 Vai al contenuto
Vai al contenuto 
Questo articolo illustra come stampare in 3D parti con proprietà di elevata resistenza, selezionando i materiali giusti come il PEEK e il nylon, esplorando le tecniche di ottimizzazione delle impostazioni di stampa, tra cui la densità di riempimento, l'orientamento, lo spessore del guscio e la post-elaborazione come la ricottura. Tratta anche le applicazioni che utilizzano stampe 3D resistenti per prototipi funzionali, componenti finali e ausili meccanici.
Parti stampate in 3D: I migliori filamenti per stampe più forti e di alta precisione nel 2024

Con le tendenze della tecnologia mostrate nelle tabelle, l'utilizzo di Stampa 3D sta iniziando a vedere la sua applicazione nella produzione di parti funzionali di uso finale, utensili, strumenti e strutture che possono essere sottoposte a carichi strutturali e meccanici. Tuttavia, per soddisfare i requisiti di proprietà meccanica degli elementi strutturali, il paradigma della 'stampa di un pezzo' non è sufficiente; la scelta del materiale, le impostazioni della stampante e il post-trattamento devono essere ottimali per ottenere la massima resistenza pratica.
In questo articolo, esploreremo i vari aspetti che riguardano le parti stampate in 3D adatte agli usi funzionali. In primo luogo esamineremo i materiali comunemente utilizzati per le loro proprietà meccaniche, come i nylon, i policarbonati e le opzioni ad alte prestazioni come il PEEK. Capire come sfruttare efficacemente il potenziale di resistenza di questi materiali è fondamentale.
Approfondiremo poi l'impatto di Stampante 3D impostazioni come i modelli di riempimento, l'orientamento del pezzo, lo spessore del guscio sulla resistenza dei pezzi stampati. L'ottimizzazione di questi parametri gioca un ruolo importante nel realizzare le reali capacità dei materiali. Saranno trattate anche le tecniche di post-elaborazione per migliorare ulteriormente la resistenza.
Infine, saranno evidenziate le applicazioni del mondo reale che utilizzano efficacemente i componenti stampati in 3D con un'elevata integrità meccanica. L'articolo mira a fornire una guida approfondita sulla stampa di parti durevoli per applicazioni di prototipazione, attrezzaggio e produzione.
Definizioni di Forza del materiale
Resistenza alla trazione
La resistenza alla trazione è la misura della sollecitazione di trazione che un materiale può sopportare nel corso dell'allungamento e della trazione fino al punto di rottura. Si può definire come la sollecitazione massima che un materiale può sopportare al momento della rottura o quando viene tirato fino al punto di rottura. Viene espressa in unità di misura denominate Pascal o libbre di forza per pollice quadrato, abbreviate in psi. La resistenza alla trazione di un materiale è considerata una sollecitazione di trazione potenziale, ossia un materiale con un potenziale di resistenza alla trazione.
Allungamento
L'allungamento è definito come l'estensione raggiunta all'interno di un materiale prima della rottura durante le sollecitazioni di trazione. Normalmente viene indicata in termini di variazione percentuale rispetto alla lunghezza o alla larghezza del calibro originale del materiale prima del cedimento. Più alto è l'allungamento di un materiale, allora quel materiale può essere allungato ulteriormente prima di essere effettivamente rotto. Come l'allungamento, è un valore essenziale che viene utilizzato per caratterizzare la duttilità o la malleabilità del materiale.
Resistenza agli urti
La capacità del materiale di un componente stampato in 3D di resistere alla rottura o alla fessurazione sotto carico si chiama resistenza all'impatto. I due test comuni per valutare la resistenza all'impatto di un determinato materiale sono il test d'impatto Izod o Charpy. In questo test, un campione dentellato viene esposto a una singola oscillazione o a un singolo colpo con un pendolo pesato. Si determina l'energia d'impatto assorbita che viene utilizzata nell'energia di frattura. Vale a dire che un materiale con una maggiore forza d'impatto o energia assorbita può contrastare un carico d'impatto improvviso senza fratturarsi.
