Vai al contenuto
Vai al contenuto 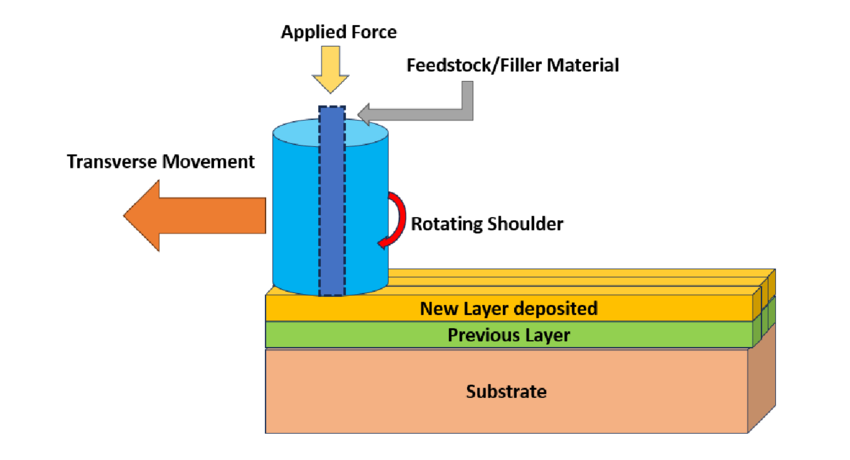
Scopra il potenziale dell'additive friction stir processing (AFSP) per la modifica e la riparazione delle superfici. Esplori i processi chiave, i vantaggi e le applicazioni emergenti dell'AFSP nella creazione di materiali robusti e ad alte prestazioni.
Rispetto alle strategie di assemblaggio convenzionali, la manipolazione per sfregamento offre vantaggi cruciali come percorso privo di contaminazione e a basso consumo energetico per la miscelazione di materiali superficiali all'avanguardia. Questo articolo intende esaminare lo stato attuale e le preziose porte aperte gestite dal costo di una variante della manipolazione della miscela a contatto, nota come manipolazione della miscela a griglia con sostanze aggiunte, o lavorazione a frizione additiva. Una panoramica concisa del sistema AFSP e la prima introduzione agli standard di base.
Trattamento additivo di Friction Stir: Modifica e riparazione della superficie
L'articolo inizia con un'introduzione che fornisce una panoramica sul processo di agitazione per attrito additivo (AFSP) e sul suo significato nell'ingegneria delle superfici dei materiali. Poi illustra nei dettagli la tecnica di Friction Stir additiva, coprendo la procedura di lavorazione, i confini chiave del processo e la progettazione dell'utensile. Successivamente, l'attenzione si sposta sull'affinamento della microstruttura, discutendo l'affinamento dei grani nella zona lavorata, l'impatto dei confini di interazione sui grani e il ruolo della geometria dell'utensile.
La manipolazione del mix di griglie è una strategia di creazione di stati forti di alto livello che viene progressivamente utilizzata per le applicazioni di progettazione delle superfici dei materiali. questa tecnica innovativa migliora le microstrutture, integra i rinforzi compositi e offre una resistenza all'usura superiore per varie applicazioni nel campo della tecnologia. aerospaziale e automobilistico industrie. Sfruttando gli standard di estrema deformazione plastica limitata a temperature elevate, la manipolazione della miscela di griglie consente di regolare in modo mirato le microstrutture della superficie vicina, oltre alla dispersione delle particelle di supporto. Ciò consente di creare strati compositi inediti che conferiscono proprietà semplificate alle superfici metalliche.
In seguito, vengono esaminate le prospettive chiave che influenzano il perfezionamento microstrutturale, insieme alle metodologie per la giunzione del supporto composito. Vengono presentati i telai prodotti attraverso la lavorazione additiva per attrito, contenenti composti metallici supportati da particelle ceramiche e di carbonio. Infine, vengono presentate le applicazioni in via di sviluppo, incentrate sull'alterazione della superficie e sulla fissazione del materiale, in cui la manipolazione della miscela reticolare di sostanze aggiunte mostra un potenziale promettente.
