚さ
シェルとは、部品の外壁のことです。シェルを厚くすることで、部品の剛性、寸法精度、強度が向上します。基本的な部品には、最低2つの外周またはシェルが推奨されます。高荷重の部品には、ノズルの厚さの少なくとも1.2~1.5倍の厚さのシェルが必要です。ノズル幅60-80%以下の非常に薄いシェルは、亀裂や損傷を起こしやすくなります。最適なシェルの厚さは、最大強度の試験を通して確立することができます。
要約すると、インフィルの割合を調整し、力に沿って部品を適切に配置し、シェルの厚さを調整することで、意図された荷重や用途に応じて3Dプリント部品の強度を最大限に高めることができます。セーフティクリティカルな用途では、プロトタイプテストを通じて最適化された設定を検証するのがよい方法です。
強さのための後処理
アニーリング
アニーリングは、ABS、PLA、ナイロンなどの熱可塑性材料で作られた3Dプリント部品の強度と耐衝撃性を高めるために使用される一般的な後処理技術です。
3Dプリント部品では、急速な加熱と冷却のサイクルにより、プリント層や部品内に残留応力が生じます。アニーリングは、プリントされたパーツをガラス転移点直下の温度までゆっくりと加熱することで、これらの内部応力を緩和します。
例えば、ABS部品は80~100℃でアニールされ、PLAは55~65℃でアニールされます。部品はこの温度で1~2時間保持された後、アニールチャンバーまたはオーブンでゆっくりと冷却されます。
ゆっくりとした加熱と冷却によりポリマー鎖を弛緩させることで、アニーリングは残留応力を低減し、3Dプリント部品内の応力緩和を実現します。この結果、15-30%は、層の密着性が向上し、靭性と衝撃強度が向上します。
また、残留応力が低いため、部品に荷重がかかった際に早期に亀裂が進展するのを防ぐことができます。アニール処理された部品は、より高い耐曲げ性と耐衝撃性を示し、荷重を受ける用途に適しています。
アニーリングは、3Dプリントパーツの寸法を変えることなく機械的信頼性を高めるシンプルなポストプリントプロセスです。アニーリングにより、パーツはプリント材料の理論上の強度特性をほぼ最大にすることができます。
強力な3Dプリントの用途

機能プロトタイプ
3Dプリンティングは、機能的なパーツやプロトタイプのラピッドプロトタイピングを可能にします。3Dプリントパーツの設定を強度に最適化することで、最終的なプロトタイプを作成し、フィット感、形状、限定的な機能テストを経てから生産することができます。例としては、プリントされた筐体、ヒンジ、ギア、メカニカルアセンブリなどがあります。最適化により、プロトタイプは、最終使用条件と同様の力、衝撃、繰り返しのサイクルに耐えることができます。
最終用途部品
高強度3Dプリント部品は、少量の最終部品やカスタマイズされた部品をプリントする機能を拡張します。義肢、産業機器、医療用インプラント、ウェアラブル技術などの分野では、カスタマイズされた強度の高い3Dプリント部品が役立ちます。治具、固定具、筐体、その他の機械部品を最大強度でプリントすることで、単一部品の生産とオンデマンドの交換が可能になります。
製造補助
3Dプリントされた部品型、パターン、治具、冶具は、生産工程のスピードアップに役立ちます。耐久性のある3Dプリント鋳造用金型は、少量の金属鋳造を容易にします。強力な組立治具は、位置決め精度を向上させます。メンテナンスツール、品質検査補助具、組立ラインの追加部品は、最適化により強度が向上します。高強度プリントは、製造補助具が長期間にわたる反復使用の要求を満たすことを保証します。
結論として、プリント設定を最適化することで、3Dプリントの用途がモデルから機能的な最終使用部品、プロトタイプ、製造補助まで広がります。最大限の強度は、実現可能性、信頼性、コスト削減につながります。
PA11とPA12を使用したケーススタディ
GoProtoとRopes Edge:生命を支えるロープを保護するPA12
GoProtoは、PEEKシースに代わり、PA12を使用した生命維持用クライミングロープの低摩擦シースを試作しました。PA12シースは、落下時や山岳救助時の動的荷重や氷点下の温度に耐えます。Ropes Edgeのテストでは、PA12シースは摩耗の激しい条件下でPEEKよりも10倍長持ちし、クライマーを保護することが示されました。
ダストラム、PA12で強力なタイル除去ツールを製造
DustRamは超硬チップのタイル除去工具を製造しています。ナイロン12の剛性、自己潤滑性、耐薬品性により、工具は損傷や摩耗することなく、タイルを削る力に耐えることができます。PA12は吸湿性が低いため、金属部品の錆を防ぎます。PA12は、DustRamが長年の業務使用に耐える、耐久性があり錆びにくい工具を製造するのに役立っています。
Bowman、PA11でベアリング性能を向上
Bowmanは高精度のベアリング、シール、Oリングを製造しています。PA11は、-50℃から135℃までの広い温度範囲で、様々な条件下でベアリングシールの性能を向上させました。PA11シールは振動や圧力に耐えることができ、ストレスクラックやオイルの浸透もありません。PA11はベアリングの信頼性を向上させ、オフショアリグや採掘装置などの過酷な環境への用途を拡大しました。
要約すると、PA11とPA12は、安全性が重視される用途、過酷な作業条件、幅広い温度範囲に対応する材料ソリューションを提供します。PA11とPA12の高性能特性により、耐久性の高い部品や工具の製造が可能になります。 機械的安定性.
