 Vai al contenuto
Vai al contenuto 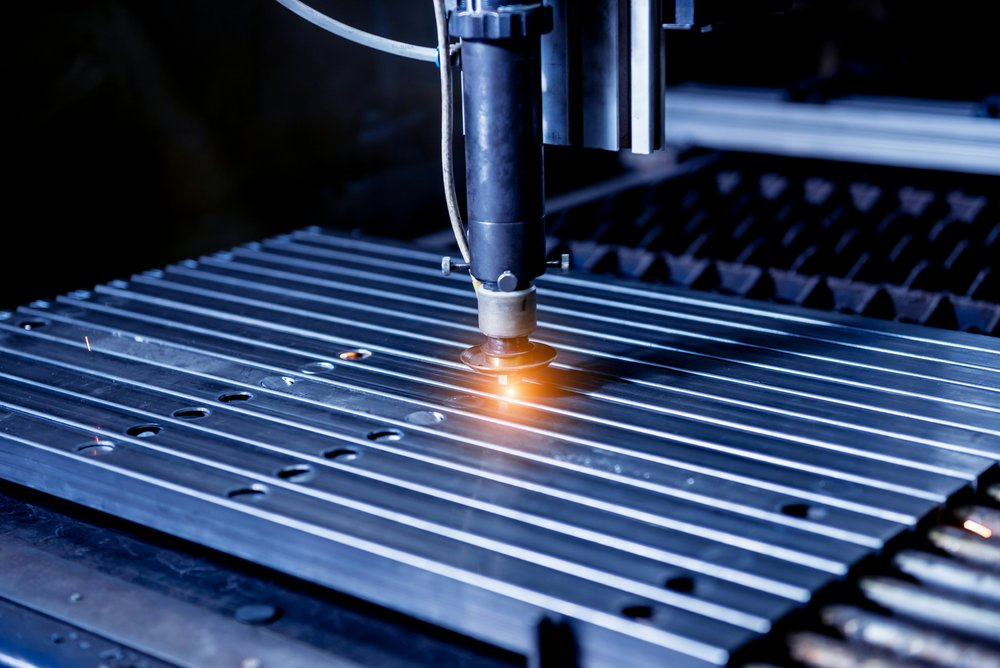
Scopra le soluzioni efficaci per i problemi più comuni della lavorazione dei metalli, comprese le tecniche di saldatura e di taglio. Impara a conoscere la preparazione dei materiali, la configurazione delle apparecchiature, l'automazione e molto altro ancora per ottenere risultati costanti e di alta qualità nella lavorazione dei metalli.
Problemi di fabbricazione del metallo risolti: Meglio per le tecniche di saldatura e taglio

La fabbricazione dei metalli svolge un ruolo fondamentale in settori come quello automobilistico, aerospaziale e manifatturiero. I fabbri tagliano, piegano, saldano e modellano i materiali grezzi in componenti e strutture precise. Tuttavia, Fabbricazione di lamiere può presentare delle sfide: i tagli possono essere imperfetti, le saldature possono contenere dei difetti e i lavori possono subire dei ritardi. I problemi derivano da una configurazione impropria delle attrezzature, da misure di sicurezza inadeguate, da una formazione insufficiente e dalla mancanza di processi di controllo della qualità.
Questo articolo presenta le soluzioni per i problemi comuni della lavorazione dei metalli, incentrati sulle tecniche di saldatura e di taglio. Tratteremo le migliori pratiche per preparare i materiali, configurare le attrezzature, sviluppare le competenze e garantire la qualità. Affrontando i problemi in modo sistematico, i fabbricanti possono ridurre al minimo gli errori di produzione, massimizzare l'efficienza e la produttività e produrre pezzi secondo standard rigorosi.
Preparazione del materiale:
Una preparazione accurata dei materiali di base è fondamentale per il successo delle tecniche di saldatura e taglio. Sporco, olio, vernice e ossidi devono essere rimossi dalle superfici dei materiali per consentire la fusione e l'incollaggio corretto. I contaminanti introducono incongruenze, causano porosità o crepe e ostacolano le prestazioni delle apparecchiature.
Per l'acciaio, la rettifica è il metodo di preparazione più efficace. Crea una superficie fresca e uniformemente ruvida, ottimale per la saldatura. Le ruote metalliche o i dischi abrasivi rivestiti funzionano bene. Quando la smerigliatura non è praticabile, consideri la levigatura con carta a grana alta o lana d'acciaio.
