コンテンツへスキップ
コンテンツへスキップ 
電子ビーム溶解(EBM)は、複雑な金属部品の製造に有望ですが、プロセス知識のギャップが採用を遅らせています。このガイドでは、粉末特性、熱モデリング、パラメータへの影響、および工業的な使用事例について説明することで、EBMを解明します。材料の特性、シミュレーション、製造の改良に関する理解を深めることが、この特殊なEBMを最適化する鍵です。 3Dプリンティング テクニック
電子ビーム溶解プロセスに重要な金属粉末の特性
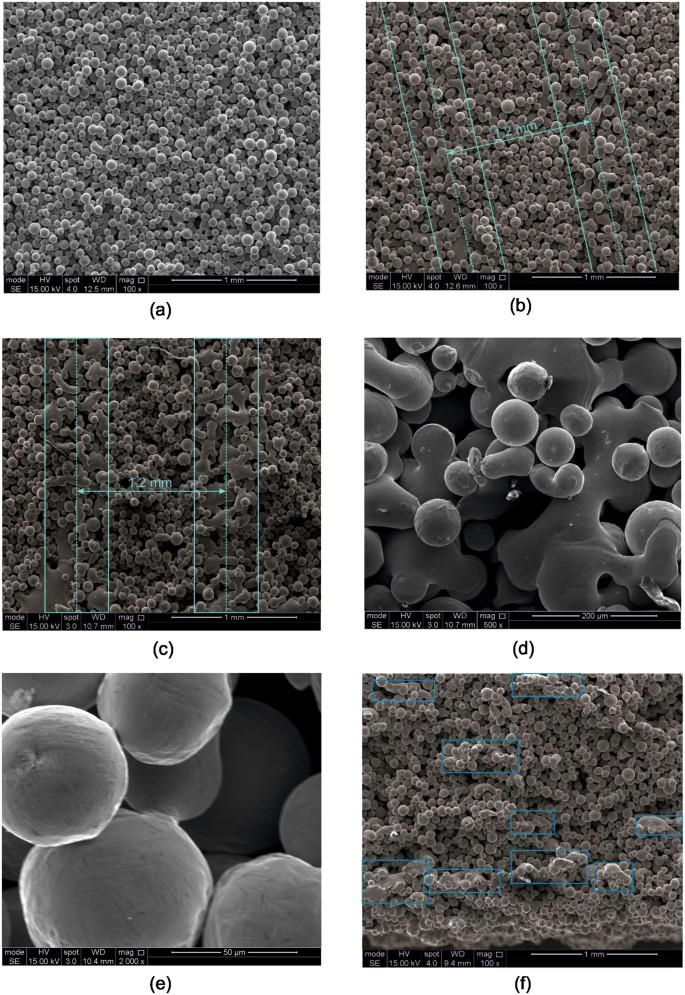
電子ビーム溶解では、原料のパウダーが重要な役割を果たします。溶融を開始する前に、パウダーは焼結させる予熱工程を受けます。この焼結プロセスによって粒子が結合し、粒子間にネックが形成されます。焼結の挙動を理解するために、研究者たちは顕微鏡を使って予熱されたTi-6Al-4V粉末を評価しました。走査型電子顕微鏡では、直径1~10マイクロメートルの粒子間にネックが形成されていることがわかりました。さらに分析を進めると、粉末はα相とβ相の両方を含むバスケット織りの微細構造をしており、固体合金の微細構造に似ていることがわかりました。
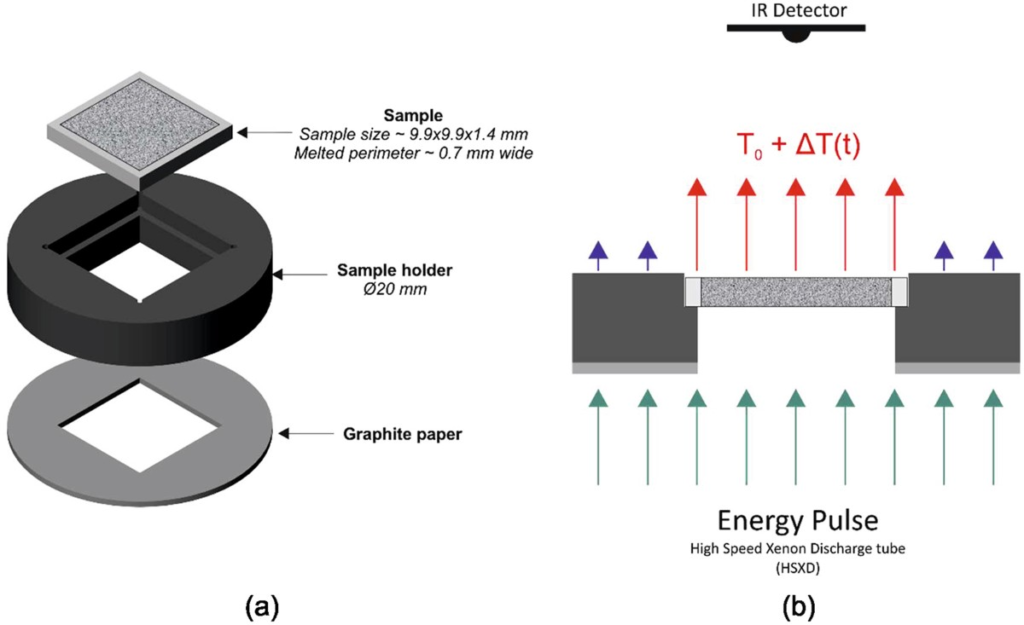
追加の試験では、粉末の気孔率レベルと熱特性を調べました。粉末試料は電子ビーム溶解法で作製し、その後マイクロCTでスキャンしました。その結果、試料全体の気孔率は約50%でした。熱伝導率も様々な温度で測定しました。興味深いことに、粉末は固体のTi-6Al-4Vよりも著しく低い伝導率を示し、その値はおよそ4分の1でした。具体的には、導電率は室温で0.63W/mKであり、摂氏750度では2.44W/mK以下まで上昇することが分かりました。これらの知見は、重要な粉末特性の特徴付けに役立ちました。
焼結挙動を理解することで、EBM中の粉末前処理に関する洞察が得られました。気孔率と熱伝導率の定量化は、EBM の溶融プロセスのシミュ レーションに不可欠な熱モデルの開発に役立ちました。全体として、粉末の属性を正確に表現することは、EBMという新しい技術を解明するために不可欠であることが証明されました。 3Dプリンティング技術.
EBM粉末の熱伝導率
研究者たちは、電子ビーム溶解に使用されるTi-6Al-4V粉末の熱伝導率を特別に測定するための措置を講じました。これは、固体領域と粉末領域の両方を含む試料を 金属3Dプリンティング プロセス。その後、粉末部分内の導電性を分離。
その結果、粉末の導電率は固体のチタン合金よりもはるかに低いことがわかりました。室温での粉末の導電率は0.63W/mKで、高密度のTi-6Al-4Vの4分の1程度でした。より高い温度でも、伝導性は固体のものに比べて低いままでした。温度が750℃まで上昇すると、粉末の導電率はいくらか上昇しましたが、2.44W/mKが最高でした。