Sostanza aggiunta Strategia di gestione della miscela di macinazione
Procedura di manipolazione
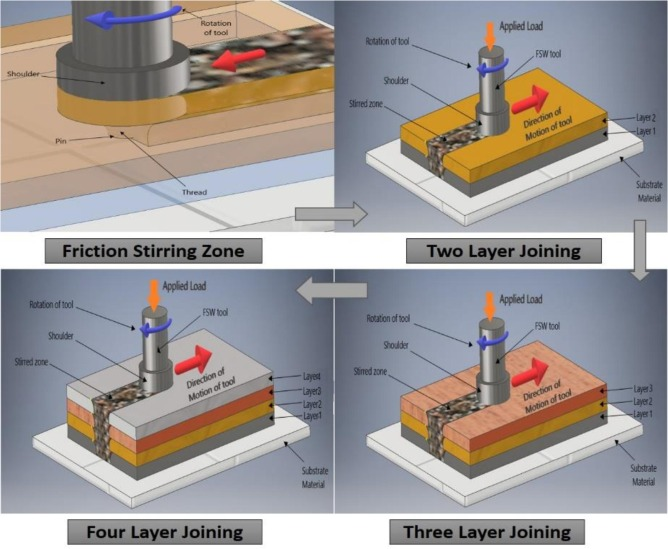
La manipolazione della miscela di macinazione con sostanze aggiunte, il trattamento di agitazione per attrito (AFSP) è un metodo di manipolazione di stato forte alla luce degli standard della miscela di macinazione. Tecniche di saldatura. Nell'AFSP, un dispositivo non consumabile con un perno e una spalla viene girato e immerso nel materiale da manipolare. L'intensità dell'attrito si produce nel punto di interazione tra la spalla di tornitura e il pezzo, provocando una plastificazione limitata del materiale. Il perno dello strumento mescola il materiale plastificato per realizzare la miscelazione e la dispersione di qualsiasi particella di supporto.
Questa manipolazione avviene al di sotto del punto di dissoluzione del materiale, in modo da evitare gli impatti indesiderati legati ai cicli di lavorazione del fluido, ad esempio la porosità e le tensioni persistenti. L'AFSP offre dei vantaggi rispetto ai metodi convenzionali di regolazione della superficie, ad esempio il comando di precisione dell'apporto di calore senza modifiche dello stadio. Il dispositivo può essere attraversato sul substrato, ad esempio, in modo tale che determinate regioni vengano trattate in modo mirato. In questo modo è possibile garantire la finitura e la progettazione sulle superfici del materiale.
Confini del processo
Le proprietà e le qualità del maneggiato finitura superficiale si basano inequivocabilmente sui limiti utilizzati durante la lavorazione additiva per attrito. I confini chiave controllabili comprendono la velocità di rotazione del dispositivo, la velocità di attraversamento dello strumento, la forza del mozzo applicata, il punto di inclinazione dell'apparecchiatura e la profondità di immersione del perno del dispositivo. Questi confini influenzano l'età dell'intensità all'interfaccia del pezzo dello strumento e il ritmo della deformazione del materiale Ning. La velocità di rotazione influenza l'età dell'intensità dell'attrito, mentre la velocità di attraversamento controlla la dispersione del calore e il tasso di flusso del materiale. La forza del mozzo trattiene lo strumento in modo inamovibile contro il substrato. L'impostazione adeguata di questi confini è essenziale per ottenere superfici prive di imperfezioni con proprietà avanzate.
Piano dello strumento
Il piano dello strumento di lavorazione per attrito additivo, in particolare la spalla e il perno, influenza anche i risultati della manipolazione. Le distanze maggiori tra le spalle aumentano la regione di contatto per l'invecchiamento termico, ma possono anche ridurre le sollecitazioni dell'apparecchio. I profili dei perni, tra cui i piani incordati, scanalati o con caratteristiche, funzionano con un veicolo di materiale ulteriormente sviluppato, a differenza dei perni semplici a forma di barile. Le spalle degli strumenti possono essere progettate con profili, ad esempio esempi di pergamena o spirale, per concentrare le sollecitazioni. I materiali degli strumenti ad alta resistenza, robustezza alla rottura e resistenza all'usura, come l'acciaio H13 o il carburo di tungsteno, consentono di gestire altri materiali difficili. La configurazione dello strumento è ottimizzata in base alle proprietà del materiale del substrato e agli eventuali ampliamenti del supporto.