L'alluminio richiede una pulizia speciale. Il suo strato di ossido nativo è molto più resistente dell'acciaio e non si smeriglia facilmente. I metodi chimici sono i migliori. Immergere i pezzi in una soluzione di idrossido di sodio o di potassio a 150-180°F dissolve gli ossidi in pochi minuti. Sgrassare sempre prima l'alluminio utilizzando solventi come l'alcol denaturato. L'acciaio inox beneficia di trattamenti sia meccanici che chimici. Foratura e rettifica con una ruota in ossido di alluminio o in carburo di silicio, per preparare le tecniche di saldatura e di taglio. Poi, l'immersione in una soluzione di acido citrico o nitrico incide la superficie e rimuove le sbavature.
Configurazione dell'apparecchiatura di saldatura:
L'impostazione e la configurazione corretta delle fonti di alimentazione e delle torce di saldatura influisce in modo significativo sulle prestazioni e sui risultati del processo. Gli operatori devono ottimizzare le impostazioni di tensione, velocità del filo e flusso di gas in base al tipo e allo spessore del materiale.
Ad esempio, la saldatura MIG dell'acciaio utilizza in genere una tensione di 18-25 V e velocità di avanzamento del filo di 150-500 pollici al minuto per sezioni da sottili a spesse. L'aggiunta di gas di protezione di cellulosa o CO2 a 15-30 piedi cubi all'ora protegge la pozza di saldatura.
Saldatura a impulsi magnetici L'alluminio richiede una tensione ancora più bassa (10-15V) per un maggiore controllo del filo. I gas misti inerti come l'argon-elio forniscono una fusione superiore rispetto all'argon puro. Il flusso di gas extra, circa 1,5 volte il tasso di acciaio standard, elimina meglio l'ossidazione. Anche la posizione delle tecniche di saldatura e di taglio e la geometria del giunto impongono delle regolazioni dell'apparecchiatura. Le saldature verticali accumulano facilmente gli spruzzi, quindi abbassando la tensione di 0,5-1V si evita lo slagging. I giunti angolari esterni su tubi spessi richiedono un'alimentazione del filo più elevata per un adeguato riempimento del cordone? Meccanismi come i rulli di trascinamento, il rivestimento della torcia e la punta di contatto si usurano con il tempo.
Controlli regolarmente la tenuta, le crepe e l'accumulo di sporcizia che impediscono l'alimentazione del filo. Sostituisca i materiali di consumo prima che le prestazioni si degradino. Tutti i cablaggi che alimentano le apparecchiature per la saldatura e le tecniche di taglio devono essere dimensionati correttamente per evitare il surriscaldamento sotto il carico di lavoro. Anche la sicurezza antincendio è fondamentale: mantenga gli spazi puliti e asciutti con estintori vicini. Con le impostazioni ottimizzate della macchina, i costruttori producono saldature più forti e di qualità superiore.
Configurazione dell'apparecchiatura di taglio:
Sia che si tratti di plasma, ossitaglio, laser o acqua ET, lavorazione all'avanguardia Le apparecchiature richiedono un'attenta calibrazione e impostazione della macchina per ottenere risultati di precisione. Per le torce al plasma, la corrente, la pressione del gas e la velocità di taglio lavorano in tandem. Le pressioni adeguate dell'aria e del gas plasma producono un arco e una qualità di taglio ottimali a velocità di avanzamento elevate. Pressioni troppo limitate tagliano troppo lentamente, mentre flussi eccessivi soffiano il metallo fuso e diminuiscono il controllo del taglio.
La configurazione dell'ossicombustione si concentra sulla miscela di gas e sulle pressioni. L'acetilene taglia bene l'acciaio con 25-30psi di ossigeno e 10-15psi di acetilene nella torcia. Regoli le pressioni in aumento o in diminuzione in base allo spessore e al materiale da tagliare, per controllare la forma della fiamma e gli effetti di ossidazione.
Le tagliatrici laser devono allineare gli specchi, mettere a fuoco le lenti e impostare le dimensioni del punto, la potenza e il gas di assistenza. I materiali più densi richiedono uno spot focalizzato più piccolo, mentre le lastre più spesse si saldano con fasci più grandi e meno concentrati.
Taglio a getto d'acqua I sistemi di taglio prevedono l'impostazione della dimensione dell'ugello, della velocità di avanzamento dell'abrasivo e della pressione dell'acqua, in base alla durezza del materiale, allo spessore e agli attributi di qualità di taglio desiderati, come la qualità del bordo rispetto alla velocità.
Tutte le frese hanno bisogno di serbatoi e componenti della torcia puliti e ben mantenuti, oltre a componenti di filtraggio e regolazione della pressione adeguati. La sicurezza antincendio rimane fondamentale con le torce a ossicombustione, indipendentemente dalla qualità della configurazione. Con macchine ottimizzate, i costruttori effettuano tagli ripetibili e produttivi.