Resistenza chimica
La resistenza chimica Nigeria si occupa della capacità di un materiale, in questo caso un tessuto spalmato, di rimanere inalterato o, se deve degradarsi, di come si degrada quando entra in contatto con sostanze chimiche, acidi, alcali, sali o solventi. I materiali vengono classificati in base alle loro prestazioni quando vengono esposti a soluzioni chimiche, attraverso test di immersione o altro. È possibile che in alcuni casi il materiale si sciolga semplicemente e che, quando entra in contatto con le sostanze chimiche, una parte di esso si gonfi o diventi addirittura debole. I materiali resistenti alle sostanze chimiche mantengono le loro caratteristiche e si degradano nell'aspetto o nella struttura quando sono a contatto con le sostanze chimiche.
Resistenza ai raggi UV
La resistenza ai raggi UV misura la capacità di un materiale di resistere alla rottura della luce ultravioletta, principalmente quella del sole. Tra tutti i materiali che sono esposti all'ambiente esterno, stampa 3D in plastica e polimeri sono facilmente degradati dall'esposizione ai raggi UV. La degradazione UV è normalmente causata da reazioni fotochimiche che rompono un legame chimico e producono cambiamenti di colore, incrinature da stress o corrosione da stress lungo una linea perpendicolare alla direzione della sorgente luminosa. I materiali che hanno una maggiore resistenza agli UV hanno una vita utile più lunga durante l'uso in condizioni di esposizione alla luce solare o alle lampade UV.
Resistenza alla temperatura
La resistenza alla temperatura riguarda la capacità del materiale di mantenere le proprietà meccaniche e fisiche alle alte e alle basse temperature. La maggior parte dei materiali si ammorbidisce o si indurisce al di fuori dei loro intervalli di temperatura di servizio. I materiali destinati alle applicazioni ad alta temperatura mantengono la forza e altre proprietà a temperature elevate. Mentre i materiali resistenti alle basse temperature rimangono duttili e resistenti agli urti a temperature inferiori allo zero.
Temperatura di deflessione del calore
Per temperatura di deformazione termica (HDT) o temperatura di distorsione termica si intende la temperatura alla quale il polimero o il campione di plastica non riesce a mantenere la sua forma sotto un determinato carico. Questo carico è solitamente standardizzato a 4,45 kPa o 0,125 MPa. La HDT viene utilizzata come misura della resistenza al calore dei materiali termoplastici. Questo ha senso semplicemente perché il grado di cristallinità, indicato dal valore HDT, influisce sulla resistenza al calore della materia plastica. Le plastiche per alte temperature non si deformano, non si restringono, non si gonfiano e non subiscono altri cambiamenti chimici alle temperature più elevate e non si guastano meccanicamente.
Materiali di stampa 3D comunemente utilizzati

Policarbonato (PC)
Il policarbonato è una termoplastica che offre una maggiore forza d'urto, stabilità dimensionale e resistenza al calore rispetto ad altri materiali per parti stampate in 3D come l'ABS. Il poliglicole ha una temperatura di transizione vetrosa di circa 147 gradi Celsius. PC sono altamente trasparenti e molto trasparenti, cioè assolutamente limpidi. Tuttavia, il PC è più difficile da stampare rispetto all'ABS, in quanto richiede temperature di stampa più elevate, pari a circa 250-300°C. Può essere utilizzato per realizzare alloggiamenti chiari e resistenti, dispositivi medici e prototipi. Il PC ha un'ottima resistenza chimica agli alcoli, agli acidi e agli alcali.