このデータから、粉末は固体金属に比べて熱を伝える能力が著しく低いことが確認されました。その低い伝導性は、おそらく粉末製造時に導入された固有の多孔性に起因するものです。このような熱特性の低下は、EBMの溶融プロセスをシミュレートする際に影響を及ぼします。
熱モデリングによるEBMプロセスのシミュレーション
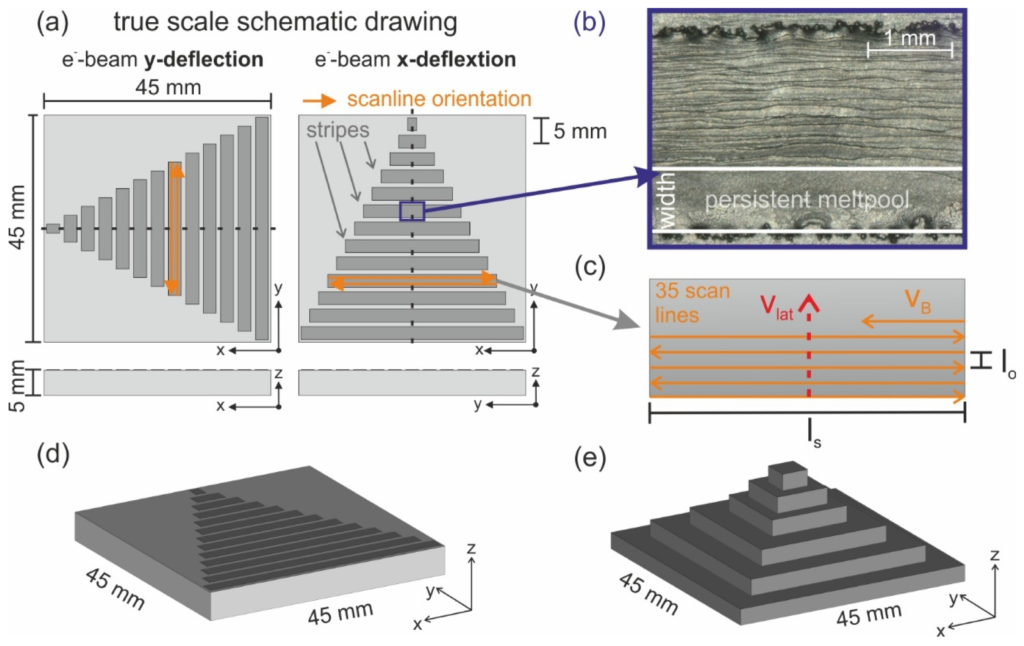
電子ビーム溶解時の熱現象をより深く理解するため、研究者たちは有限要素モデルを作成しました。このシミュレーション手法により、部品全体の温度分布を調べることができました。温度によって変化する材料特性や電子ビームからの熱流束などの重要な要因を考慮しました。具体的には、このモデルでは、ビーム加熱をガウス分布に基づくエネルギーを放出する円錐状の熱源として扱いました。そして、有限要素解析により、仮想ビームが部品を層ごとに走査する際の時間経過に伴う温度変化を計算しました。さまざまな製造設定をインシリコでテストしました。
出力、直径、速度などのビームパラメータを変更し、溶融プールのサイズへの影響を分析しました。予想通り、高出力と低速走査は溶融領域を拡大しました。一方、ビーム径を大きくすると、メルトプールは横方向に圧縮されましたが、深さは減少しました。精度を測定するため、シミュレーション予測は実験結果と比較されました。測定では、作製したサンプルから実際のメルトプールを定量化しました。心強いことに、モデルによって予測されたメルトプールの寸法は、概ね物理的観測結果と一致しました。平均32%程度の乖離があり、シミュレーションが主要な熱現象を表現できることが実証されました。
全体として、このモデリング作業は、EBMの基礎となる熱プロセスの理解におけるギャップを埋めるものでした。検証されたシミュレーションは、生産設定を最適化し、さまざまな設計や材料の変更による熱影響を調べるための有用なツールとなりました。
スキャン速度がEBMプロセスと部品に及ぼす影響
速度関数と呼ばれる重要な製造パラメータは、スキャン中の電子ビームの溶融速度に影響します。研究者たちは、さまざまな速度関数の指標を用いて実験を行い、その影響を測定しました。
指数が高いほど、ビームの動きは速くなります。これにより、製造工程が高速化される一方で、ビームが各位置で費やす時間が短くなるため、エネルギー投入量が減少します。その結果、指数が高くなるにつれて表面が粗くなり、ベータ粒子が大きくなりました。
温度測定ではさらに、スキャン速度の影響も明らかになりました。2700℃付近のピーク温度は、指数が上昇し速度が増すにつれて低下。電子ビーム融解のスキャン速度が速いとエネルギー密度が弱まり、到達温度が低下。このようなスキャン速度の影響を明らかにすることは、貴重なことです。速度関数の変化により、熱条件や得られる微細構造がどのように変化するかを理解することで、この重要な製造変数を最適化することができます。