Tecniche di saldatura:
La padronanza delle tecniche di saldatura e di taglio garantisce giunti forti e privi di difetti, che soddisfano i requisiti dell'applicazione. Per SMAW Tecniche di saldatura sull'acciaio sottile, mantenga una piccola trama circolare a 7-15 pollici al minuto con 2-5 gradi di inclinazione della punta dell'elettrodo. L'amperaggio dipende dalla dimensione dell'elettrodo - le barre da 1/8″ funzionano bene a 80-120A.
Con il GMAW, tenga la torcia con un angolo di spinta di 15 gradi e si muova con una leggera tessitura. Le velocità di avanzamento di 80-150 ipm producono buone velocità di avanzamento del filo per la fusione del materiale di riempimento senza schizzi eccessivi. Una corretta corsa della pistola mantiene la forma della saldatura.
L'FCAW è simile al GMAW, ma il filo animato emette più fumo. Si prenda più tempo per predisporre un'adeguata aspirazione dei fumi, soprattutto per le saldature orizzontali. Tenga la pistola perpendicolare ed esegua 3-5 passate di cordone a 60-100ipm.
La SAW costruisce rapidamente materiali di supporto rigidi utilizzando il metodo di alimentazione sincrona del filo e la danza dell'arco. Esegue cuciture piatte o verticali a 100-150ipm utilizzando oscillazioni di tessitura di 1/2-1″ di larghezza. Ottimizza la corsa per ottenere profili completi. Le tecniche a più passate aggiungono forza. Per le saldature di testa, esegua un cordone di tessitura nella radice, seguito da cordoni che aggiungono il riempimento per la seconda passata a caldo. Le giunzioni a sovrapposizione richiedono una leggera tessitura che si sovrapponga a ciascun bordo della saldatura.
L'adattamento corretto del giunto e la selezione del metallo d'apporto completano saldature di qualità. Utilizzi E6013 per l'acciaio al carbonio e E71T-1 per la saldatura MIG dell'acciaio inossidabile. Il restringimento si verifica, per cui è necessario rettificare i giunti leggermente stretti prima della saldatura e delle tecniche di taglio. Consentire il raffreddamento tra le passate per prevenire le crepe e verificare la penetrazione completa. Tra una tecnica e l'altra, esercitarsi a mantenere una lunghezza di distacco costante e a sviluppare una forza angolare della barra e una velocità di avanzamento costanti, per ottenere saldature lisce e uniformi, conformi ai codici e ai requisiti di progettazione.
Tecniche di taglio:

Che si tratti di taglio rettilineo, circolare o intero di precisione, i fabbricanti di metallo devono padroneggiare le tecniche del plasma, dell'ossitaglio, del laser e del sistema a getto d'acqua. Per il taglio rettilineo Tagli al plasma su acciaio dolce fino a 1/2″, viaggia a 15-25ipm mantenendo un piccolo taglio di 1/8″. Angoli la torcia di 10-15 gradi e conduca con l'angolo superiore per ottenere tagli puliti. Esegua i fori iniziali con un arco affusolato e poi segua con un taglio dritto. I tagli con ossicombustibile sono più lenti e richiedono una corsa uniforme della torcia di 3-10ipm.
Controlli la fiamma focalizzata da 6-8″ con una pressione uniforme sulla ruota di taglio. Si introduca nel taglio con la punta della fiamma neutra per evitare ritorni di fiamma. Per gli smussi, muova la torcia in tandem con l'angolo della ruota di taglio. Taglierine laser forniscono un'accuratezza inferiore a 0,005″ di tolleranza. Pierce inizia pulsando il fascio sottostante, poi segue con una potenza di taglio continua. Le velocità di spostamento di 80-400ipm dipendono dal materiale e dalle dimensioni dell'ugello, ma mantengono una messa a fuoco costante. Le tecniche di saldatura e taglio a getto d'acqua richiedono lo spostamento perpendicolare del flusso denso a 30-125ipm. Regolare l'angolo di conicità e il flusso di abrasivo per ottenere prestazioni di taglio dipendenti dalla durezza. Si muova lungo i raggi in modo fluido, piuttosto che lungo linee segmentate, per ottenere pezzi uniformi.
Il taglio intero si rafforza in modo concentrico, diminuendo la potenza o la pressione man mano che il foro viene penetrato. Le torce al plasma tagliano all'interno della loro larghezza di taglio per i fori, mentre l'ossitaglio può richiedere passaggi nidificati di ruote da taglio di diametro crescente fino a 4″. I materiali adeguatamente bloccati garantiscono movimenti della torcia fluidi e costanti. I sistemi controllati da CNC ripetono le tecniche manuali in modo coerente su numerosi pezzi. Seguendo condizioni di taglio ottimizzate, i fabbricanti modellano con precisione un'ampia varietà di lamiere e piastre.