Acrilonitrile Butadiene Stirene (ABS)
ABS è attribuibile al fatto di essere tra i materiali termoplastici più comuni in Utensili per la stampa 3D grazie al suo prezzo economico e alla compatibilità con le parti stampate in 3D per uso domestico. Un buon equilibrio tra resistenza, rigidità, tenacità e durata lo rendono il materiale preferito. Il materiale ABS ha un'ottima tolleranza agli urti e al calore e ha un HDT di circa 95°C. Può sopportare 80 gradi C. I componenti in ABS sono molto utilizzati nei prototipi funzionali JL, negli involucri elettronici e altro ancora. Tuttavia, quando viene stampato, l'ABS emette gas volatili nocivi e deve essere stampato in un involucro. Questo materiale non può essere utilizzato a lungo termine in medico e aerospaziale industrie.
Acido polilattico (PLA)
PLA è una termoplastica ecologica e tenera, che si ottiene da materie prime rinnovabili di origine vegetale, come l'amido di mais, le radici di manioca e la canna da zucchero.
. Fornisce una sostituzione dell'ABS senza effetti negativi per la salute quando si stampano parti in 3D ed è rispettoso dell'ambiente. Il PLA ha una stabilità termica relativamente inferiore, con una Tg compresa tra 50 e 60°C. Tuttavia, è poco deformabile ed estremamente facile da stampare senza la necessità di un involucro. Il PLA è rigido, chimicamente resistente e può essere ricotto e successivamente verniciato. Il più delle volte viene applicato per creare modelli, parti non strutturali e prototipi. C'è però uno svantaggio nell'utilizzo del PLA, perché tende a gonfiarsi a contatto con l'umidità, deformandosi.
Nylon
Il nylon o poliammide è una famiglia di termoplastici che presenta una buona forza e rigidità e una moderata resistenza alle temperature. Entrambi fondono a 215°C e 178°C rispettivamente per Nylon 6 e Nylon 12 per le materie plastiche, rispettivamente. I materiali possono sopportare fluttuazioni di temperatura di 80-100°C in modo continuo. Le parti stampate in 3D in nylon sono altamente resistenti all'usura e quindi sono utili per realizzare parti funzionali perché sono forti. In alternativa, il nylon è difficile da stampare come l'ABS e il PLA, a causa della necessità di utilizzare un involucro e una piattaforma di costruzione riscaldata. è spesso utilizzato nella creazione di ingranaggi, pulegge, involucri e parti di macchine che richiedono resistenza.
Filamenti di PEEK e fibra di carbonio
Il PEEK o polietereterchetone è un tecnopolimero ad alte prestazioni, utilizzato nei settori aerospaziale, automobilistico e delle telecomunicazioni. Ha una maggiore stabilità termica, con un punto di fusione di circa 343°C, e possiede buone proprietà meccaniche, inerzia chimica e biocompatibilità. La maggiore resistenza di 40% e la maggiore rigidità di 80% derivano dall'uso di fibre di carbonio rinforzate. PEEK. Tuttavia, questi materiali comportano temperature molto elevate per le parti stampate in 3D, che in alcuni casi raggiungono i 380 gradi Celsius. Ciò li rende favorevoli per la produzione di impianti medici, parti aerospaziali e altre parti ad alta resistenza.
Sebbene vi sia un gran numero di applicazioni dell'ABS nelle parti stampate in 3D, l'elevato costo del materiale e della Costo della stampante 3D li rendono meno popolari rispetto ad altri materiali di stampa 3D. In sintesi, la scelta dei materiali dipende dalle specifiche proprietà meccaniche, termiche e chimiche richieste per l'applicazione. Mentre il PLA, l'ABS e il Nylon offrono un buon equilibrio tra costo, facilità d'uso e durata - il PC, il PEEK e la fibra di carbonio si rivolgono ad applicazioni più specializzate ad alte prestazioni. Occorre inoltre considerare le limitazioni relative alla resistenza alle temperature, ai costi, alla stampabilità e all'impatto ambientale.