Affinamento della microstruttura
Raffinamento dei grani nella zona gestita
Durante la lavorazione additiva per attrito, l'estremo Varianti di plastica viene conferita al materiale del pezzo sotto la spalla del dispositivo. Quando il materiale è esposto a questa estrema deformità plastica a temperature elevate, vissute in prossimità dell'interfaccia del pezzo del dispositivo, avviene una ricristallizzazione dinamica dei grani. Questo provoca il cambiamento della microstruttura a grana grossa sottostante in una struttura a grana migliore, equiaxed, nella zona di miscelazione. Il ritmo della distorsione plastica estrema e l'età dell'intensità possono essere controllati attraverso i confini AFSP per ottenere vari gradi di affinamento della microstruttura. I ritmi di rotazione più elevati, i pesi cardine e le velocità di attraversamento favoriscono una ricristallizzazione unica e degna di nota, grazie al miglioramento del veicolo del materiale e alle temperature omologhe più elevate raggiunte.
Impatto dei confini di interazione sui grani
La dimensione dei grani realizzati nella zona di miscelazione dipende inequivocabilmente dai confini AFSP scelti. Gli studi hanno dimostrato che velocità di rotazione del dispositivo più elevate, creando una maggiore intensità di attrito, danno luogo a grani ricristallizzati più grandi, a causa della maggiore possibilità di sviluppo dei grani a temperature più elevate. Al contrario, velocità di attraversamento più elevate del dispositivo portano a tassi di raffreddamento più rapidi e obbligano lo sviluppo dei grani, portando di conseguenza a grani di dimensioni migliori. Inoltre, fattori di processo come la forza del mozzo, il profilo del perno e il numero di passate influenzano ulteriormente il grado di plastificazione e ricristallizzazione, e di conseguenza gli ultimi attributi dei grani nelle superfici manipolate con AFSP.
Lavoro di matematica hardware
La matematica della lavorazione additiva per attrito del dispositivo v ha un impatto complessivo sulla struttura dei grani realizzata, a causa delle sue conseguenze sull'età del calore e sulla conduzione del flusso di materiale. Una maggiore distanza tra le spalle aumenta la superficie di contatto per l'apporto di calore durante la manipolazione. Tuttavia, a volte questo può anche aggravare lo sviluppo di deformità. I perni per strumenti inclusi con profili come quelli delle corde o dei fiati lavorano con un veicolo migliore di materiale plastificato rispetto ai perni di base a forma di tubo, migliorando la ricristallizzazione. Numerose passate con uno strumento possono inoltre affinare i grani, grazie alla forte torsione della plastica raccolta ad ogni passaggio. In linea di massima, la configurazione snella del dispositivo, adattata al particolare quadro di supporto del substrato, è fondamentale per comprendere il massimo grado di cambiamento della microstruttura durante l'AFSP.
Alterazione della superficie e produzione di compositi
Tecniche di fusibili di supporto
Per la creazione di compositi superficiali utilizzando la lavorazione additiva per attrito, le particelle di supporto devono essere presentate e disseminate all'interno del materiale del substrato. Le tecniche normali includono il riempimento di scanalature lavorate nel substrato. processi di finitura superficiale con il supporto di particelle prima della manipolazione. D'altra parte, un'organizzazione di aperture o fossette non visibili può essere caricata con fortificazioni. La tecnica di riempimento dei solchi consente la misura più notevole di espansione del supporto, in quanto l'incavo riempito viene quindi mescolato e chiuso durante l'AFSP. Un'altra metodologia è quella di incollare o spruzzare direttamente i rivestimenti di supporto sulla superficie del substrato, ma la realizzazione di una dispersione uniforme può essere una sfida. Il metodo di fusione del supporto utilizzato dipende da fattori come gli aspetti dell'intaglio, le qualità delle molecole e le proprietà del composito designato.
Quadri creati
Un ampio assortimento di strutture di supporto e di substrato è stato prodotto in compositi di superficie utilizzando la tecnologia Additive Friction Stir Processing. I compositi di magnesio e alluminio sono generalmente utilizzati come substrati per la loro leggerezza e le loro proprietà meccaniche. Le fortificazioni incorporano ossidi cotti come l'allumina e la silice, che migliorano la durezza e l'ostacolo all'usura. I carburi come il carburo di silicio e i carburi metallici modificati aumentano la resistenza. Le particelle di terra non comune nelle combinazioni di magnesio affinano i grani della struttura. Le nanostrutture di carbonio come il grafene e i nanotubi di carbonio conferiscono una forte conduttività elettrica e petrolifera. Si stanno studiando anche miscele incrociate di varie fortificazioni.