Automazione nella fabbricazione:
Fabbricazione automazione introduce guadagni in termini di consistenza e produttività attraverso processi controllati dal computer. Le macchine CNC al plasma, al laser e a getto d'acqua tagliano pezzi ripetitivi da percorsi programmati quasi a mani libere. Gli operatori caricano i materiali su tavoli automatizzati che si muovono sotto le teste fisse.
Le celle di saldatura robotizzate eseguono sequenze pre-programmate che insegnano le tecniche di saldatura e di taglio ai bracci articolati. I sistemi di visione guidano l'accoppiamento e l'adattamento per una saldatura automatica multiposizione, senza dover ripassare i pezzi. I movimenti coerenti della torcia, le pressioni e le velocità del robot superano le capacità umane. I sistemi di pallettizzazione offrono una produzione non-stop. I robot caricano e scaricano pallet di materiali grezzi e finiti da Macchine CNC su nastri trasportatori che vanno verso celle di lavoro multiple. Lo stoccaggio dell'inventario vicino tampona le linee.
Gli alimentatori automatici di rulli forniscono materiale just-in-time ai robot di taglio laser per una produzione snella. Gli alimentatori di barre forniscono analogamente le scorte di barre a centri di tornitura e macchine per tubi. Il software semplifica l'interfacciamento delle macchine attraverso linguaggi di programmazione e cinematici comuni. I flussi di lavoro basati su modelli generano file di taglio nidificati e codificano sequenze di tecniche di saldatura e taglio per una personalizzazione di massa. Gli integratori assistono nell'implementazione e nell'ottimizzazione.
Se da un lato i costi di capitale elevati richiedono volumi elevati, dall'altro l'automazione offre precisione, ripetibilità e gestione di pezzi più grandi/pesanti, al di là delle capacità manuali. La produzione ibrida bilancia l'automazione con le competenze umane flessibili per le richieste di linee miste. Insieme, aumentano la produttività e la qualità per operazioni di fabbricazione competitive.
Conclusione:
Questo articolo ha delineato diverse aree chiave che i fabbricanti devono padroneggiare per produrre costantemente pezzi saldati e tagliati di alta qualità con problemi minimi. La preparazione accurata dei materiali di base attraverso la pulizia e qualsiasi trattamento superficiale richiesto pone le basi. Anche l'impostazione corretta delle tecniche di saldatura e di taglio, delle fonti di energia e dei flussi di gas, nonché l'ottimizzazione dei parametri della macchina per il taglio al plasma sono fondamentali per il controllo del processo e dei risultati.
Sviluppare le abilità manuali attraverso tecniche come la tessitura di modelli e il mantenimento della velocità della torcia consente di produrre saldature forti e prive di difetti e tagli di precisione. Completare il lavoro manuale con strumenti come i sistemi automatizzati e la robotica aiuta a migliorare la produttività, la ripetibilità e la sicurezza nelle fabbriche. Seguire le migliori pratiche per quanto riguarda la movimentazione dei materiali, l'impostazione delle apparecchiature e le tecniche di saldatura e taglio risolve molti problemi comuni della fabbricazione dei metalli. Ciò consente ai fabbricanti di aumentare l'efficienza delle operazioni e di fornire prodotti che soddisfano standard di qualità sempre più severi.
Domande frequenti:
D: Cosa devo cercare nell'acquisto di attrezzature per la fabbricazione?
R: Consideri la capacità della macchina, le capacità di automazione, l'assistenza in garanzia e le opzioni di aggiornamento. Acquisti marchi durevoli e veda le unità dimostrative.
D: Il taglio al plasma può sostituire l'ossitaglio per applicazioni come il taglio dei tubi?
R: Il plasma offre tagli più rapidi e di qualità superiore, ma ha costi operativi più elevati. L'ossicombustione rimane la soluzione migliore per i materiali spessi e per il taglio portatile.
D: Quanto costano in genere le celle di saldatura robotizzate?
R: Le celle entry level possono partire da $150K, ma i sistemi su larga scala possono costare oltre $1M, a seconda del numero di robot, degli strumenti di saldatura e della protezione richiesta.
D: Quali DPI sono necessari per la saldatura?
R: Come minimo, caschi da saldatore, guanti, occhiali di sicurezza e stivali con punta d'acciaio. Altri dispositivi di protezione, come giacche e schermi, proteggono dalle scintille e dall'esposizione ai raggi UV.
D: Quanto è importante la preparazione del materiale per la saldatura dell'alluminio?
R: La preparazione del materiale è fondamentale per l'alluminio, poiché il suo strato di ossido deve essere completamente rimosso per ottenere un'adesione adeguata nella saldatura.




