Loncat ke konten
Loncat ke konten 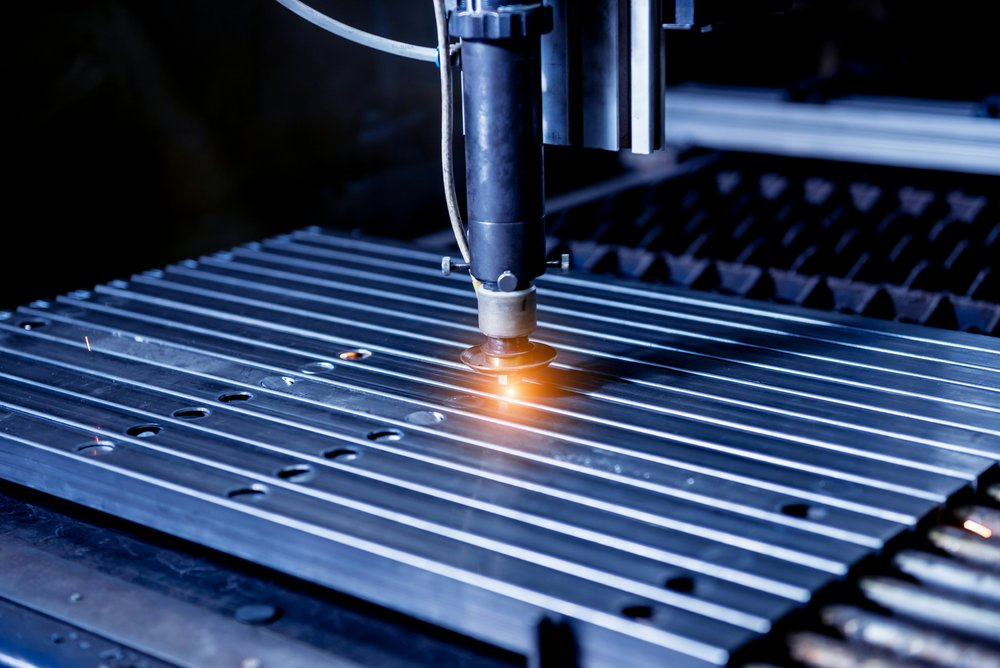
Temukan solusi efektif untuk masalah fabrikasi logam yang umum, termasuk teknik pengelasan dan pemotongan. Pelajari tentang persiapan material, penyiapan peralatan, otomatisasi, dan lainnya untuk hasil yang konsisten dan berkualitas tinggi dalam pengerjaan logam.
Masalah Fabrikasi Logam Terpecahkan: Lebih baik untuk teknik pengelasan dan pemotongan

Fabrikasi logam memainkan peran penting dalam industri seperti otomotif, kedirgantaraan, dan manufaktur. Fabrikator memotong, membengkokkan, mengelas, dan membentuk bahan mentah menjadi komponen dan struktur yang presisi. Namun, fabrikasi lembaran logam dapat menimbulkan tantangan: pemotongan mungkin tidak sempurna, pengelasan mungkin memiliki kekurangan, dan pekerjaan dapat mengalami penundaan. Masalah muncul dari penyiapan peralatan yang tidak tepat, tindakan keselamatan yang tidak memadai, pelatihan yang tidak memadai, dan kurangnya proses kontrol kualitas.
Artikel ini menyajikan solusi untuk masalah pengerjaan logam yang umum yang berfokus pada teknik pengelasan dan pemotongan. Kami akan membahas praktik terbaik untuk menyiapkan material, mengonfigurasi peralatan, mengembangkan keterampilan, dan memastikan kualitas. Dengan mengatasi masalah secara sistematis, perakit dapat meminimalkan kesalahan produksi, memaksimalkan efisiensi dan hasil produksi, serta memproduksi komponen dengan standar yang ketat.
Persiapan Bahan:
Persiapan bahan dasar yang menyeluruh sangat penting untuk teknik pengelasan dan pemotongan yang sukses. Kotoran, minyak, cat, dan oksida harus dihilangkan dari permukaan material untuk memungkinkan peleburan dan ikatan yang tepat. Kontaminan menyebabkan ketidakkonsistenan, menyebabkan porositas atau keretakan, dan menghambat kinerja peralatan.