サーモグラフィによるEBM中の温度測定
研究者たちは、近赤外線サーモグラフィを使って電子ビーム溶解システム内の温度を非破壊でモニターしました。このサーモグラフィの感度により、予熱、輪郭溶解、内部ハッチのスキャンなど、製造工程を明確に可視化することができました。
熱画像の空間分解能は、水平方向1ピクセルあたり46.8μm、垂直方向1ピクセルあたり66.2μm。各ステージのビデオキャプチャから、ビームパスに沿った平均温度プロファイルを作成することができました。
特筆すべきは、液相と固相の相変化温度をつなぐ特徴的なプラトー領域がプロファイルで明らかになったことです。これにより、メルトプール内で発生する相転移を検出するカメラの能力が実証されました。追加の測定では、ビルドハイトを変化させて熱挙動をチャート化しました。その結果、冷却速度は基材から離れるほど速くなることがわかりました。また、下層への伝導が弱くなるため、ピーク温度は高くなるほど急速に低下しました。
全体として、サーモグラフィによる温度マッピングは、電子ビームによる溶融プロセスに関する新たな洞察をもたらしました。プロファイルの比較は、熱現象を現実的にモデル化することを目的とした有限要素シミュレーションをさらにサポートしました。非接触温度プロファイリングは、最適化と品質保証に役立っています。
EBM製造中の温度測定
研究者たちは、赤外線サーモグラフィを使って、製造温度を非破壊で観察しました。この近赤外線サーモグラフィは、予熱、輪郭形成、内部部品のスキャン段階を画像化することができます。カメラの解像度は非常に高く、水平方向で1ピクセルあたり46.8マイクロメートル、垂直方向で66.2マイクロメートルを達成しました。印刷中に撮影されたビデオにより、ビーム経路に沿った平均温度プロファイルを作成することができました。
注目すべきは、これらのプロファイルが、融解温度と凝固温度をつなぐ特徴的な平坦領域を示していたことです。これは、定着材料内の相変態を感知するイメージャの能力を証明するものです。追加のプロファイルは、異なる高さでの結果を記録しました。その結果、ベースから離れるほど冷却が加速することがわかりました。また、ピーク温度は、堆積層を通して下方への伝導が弱いため、より高い位置でより早く急降下しました。
全体として、サーモグラフィによる温度マップは、電子ビーム融解に関する新たな洞察をもたらしました。 持続可能な3Dプリンティング プロセス。熱現象をリアルに再現することを目的とした計算モデルの妥当性を高めたプロファイル。非接触温度プロファイリングは、プロセスの熟練度と品質を向上させ続けています。
EBMプロセスにおける製造パラメータの影響
ビーム属性