Ecco le calze di nylon ad alte prestazioni: PA11 e PA12

PA12
PA12o Nylon 12, è una poliammide ad alte prestazioni appartenente al gruppo dei tecnopolimeri, che offre una migliore resistenza agli urti a bassa temperatura rispetto al PA11. Con una temperatura di transizione vetrosa di -45°C e un punto di fusione di circa 178°C, è ideale per un uso continuo al di sotto di 0°C. La PA12 presenta un bassissimo assorbimento di umidità, autolubrificazione e resistenza all'usura, che la rendono adatta al settore automobilistico, aerospaziale e a vari prodotti di consumo che richiedono un'elevata rigidità e un basso coefficiente di espansione termica in un'ampia gamma di temperature.
HP PA11 vs PA12
Le proprietà meccaniche sia dell'HP PA11 che dell'HP PA12 sono impressionanti e l'HP PA12, rispetto all'HP PA11, offre una migliore flessibilità e una migliore resistenza agli urti a basse temperature. Per contro, il PA11 presenta una resistenza chimica superiore e una temperatura di distorsione termica marginalmente più alta rispetto al PPA. In termini di lavorabilità, il PA11 si comporta marginalmente meglio del PA12. Nel complesso, il PA11 è adatto per le applicazioni che richiedono una durata in un'ampia gamma di temperature, da quelle inferiori allo zero a quelle elevate. Il PA12 è specificamente ottimizzato per le applicazioni che richiedono flessibilità e resistenza agli urti a temperature inferiori a 0°C. Quindi, nelle temperature fredde il PA12 può essere preferito, mentre in altre applicazioni il PA11 offre prestazioni comparabili. Entrambi i materiali ampliano notevolmente i limiti operativi delle poliammidi.
Ottimizzazione delle impostazioni di stampa per la forza
Tipo e densità di riempimento
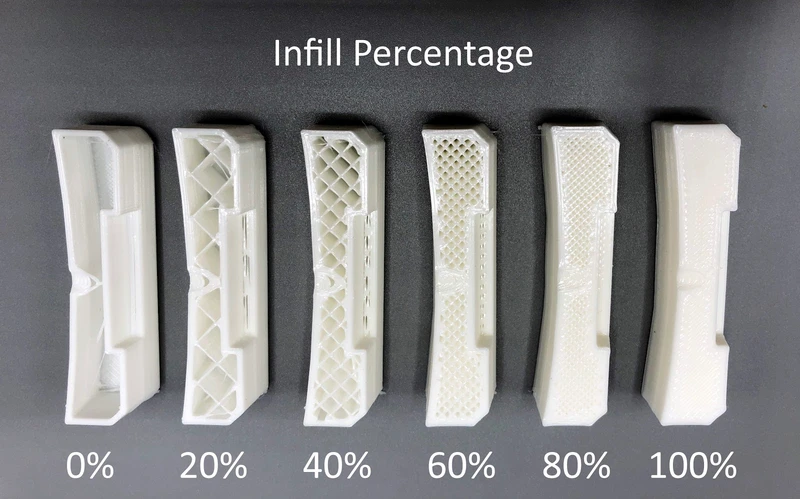
L'infill si riferisce alla struttura interna di stampa 3D in metallo. I modelli di riempimento più comuni includono linee, griglia, triangolo, nido d'ape, ecc. Gli infill più densi con una percentuale di riempimento più alta, come 60-100%, producono parti più resistenti rispetto agli infill più radi, inferiori a 20%. Tuttavia, i riempimenti più densi aumentano il tempo di stampa dei pezzi in 3D e utilizzano più materiale. I modelli a nido d'ape o a triangolo offrono un buon equilibrio tra resistenza e utilizzo di materiale. La scelta corretta dell'intaso dipende dal carico del pezzo e dai requisiti di resistenza.