HP Jet Fusionプリンタと材料
HPのマテリアルポートフォリオ
HPは、産業用Jet Fusion 3Dプリントパーツソリューションに最適化された様々な材料を提供しています。HP 3D High Reusability PA 12材料は、機能部品の耐久性、引張強度、弾性を提供します。HP 3D High Reusability PPは、耐薬品性を必要とする多様なアプリケーションの製造を可能にします。
エンジニアの方へ HPマルチジェットフュージョン 3D高再利用性CB PA 12素材は、PA 12の強度と靭性に炭素繊維強化が組み合わされています。HP 3D高再利用性ガラス繊維入りナイロンは、剛性、耐熱性、低膨張性を提供します。
HPは、3Dプリントパーツの可能性を広げるために、材料ベンダーとも提携しています。これにより、設計者はさまざまな業界固有のフォトポリマー、エラストマー、熱可塑性プラスチック、複合材料にアクセスできます。
ジェット・フュージョン・プリンターによる効果的な材料の組み合わせ
HP Jet Fusionプリンターは、1つのマルチエージェントプリンティングプロセスでマルチマテリアル3Dプリントを可能にします。これにより、特性の異なる材料を組み合わせてパーツを最適化することが容易になります。
例えば、柔軟な素材を硬い素材とブレンドすることで、伸縮性と剛性のバランスが取れたガスケットやシールを製造することができます。導電性プラスチックは、絶縁体とブレンドすることで電子部品に使用されます。
さらに、さまざまな密度を持つ材料は、音の伝達特性を制御するのに役立ちます。木材や炭素繊維フィラメントを使用した複合部品は、審美的、構造的な利点を得ることができます。
HP Jet Fusionを使用することで、異なる素材を一緒にプリントすることが可能になり、機能性が向上します。 プロトタイピングにおける3Dプリンティング 単一材料の3Dプリント部品と比較して、生産部品設計の可能性が広がります。これにより、業界全体にわたり、より複雑なアプリケーションを推進することができます。
結論
結論として、ポリカーボネート、ABS、ナイロン、およびPEEK、炭素繊維、半結晶性ナイロンなどの高性能オプションのようなさまざまな材料は、3Dプリント部品の用途に十分な強度を提供します。インフィル密度、荷重経路に沿った部品の向き、シェルの厚さなどのパラメータは、部品の設計と使用目的に基づいて最適化できます。アニールのような後処理技術は、応力を緩和し、強度を向上させるのに役立ちます。
適切なケーススタディは、PA11やPA12のような材料が、セーフティクリティカルな機器、広い温度耐性、耐久性のニーズをどのように満たすかを示しています。HP Jet Fusionのような高度なシステムでは、材料を組み合わせて複合材料や複数の特性を持つ部品を作ることができます。高強度材料の入手とプロセスの最適化により、3Dプリンティングは、プロトタイプ用途を超えた機能的な最終用途のコンポーネント、ツール、プロトタイプを製造できるようになりました。
よくあるご質問
Q: 自分の用途に合った材料を選ぶにはどうすればよいですか?
A: 要求される機械的特性、使用環境、部品の使用目的を考慮してください。耐熱性、耐薬品性、衝撃強度などの特性が材料の選択を決定します。
Q: 機能部品用の高強度材料として最も一般的なものは何ですか?
A: プロトタイピングの場合、ほとんどの機能部品は強度対コスト比が良いため、ABS、ナイロン、ポリカーボネートでプリントされます。工業用部品には、ガラス繊維入りナイロンや炭素繊維強化素材が一般的に使用されます。
Q:インフィルは強度にそれほど影響しますか?
A: はい、インフィルは部品の強度、特に荷重下での強度を決定する上で大きな役割を果たします。60-100%のような高密度のインフィルは、20%以下のまばらなパターンに比べ、かなり高い強度を提供します。
Q: 重要な耐荷重部品の強度を最適化するにはどうすればよいですか?
A: 100%インフィル、荷重に沿った方向性、シェル厚の増加など、最適な設定を試作試験で検証してください。強度を最大化するためにアニールなどの後処理を検討してください。