研究者たちは、ビーム属性がメルトプールの形状にどのような影響を与えるかを調べるために、熱シミュレーションを利用しました。Ti-6Al-4Vの製造をモデル化しながら、ビーム出力、直径、速度などの変数を個別に調整しました。
予想通り、パワーの上昇や動きの鈍化が拡大 溶融堆積モデリング ゾーンと最高温度の上昇。この2つの変更により、粉末層に供給されるエネルギーが増大しました。一方、幅の広い電子ビームを採用することで、深さを圧縮しながら横方向に溶融プールを圧縮しました。ビーム幅が広くなると、より広い範囲にパワーが分散されるため、どの場所でも熱が発生しにくくなります。
スキャン速度への影響
さらに、さまざまな電子走査速度の実験も行いました。このパラメータは速度関数と呼ばれ、ビームの動きを制御します。
より速い動作は、部品の粗い表面や大きなベータ粒と相関しています。さらに熱測定では、速度の増加とともにピーク温度が低下することが明らかになりました。さらに、熱測定では、速度の増加とともにピーク温度が低下することが明らかになりました。高速ビームでは、粉末の溶融にかかる時間が短くなるため、総温度が低下します。最適化には、設定によって熱条件や特性がどのように変化するかを見極める必要があります。
EBM技術の恩恵を受ける応用分野
電子ビーム溶解は、洗練された金属部品を作り出す柔軟性のおかげで、さまざまな産業で応用されています。航空宇宙分野では、ノズルや可動ランディングギア部品のような複雑なエンジン部品にEBMが利用されています。このプロセスでは、チタン合金などの材料を使用して、これらの要求の厳しいジェットエンジン部品を製造します。
医療用インプラントも電子ビーム溶解を利用しています。一般的に 3Dプリント材料 パーソナライズされたバイオメディカルインプラントと歯科用補綴物。このプロセスによって可能になる複雑さは、インプラントに利益をもたらします。
溶接や自動車の分野でもEBMが使われています。溶接分野では、金属同士をカスタマイズした溶接接続を行います。自動車分野では、精密さが要求されるターボチャージャーの製造にEBMが利用されています。この技術は、粉末原料から精巧な形状のターボ部品を形成します。
その他の分野にもメリットがあります。エレクトロニクスの実装では、以下の分野に適したヒートシンクとハウジングを正確に製作する必要があります。 EBM生産.軍事・海洋分野では、真空中での電子ビーム溶解によって武器や水上バイクが誕生します。宝飾工芸でも電子ビーム溶解が利用され、華麗な貴金属の作品が形成されています。材料とプロセスに関する専門知識が深まるにつれ、航空宇宙、医療、エンジニアリング、そしてそれ以外の分野でも、多様な応用の機会が生まれています。専門的な生産ギャップを埋めるEBMは、業界を超えたさらなる利用を促します。
コンコルージョン