Untuk baja, penggerindaan adalah metode persiapan yang paling efektif. Metode ini menciptakan permukaan kasar yang baru dan seragam yang optimal untuk pengelasan. Roda kawat atau cakram abrasif yang dilapisi dapat digunakan dengan baik. Jika penggerindaan tidak praktis, pertimbangkan pengamplasan dengan kertas grit tinggi atau sabut baja.
Aluminium membutuhkan pembersihan khusus. Lapisan oksida asalnya jauh lebih kuat daripada baja dan tidak mudah terkikis. Metode kimiawi adalah yang terbaik. Mencelupkan komponen ke dalam larutan natrium atau kalium hidroksida pada suhu 150-180 ° F akan melarutkan oksida dalam beberapa menit. Selalu bersihkan aluminium terlebih dahulu menggunakan pelarut seperti alkohol terdenaturasi. Baja tahan karat mendapat manfaat dari perawatan mekanis dan kimiawi. Pengeboran dan Penggilingan dengan persiapan roda aluminium oksida atau silikon karbida untuk teknik pengelasan dan pemotongan. Kemudian, mencelupkan ke dalam larutan asam sitrat atau asam nitrat akan mengetsa permukaan dan menghilangkan noda.
Pengaturan Peralatan Pengelasan:
Pengaturan dan konfigurasi yang tepat untuk sumber daya pengelasan dan obor secara signifikan memengaruhi kinerja dan hasil proses. Operator harus mengoptimalkan pengaturan voltase, kecepatan kawat, dan aliran gas berdasarkan jenis dan ketebalan material.
Sebagai contoh, pengelasan MIG baja biasanya menggunakan voltase 18-25V dan kecepatan pengumpanan kawat 150-500 inci per menit untuk bagian yang tipis hingga tebal. Menambahkan gas pelindung selulosa atau CO2 dengan kecepatan 15-30 kaki kubik per jam akan melindungi genangan las.
Pengelasan pulsa magnetik aluminium membutuhkan tegangan yang lebih rendah (10-15V) untuk kontrol kabel yang lebih baik. Gas campuran inert seperti argon-helium memberikan fusi yang lebih unggul dibandingkan dengan argon murni. Aliran gas ekstra sekitar 1,5X laju baja standar menghilangkan oksidasi dengan lebih baik. Posisi teknik pengelasan dan pemotongan serta geometri sambungan juga menentukan penyesuaian peralatan. Pengelasan vertikal-up mengakumulasi percikan dengan mudah, sehingga menurunkan tegangan 0,5-1V mencegah slagging. Sambungan sudut luar pada pipa tebal membutuhkan pengumpanan kawat yang lebih tinggi untuk pengisian kabel yang memadai? Mekanisme seperti gulungan penggerak, lapisan obor, dan ujung kontak menunjukkan keausan dari waktu ke waktu.
Periksa secara teratur apakah ada kekencangan, retakan, dan penumpukan kotoran yang menghalangi pengumpanan kabel. Ganti bahan habis pakai sebelum terjadi penurunan performa. Semua kabel yang memberi daya pada peralatan teknik pengelasan dan pemotongan harus berukuran tepat untuk menghindari panas berlebih di bawah beban kerja. Keselamatan kebakaran juga sangat penting - jaga agar ruangan tetap bersih dan kering dengan alat pemadam terdekat. Dengan pengaturan mesin yang dioptimalkan, perakit menghasilkan pengelasan yang lebih kuat dan berkualitas lebih tinggi.
Pengaturan Peralatan Pemotongan:
Baik plasma, bahan bakar oksi, laser atau ET air, pemesinan mutakhir Peralatan ini memerlukan kalibrasi dan penyetelan mesin yang cermat untuk mendapatkan hasil yang presisi. Untuk obor plasma, arus, tekanan gas, dan kecepatan potong bekerja bersama-sama. Tekanan udara dan gas plasma yang tepat menghasilkan kualitas busur dan pemotongan yang optimal pada kecepatan gerak yang meningkat. Tekanan yang terlalu terbatas akan memotong terlalu lambat sementara aliran berlebih akan meniup logam cair dan mengurangi kontrol pemotongan.