Proprietà dei compositi in arrivo
Le proprietà dei compositi di superficie con processo di agitazione per attrito additivo sono fortemente influenzate dalla raffinatezza dei grani realizzata nella microstruttura del substrato, oltre che dalla dispersione e dal mantenimento uniforme delle particelle di supporto. Grani migliori e più omogenei, insieme a meno raggruppamenti di particelle o abbandoni di punti di connessione, significano una durezza, una resistenza e un'ostruzione all'usura ulteriormente sviluppate rispetto al materiale del substrato non rinforzato. Confini che aggiornare la microstruttura cambiamenti come velocità di rotazione del dispositivo più elevate o numerose passate di manipolazione favoriscono in questo modo un miglioramento della proprietà più elevato. Il livello di avanzamento dipende anche dalle proprietà intrinseche e dalla capacità di accumulo del particolato scelto.
Applicazioni di fissaggio del materiale
Correzione del volume
La manipolazione del mix di griglie di sostanze aggiunte mostra garanzia per la correzione delle deformazioni volumetriche nei progetti e nei pezzi metallici. Recuperare le carenze lasciate da rotture, danni da usura o difetti presentati durante i cicli di assemblaggio precedenti può aiutare a ristabilire la rispettabilità di fondo. I fori di chiavetta e le rotture passanti nelle combinazioni di base di aerei e automobili sono un punto focale per la correzione, grazie alla lavorazione additiva per attrito. La modalità di espansione persistente del materiale e la padronanza avanzata delle vie trasversali rendono la lavorazione additiva per attrito appropriata per queste applicazioni, rispetto ai metodi di fissaggio basati su tappi fissi.
Opposizione all'usura superficiale
L'AFSP viene progressivamente applicato per il miglioramento dei sistemi di usura. materiali metallici liquidi e superfici combinate. Gli strati compositi supportati offrono una protezione contro l'erosione e i punti raschiati dai substrati. Le superfici dure contenenti particolato, prodotte utilizzando l'Additive Friction Stir Processing, mostrano uno sfregamento e un'usura minori in applicazioni come le camere a pressione e i cuscini di contatto delle auto. Il fissaggio e il rivestimento della superficie con l'AFSP impedisce lo svilimento dei pezzi, aumentando la durata potenziale dell'aiuto. Questo offre possibilità allettanti per le apparecchiature, i motori e le fondamenta moderne esposte a condizioni tribologiche estreme.
Conclusione
Nel complesso, la manipolazione di miscele di erosione di sostanze aggiunte si è affermata come un metodo di stato forte, flessibile e vantaggioso dal punto di vista economico, per consentire il cambiamento controllato delle microstrutture dei substrati metallici e la creazione di strati superficiali compositi supportati. Questa variante all'avanguardia della manipolazione del mix di griglie utilizza i vantaggi dell'espansione persistente del materiale per affrontare difficoltà già inamovibili nel campo della progettazione di amalgami e parti.
Il miglioramento dei limiti di manipolazione correlati, come la matematica dello strumento, la velocità di rotazione e l'avanzamento trasversale, presenta straordinarie possibilità di aprire la vera capacità del processo di agitazione additiva per attrito di adattare completamente le proprietà superficiali a diversi substrati e supporti. In genere, le aree di manipolazione del mix di sostanze aggiunte sono di forza per la progettazione di materiali superficiali vigorosi e di esecuzione superiore, grazie all'abuso di una raffinatezza microstrutturale elevata e limitata e alle associazioni di particelle ottenibili solo attraverso una distorsione plastica grave e non armonica.
Domande frequenti
D: Qual è la distinzione fondamentale tra la saldatura dell'impasto a griglia e la manipolazione dell'impasto per sfregamento?
R: La saldatura per contatto viene utilizzata per unire materiali comparativi o unici, mentre la manipolazione per erosione modifica la microstruttura e le proprietà di un materiale senza unire.
D: A quale intervallo di temperatura avviene regolarmente la manipolazione della miscela per l'erosione delle sostanze aggiunte?
R: Per la maggior parte delle combinazioni di alluminio, la lavorazione additiva per attrito avviene nell'ambito di 0,6-0,9 volte il punto di dissoluzione del materiale, il che evita i problemi legati alla gestione della fase fluida, come la porosità e gli oneri residui.
D: Come avviene il consolidamento del supporto durante la manipolazione della miscela a contatto con la sostanza aggiunta?
R: Le fortificazioni vengono comunemente presentate riempiendo sezioni o aperture lavorate nella superficie del substrato prima della manipolazione. Quando lo strumento attraversa, le fortificazioni si mescolano e si disperdono all'interno del materiale plastificato della griglia.