この記事では、粉末の特性、熱シミュレーション、温度記録、生産設定、および用途に関する議論を通じて、電子ビーム溶解に関する洞察を提供しました。粉体組成の把握、熱移動のモデル化、パラメーターの微調整、温度測定値の考慮は、この技術を進化させる上で極めて重要です。継続的な研究は、EBMを専門的な技術から広く産業応用へと導くことを約束します。ビーム特性、材料品質、および周囲の環境が、製造を通してどのように組み合わされるかを理解することが、努力の目標です。
理解が深まれば、プロセスを活用する機会も広がります。制御の改善により、より再現性の高い生産が可能になるかもしれません。材料範囲の拡大は、メーカーが満たさないニーズへの対応を容易にします。プロセスの最適化は、最終的には製造コストを削減します。このように、電子ビーム溶解に対する理解が進むと、多くの事業において高度な金属部品を大量生産する道が開けます。
よくあるご質問
Q: 電子ビーム溶解とは何ですか?
電子ビーム溶解は、高エネルギーの電子ビームを使用して粉末原料を融合させ、層ごとに金属部品を構築する積層造形技術です。真空チャンバー内の造形プラットフォームに金属粉末を蒸着します。その後、電子ビームが各層をスキャンし、デジタル設計ファイルに従って粉末を正確に溶かします。次の層が前の層の上に凝固するにつれて、高密度の部品が作り上げられます。
Q: 金属粉末はEBMプロセスにどのような影響を与えますか?
金属粉末は原料として重要な役割を果たします。気孔率や熱伝導率などの特性は、溶融時の熱の伝わり方に影響します。また、前処理は粉末を焼結させ、粒子間にネックを形成します。粉末の特性を理解することは、前処理の最適化と溶解段階のモデリングに役立ちます。
Q: モデリングは、EBMのサーマルプロセスについてどのような要素を捉えることができますか??
有限要素シミュレーションでは、温度に依存する特性を考慮し、電子ビームを体積熱源として近似します。モデリングでは、ビーム出力、直径、速度などのパラメータがメルトプールの寸法と温度に与える影響を評価します。実験との比較により、これらのシミュレーションを検証します。
Q: ビーム速度のようなプロセス変数は、EBM製造にどのような影響を与えますか?
スキャン速度が速いと、ビームが各位置で定着する時間が短くなるため、エネルギー密度が低下します。スキャン速度が速くなると、加熱が弱くなるため、表面が粗くなり、微細構造中のベータ粒子が大きくなり、部品のピーク温度が低下します。このような影響を評価することは、パラメータ最適化の指針となります。
Q:EBMはどのような産業に適用され、どのような部品タイプを促進しますか?
A: EBMを利用する分野には、航空宇宙、医療インプラント、溶接、自動車、エレクトロニクスなどがあります。ジェットエンジンのノズル、歯科用補綴物、カスタム溶接、ターボチャージャー部品、複雑なハウジングなど、複雑な部品の作成が可能です。材料とプロセスの進歩により、採用はますます多様化しています。