Pengaturan bahan bakar oksi berfokus pada campuran dan tekanan gas. Asetilena memotong baja dengan baik dengan oksigen 25-30psi dan asetilena 10-15psi di dalam obor. Sesuaikan tekanan ke atas atau ke bawah berdasarkan ketebalan dan bahan yang dipotong untuk mengontrol bentuk api dan efek oksidasi.
Pemotong laser melibatkan penyelarasan cermin, lensa pemfokusan, dan pengaturan ukuran titik, daya, dan gas bantuan. Bahan lembaran yang lebih padat memerlukan titik fokus yang lebih kecil sedangkan pelat yang lebih tebal mengelas dengan sinar yang lebih besar dan tidak terlalu terkonsentrasi.
Pemotongan waterjet Sistem ini melibatkan pengaturan ukuran nozzle, laju pengumpanan abrasif, dan tekanan air berdasarkan kekerasan material, ketebalan, dan atribut kualitas potongan yang diinginkan seperti kualitas tepi versus kecepatan.
Semua pemotong membutuhkan tangki dan komponen obor yang bersih dan terawat dengan baik serta komponen penyaringan dan pengaturan tekanan yang tepat. Keselamatan kebakaran tetap penting dengan obor bahan bakar oxy terlepas dari kualitas penyiapannya. Dengan mesin yang dioptimalkan, fabrikator memotong secara berulang dan produktif.
Teknik Pengelasan:
Penguasaan teknik pengelasan dan pemotongan memastikan sambungan yang kuat dan bebas cacat memenuhi persyaratan aplikasi. Untuk SMAW teknik pengelasan Pada baja tipis, pertahankan pola tenunan melingkar kecil dengan kecepatan 7-15 inci per menit dengan kemiringan ujung elektroda 2-5 derajat. Arus listrik tergantung pada ukuran elektroda - batang 1/8″ bekerja dengan baik pada 80-120A.
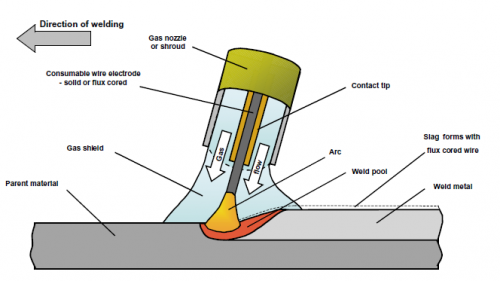
Dengan GMAW, pegang obor pada sudut dorong 15 derajat dan gerakkan dengan pola sedikit menenun. Kecepatan gerak 80-150ipm menghasilkan kecepatan umpan kawat yang baik untuk fusi material pengisi tanpa percikan yang berlebihan. Perjalanan senjata yang tepat mempertahankan bentuk las.
FCAW mirip dengan GMAW tetapi kawat berinti fluks mengeluarkan lebih banyak asap. Luangkan waktu ekstra untuk menyiapkan ekstraksi asap yang memadai, terutama pada pengelasan horizontal. Pegang pistol secara tegak lurus dan lakukan 3-5 lintasan manik-manik stringer dengan kecepatan 60-100ipm.
SAW membuat bahan pendukung yang kaku dengan cepat menggunakan metode umpan kawat sinkron dan tarian busur. Jalankan jahitan datar atau vertikal pada 100-150ipm menggunakan osilasi tenun dengan lebar 1/2-1″. Optimalkan perjalanan untuk profil penuh. Teknik multi pass menambah kekuatan. Untuk pengelasan butt, jalankan manik tenun di bagian akar diikuti dengan stringer yang menambahkan filler untuk tutup lintasan kedua yang panas. Sambungan pangkuan membutuhkan sedikit pola anyaman yang tumpang tindih pada setiap tepi pengelasan.