Orientamento della parte
L'orientamento del pezzo durante la stampa 3D ha un impatto significativo sulle sue proprietà di resistenza. Per le parti sottoposte a carichi di trazione o flessione, il posizionamento degli strati paralleli alla forza determina la massima resistenza. L'orientamento verticale della parte riduce la resistenza rispetto agli orientamenti piatti. Le concentrazioni di sollecitazioni devono essere considerate anche per i punti critici. Le strutture di supporto possono essere necessarie per le sporgenze, a seconda della geometria del pezzo e del materiale.
Spessore della conchiglia
Il termine "guscio" si riferisce alle pareti solide esterne delle parti. Gusci più spessi aumentano la rigidità del pezzo, la precisione dimensionale e la resistenza. Per i pezzi di base si raccomanda un minimo di 2 perimetri o gusci. Le parti sottoposte a carichi pesanti possono richiedere gusci di almeno 1,2-1,5 volte lo spessore dell'ugello. Gusci molto sottili, inferiori a 60-80% di larghezza dell'ugello, sono soggetti a cricche e danni. Lo spessore ottimale del guscio può essere stabilito mediante test di resistenza massima.
In sintesi, la regolazione della percentuale di riempimento, l'orientamento corretto delle parti lungo le forze e la regolazione dello spessore del guscio aiutano a massimizzare la resistenza dei componenti stampati in 3D in base ai carichi e alle applicazioni previste. È buona norma convalidare le impostazioni ottimizzate mediante test sui prototipi per le applicazioni critiche per la sicurezza.
Post-elaborazione per la forza
Ricottura
La ricottura è una tecnica di post-elaborazione comunemente utilizzata per aumentare la forza e la resistenza agli urti delle parti stampate in 3D realizzate con materiali termoplastici come ABS, PLA e nylon.
Durante le parti stampate in 3D, i cicli rapidi di riscaldamento e raffreddamento provocano tensioni residue all'interno degli strati e delle parti stampate. La ricottura aiuta ad alleviare queste tensioni interne, riscaldando lentamente le parti stampate a una temperatura inferiore al loro punto di transizione vetrosa.
Ad esempio, i pezzi in ABS possono essere ricottati a 80-100°C, mentre il PLA viene ricotto a 55-65°C. I pezzi vengono mantenuti a questa temperatura per 1-2 ore, prima di raffreddarsi lentamente all'interno della camera di ricottura o del forno.
Consentendo alle catene polimeriche di rilassarsi attraverso un lento riscaldamento e raffreddamento, la ricottura riduce le tensioni residue e ottiene un alleggerimento delle tensioni all'interno delle parti stampate in 3D. Ciò si traduce in una migliore adesione degli strati, in un aumento della tenacità e della resistenza agli urti di 15-30%.
La minore tensione residua impedisce anche la propagazione precoce delle cricche quando i pezzi vengono caricati. I pezzi ricotti dimostrano una maggiore resistenza alla flessione e agli urti, rendendoli adatti ad applicazioni portanti.
La ricottura è un semplice processo post-stampa che migliora l'affidabilità meccanica delle parti stampate in 3D senza alterarne le dimensioni. Aiuta le parti a raggiungere quasi le massime proprietà teoriche di resistenza del materiale di stampa.
Applicazioni per stampe 3D resistenti

Prototipi funzionali
La stampa 3D consente la prototipazione rapida di parti funzionali e prototipi con meccanica e movimento funzionanti. Ottimizzando le impostazioni delle parti stampate in 3D per la resistenza, si possono creare prototipi finali che vengono sottoposti a test di adattamento, forma e funzionalità limitata prima della produzione. Gli esempi includono involucri stampati, cerniere, ingranaggi e assemblaggi meccanici. L'ottimizzazione assicura che i prototipi resistano a forze, impatti e cicli ripetuti simili alle condizioni di utilizzo finale.
Componenti di uso finale
Le parti stampate in 3D ad alta resistenza ampliano le capacità di stampa di parti finali a basso volume e di componenti personalizzati. Settori come gli arti artificiali, le attrezzature industriali, gli impianti medici e la tecnologia indossabile beneficiano di parti stampate in 3D personalizzate e resistenti. La stampa di maschere, dispositivi, involucri e altri componenti di macchine con la massima resistenza consente la produzione di singoli pezzi e le sostituzioni on-demand.