Pemasangan sambungan yang tepat dan pemilihan logam pengisi melengkapi pengelasan berkualitas. Gunakan E6013 untuk baja karbon dan E71T-1 untuk pengelasan MIG baja tahan karat. Penyusutan terjadi, jadi giling sambungan sedikit kencang sebelum teknik pengelasan dan pemotongan. Biarkan pendinginan di antara lintasan untuk mencegah retak dan memastikan penetrasi penuh. Di seluruh teknik, berlatihlah untuk mempertahankan panjang penonjolan yang konstan dan mengembangkan gaya sudut batang yang stabil serta kecepatan gerak untuk mencapai pengelasan yang halus dan seragam yang memenuhi kode dan persyaratan desain.
Teknik Pemotongan:

Baik pemotongan lurus, melingkar, atau pemotongan keseluruhan yang presisi, fabrikator logam harus menguasai teknik sistem plasma, bahan bakar oksi, laser, dan sistem air rjet. Untuk lurus pemotongan plasma pada baja ringan hingga 1/2″, bergerak dengan kecepatan 15-25ipm dengan mempertahankan kerf 1/8″ yang kecil. Arahkan senter 10-15 derajat dan arahkan dengan sudut atas untuk mendapatkan potongan yang bersih. Tusuk lubang awal dengan menggunakan busur yang meruncing kemudian ikuti dengan potongan lurus. Pemotongan dengan bahan bakar oksi lebih lambat dan membutuhkan perjalanan obor yang seragam 3-10ipm.
Kendalikan nyala api terfokus 6-8″ dengan tekanan yang merata pada roda potong. Arahkan ke bagian yang dipotong dengan titik nyala api netral untuk mencegah tarikan ke belakang. Untuk kemiringan, gerakkan senter bersamaan dengan sudut roda potong. Pemotong laser memberikan akurasi di bawah toleransi 0,005". Tusuk dimulai dengan denyut balok di bawahnya kemudian ikuti dengan daya potong yang terus menerus. Kecepatan gerak 80-400ipm bergantung pada material dan ukuran nozzle tetapi tetap mempertahankan fokus yang konsisten. Teknik pengelasan dan pemotongan jet air membutuhkan pergerakan aliran padat yang tegak lurus pada 30-125ipm. Sesuaikan sudut lancip dan aliran abrasif untuk kinerja pemotongan yang bergantung pada kekerasan. Bergeraklah sepanjang jari-jari dengan lancar daripada garis tersegmentasi untuk bagian yang rata.
Pemotongan keseluruhan memperkuat secara konsentris mengurangi daya atau tekanan saat lubang ditembus. Senter plasma memotong dalam lebar garitannya untuk lubang, sementara bahan bakar oksi mungkin memerlukan lintasan bersarang dengan roda pemotong berdiameter lebih besar hingga 4″. Bahan yang dijepit dengan benar memberikan gerakan obor yang halus dan stabil. Sistem yang dikontrol CNC mengulangi teknik manual secara konsisten pada banyak bagian. Mengikuti kondisi pemotongan yang dioptimalkan, perakit membentuk berbagai macam lembaran dan pelat secara akurat.
Otomatisasi dalam Fabrikasi:
Fabrikasi otomatisasi memperkenalkan konsistensi dan peningkatan hasil melalui proses yang dikontrol oleh komputer. Mesin plasma, laser, dan jet air CNC memotong komponen yang berulang dari jalur yang diprogram hampir tanpa menggunakan tangan. Operator memuat material di atas meja otomatis yang bermanuver di bawah kepala yang tidak bergerak.
Sel pengelasan robotik menjalankan urutan yang telah diprogram sebelumnya yang mengajarkan teknik pengelasan dan pemotongan pada lengan yang diartikulasikan. Sistem penglihatan memandu pencocokan dan pemasangan untuk pengelasan multiposisi otomatis tanpa menangani ulang komponen. Gerakan obor yang konsisten, tekanan, dan kecepatan oleh robot melebihi kemampuan manusia. Sistem paletisasi menawarkan produksi tanpa henti. Robot memuat dan membongkar palet bahan kosong dan bahan jadi dari Mesin CNC pada alat angkut yang berjalan ke beberapa sel kerja. Penyimpanan inventaris di dekatnya menjadi penyangga antrean.
Pengumpan gulungan otomatis menyediakan pengiriman bahan tepat waktu ke robot pemotongan laser untuk produksi yang ramping. Pengumpan batang juga menyediakan stok batang untuk pusat pembubutan dan mesin tabung. Perangkat lunak membuat mesin antarmuka menjadi sederhana melalui pemrograman umum dan bahasa kinematik. Alur kerja berbasis templat menghasilkan file potongan bersarang dan urutan teknik pengelasan dan pemotongan kode untuk kustomisasi massal. Integrator membantu dalam implementasi dan pengoptimalan.
Sementara biaya modal yang tinggi menuntut volume yang tinggi, otomatisasi memberikan presisi, pengulangan, dan penanganan suku cadang yang lebih besar/berat di luar kemampuan manual. Produksi hibrida menyeimbangkan otomatisasi dengan keahlian manusia yang fleksibel untuk permintaan lini campuran. Bersama-sama, keduanya meningkatkan hasil dan kualitas untuk operasi fabrikasi yang kompetitif.
Kesimpulan:
Artikel ini menguraikan beberapa area utama yang harus dikuasai oleh fabrikator untuk secara konsisten menghasilkan komponen yang dilas dan dipotong berkualitas tinggi dengan masalah yang minimal. Persiapan bahan dasar secara menyeluruh melalui pembersihan dan perawatan permukaan yang diperlukan menjadi dasar. Pengaturan teknik pengelasan dan pemotongan dengan benar, sumber daya dan laju aliran gas, serta mengoptimalkan parameter mesin pemotong plasma juga penting untuk kontrol proses dan hasil.
Mengembangkan keterampilan manual melalui teknik seperti pola penenunan dan mempertahankan kecepatan obor memungkinkan untuk menghasilkan lasan yang kuat dan bebas cacat serta pemotongan yang presisi. Melengkapi pekerjaan langsung dengan alat bantu seperti sistem otomatis dan robotika membantu meningkatkan hasil produksi, pengulangan, dan keselamatan di pabrik. Mengikuti praktik terbaik di seluruh penanganan material, penyiapan peralatan, serta teknik pengelasan dan pemotongan manufaktur dapat menyelesaikan banyak masalah fabrikasi logam yang umum terjadi. Hal ini memungkinkan fabrikator meningkatkan efisiensi operasi dan menghasilkan produk yang memenuhi standar kualitas yang ketat dari waktu ke waktu.
Pertanyaan yang Sering Diajukan:
T: Apa yang harus saya cari dalam membeli peralatan fabrikasi?
J: Pertimbangkan kapasitas alat berat, kemampuan otomatisasi, dukungan garansi dan opsi peningkatan. Berbelanjalah untuk nama-nama merek yang tahan lama dan lihatlah unit demonstrasi.
T: Dapatkah pemotongan plasma menggantikan bahan bakar oxy untuk aplikasi seperti pemotongan tabung?
J: Plasma memberikan pemotongan yang lebih cepat dengan kualitas yang lebih tinggi, tetapi memiliki biaya pengoperasian yang lebih tinggi. Oxyfuel tetap yang terbaik untuk bahan tebal dan pemotongan portabel.
T: Berapa biaya sel pengelasan robotik biasanya?
J: Sel tingkat pemula dapat dimulai dari $150K tetapi sistem skala besar dapat menelan biaya lebih dari $1M tergantung pada jumlah robot, alat las, dan pengamanan yang diperlukan.
T: APD apa yang diperlukan untuk pengelasan?
J: Setidaknya, helm las, sarung tangan, kacamata pengaman dan sepatu bot berujung baja. Peralatan pelindung tambahan seperti jaket dan layar melindungi dari percikan api dan paparan sinar UV.
T: Seberapa pentingkah persiapan material untuk pengelasan aluminium?
J: Persiapan material sangat penting untuk aluminium karena lapisan oksidanya harus dihilangkan sepenuhnya untuk mencapai ikatan yang tepat dalam pengelasan.