Aiuti alla produzione
Gli stampi per parti stampate in 3D, i modelli, le maschere e le attrezzature aiutano ad accelerare i processi di produzione. Gli stampi di fusione durevoli stampati in 3D facilitano la fusione di metalli a basso volume. Le robuste maschere di assemblaggio migliorano la precisione di posizionamento. Gli strumenti di manutenzione, gli ausili per l'ispezione della qualità e le aggiunte alle linee di assemblaggio ottengono un aumento della resistenza grazie all'ottimizzazione. Le stampe ad alta resistenza assicurano che gli ausili di produzione soddisfino le esigenze di un uso ripetitivo per periodi prolungati.
In conclusione, l'ottimizzazione delle impostazioni di stampa espande le applicazioni della stampa 3D dai modelli alle parti funzionali per uso finale, ai prototipi e agli ausili per la produzione. La massima resistenza si traduce in maggiore fattibilità, affidabilità e risparmio economico.
Casi di studio con PA11 e PA12
GoProto e Ropes Edge: PA12 protegge le funi di supporto vitale
GoProto ha prototipato guaine a basso attrito per corde da arrampicata con supporto vitale in PA12, in sostituzione delle guaine in PEEK. Le guaine in PA12 resistono a carichi dinamici e a temperature inferiori allo zero durante le cadute o i salvataggi in montagna. I test di Ropes Edge hanno dimostrato che le guaine in PA12 durano 10 volte di più rispetto al PEEK in condizioni abrasive, proteggendo gli scalatori.
DustRam produce strumenti per la rimozione delle piastrelle forti con PA12
DustRam produce utensili per la rimozione delle piastrelle con punta in metallo duro. La rigidità, l'autolubrificazione e la resistenza chimica del Nylon 12 consentono agli utensili di resistere alle forze di raschiamento delle piastrelle senza subire danni o usura. Il basso assorbimento di umidità del PA12 impedisce l'arrugginimento dei componenti metallici. Il PA12 aiuta DustRam a produrre utensili durevoli e antiruggine, che resistono ad anni di uso commerciale.
Bowman aumenta le prestazioni dei cuscinetti con PA11
Bowman produce cuscinetti, guarnizioni e O-ring di alta precisione. Il PA11 ha migliorato le prestazioni delle tenute dei cuscinetti a temperature ampie, da -50°C a 135°C, in diverse condizioni. Le tenute in PA11 hanno resistito alle vibrazioni e alle pressioni senza subire rotture da stress o permeazione di olio durante la vita del cuscinetto. Il PA11 ha aumentato l'affidabilità dei cuscinetti, estendendo le applicazioni ad ambienti difficili come le piattaforme offshore e le attrezzature minerarie.
In sintesi, PA11 e PA12 offrono soluzioni di materiali per applicazioni critiche per la sicurezza, condizioni di lavoro difficili e ampi intervalli di temperatura. Le loro proprietà ad alte prestazioni consentono la produzione di componenti e strumenti durevoli, con una migliore stabilità meccanica.
Stampanti e materiali HP Jet Fusion
Esplora il portafoglio dei materiali HP
HP offre diversi materiali ottimizzati per le sue soluzioni industriali di parti stampate in 3D Jet Fusion. Il materiale HP 3D High Reusability PA 12 offre durata, resistenza alla trazione ed elasticità per parti funzionali. HP 3D High Reusability PP consente la produzione di diverse applicazioni che richiedono resistenza chimica.
Per gli ingegneri, HP multi jet fusion 3D Il materiale CB PA 12 ad alta riutilizzabilità combina la forza e la tenacità del PA 12 con un rinforzo in fibra di carbonio. Il nylon caricato con vetro HP 3D ad alta riutilizzabilità offre rigidità, resistenza al calore ed espansione ridotta.
HP collabora anche con fornitori di materiali per ampliare le possibilità di pezzi stampati in 3D. Ciò consente ai progettisti di accedere a vari fotopolimeri, elastomeri, termoplastici e materiali compositi specifici per il settore.
Combinare in modo efficace i materiali con le stampanti Jet Fusion
Le stampanti HP Jet Fusion consentono la stampa 3D multi-materiale attraverso un unico processo di stampa multi-agente. Questo facilita l'ottimizzazione dei pezzi, combinando materiali con proprietà diverse.
Ad esempio, i materiali flessibili possono essere miscelati con quelli rigidi per produrre guarnizioni e sigilli con elasticità e rigidità bilanciate. Le plastiche caricate conduttive trovano impiego nelle parti elettroniche, se miscelate con gli isolanti.
Inoltre, i materiali con densità diverse aiutano a controllare le proprietà di trasmissione del suono. Le parti composite con filamenti di legno o di fibra di carbonio ottengono vantaggi estetici e strutturali.
La possibilità di stampare insieme materiali diversi utilizzando HP Jet Fusion espande la funzionalità La stampa 3D nella prototipazione e possibilità di progettazione di parti di produzione, rispetto alle parti stampate in 3D con un solo materiale. Questo spinge ad applicazioni più complesse in tutti i settori.
Conclusione
In conclusione, una varietà di materiali come il policarbonato, l'ABS, il nylon e le opzioni ad alte prestazioni come il PEEK, la fibra di carbonio e i nylon semicristallini offrono una resistenza sufficiente per le applicazioni di parti stampate in 3D. Parametri come la densità di riempimento, l'orientamento del pezzo lungo i percorsi di carico e lo spessore del guscio possono essere ottimizzati in base al design del pezzo e all'uso previsto. Le tecniche di post-elaborazione, come la ricottura, aiutano ad alleviare ulteriormente le sollecitazioni e ad aumentare la resistenza.
Casi di studio appropriati dimostrano come materiali come PA11 e PA12 soddisfino le esigenze di apparecchiature critiche per la sicurezza, ampia tolleranza alle temperature e durata. Sistemi avanzati come HP Jet Fusion consentono di combinare i materiali per ottenere parti composite e multi-proprietà. Grazie alla disponibilità di materiali ad alta resistenza e alle ottimizzazioni dei processi, la stampa 3D è ora in grado di produrre componenti funzionali per uso finale, strumenti e prototipi, al di là delle applicazioni di prototipazione.
Domande frequenti
D: Come faccio a selezionare il materiale giusto per la mia applicazione?
R: Consideri le proprietà meccaniche richieste, l'ambiente operativo e l'uso previsto del pezzo. Proprietà come la resistenza al calore, la resistenza chimica, la forza d'urto, ecc. determinano la scelta del materiale.
D: Qual è il materiale ad alta resistenza più comune per le parti funzionali?
R: Per la prototipazione, la maggior parte dei pezzi funzionali viene stampata in ABS, Nylon o Policarbonato, grazie al loro buon rapporto resistenza/costo. Per le parti industriali, si utilizzano comunemente materiali rinforzati con nylon riempito di vetro o fibra di carbonio.
D: Il riempimento influisce davvero così tanto sulla resistenza?
R: Sì, l'intaso gioca un ruolo importante nel determinare la resistenza del pezzo, soprattutto sotto carico. I riempimenti a densità più elevata, come 60-100%, forniscono una resistenza significativamente maggiore rispetto ai modelli scarsi inferiori a 20%.
D: Come posso ottimizzare la resistenza delle parti critiche portanti?
R: Convalidi le impostazioni ottimali, come l'infill 100%, l'orientamento lungo i carichi, l'aumento dello spessore del guscio, attraverso test sui prototipi. Prenda in considerazione la post-elaborazione, come la ricottura, per massimizzare le resistenze.





