Loncat ke konten
Loncat ke konten 
Jelajahi dampak transformatif dari pencetakan 3D skala besar dalam industri konstruksi. Artikel komprehensif ini membahas lengan robot dan printer gantry, material utama, dan tahapan proses pencetakan, menyoroti inovasi dan tantangan masa depan dalam teknologi konstruksi.
Pencetakan 3D Skala Besar: Inovasi dalam Konstruksi dan Infrastruktur
Artikel ini mencakup beberapa bagian penting yang terkait dengan pencetakan 3D skala besar dalam konstruksi. Dimulai dengan pendahuluan yang menguraikan signifikansi dan tren terkini dalam industri ini. Setelah itu, artikel ini merinci jenis-jenis printer 3D skala besar, menyoroti printer lengan robotik dan printer gantry, beserta kelebihan dan keterbatasannya. Pembahasan kemudian beralih ke bahan yang digunakan Pencetakan 3D dalam konstruksi, termasuk berbagai bahan semen, paduan logam untuk WAAM, dan bahan cetak komposit yang sedang berkembang.
Pencetakan 3D muncul sebagai inovasi progresif dalam industri konstruksi yang biasanya lamban. Melalui proses otomatisasi dan memungkinkan prospek rencana baru, pencetakan 3D berjanji untuk mempersingkat jadwal, mengurangi limbah, dan membuat konstruksi lebih produktif dan berkelanjutan secara umum. Artikel ini diharapkan dapat memberikan garis besar efek transformatif dari prosedur pencetakan 3D skala besar untuk aplikasi konstruksi. Artikel ini membahas status kemajuan saat ini, arah masa depan, dan kesulitan yang ada.
Jenis-jenis Printer 3D Skala Besar dalam Konstruksi
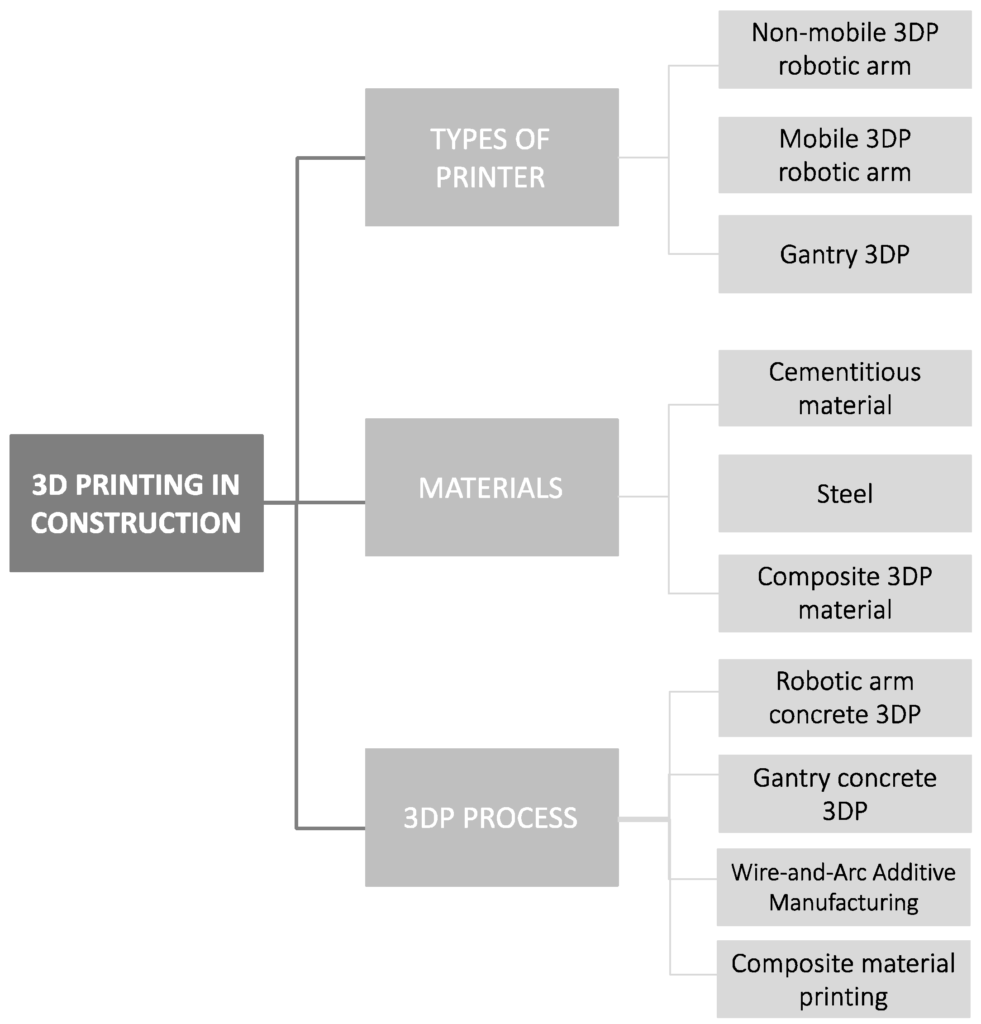
Skala besar Printer 3D yang digunakan dalam industri konstruksi terutama dapat dipesan ke dalam dua kelas: printer lengan robotik dan printer gantry. Kedua jenis ini menggunakan manufaktur zat tambahan untuk merakit komponen konstruksi lapis demi lapis dari bahan semen.
Printer 3D Lengan Robotik
Lengan robotik pencetakan 3D skala besar terdiri dari pengontrol robotik multi-poros yang dilengkapi dengan kepala cetak. Lengan robotik memberikan kemampuan dan fleksibilitas yang tinggi melalui 6 tingkat peluangnya. Hal ini mempertimbangkan bentuk matematis yang lebih rumit yang harus diselesaikan dibandingkan dengan kerangka kerja gantry 3-hub konvensional. Jenis yang umum adalah mesin konstruksi yang dilengkapi dengan pompa beton bergerak yang berfungsi sebagai print head. Sistem pengiriman beton dan kepala cetak dipasang pada mesin, dengan boom yang bertindak sebagai lengan robot yang dikendalikan menggunakan Pencetakan 3D dalam pembuatan prototipe algoritma. Beberapa perusahaan seperti Apis Cor juga menggunakan lengan robotik yang dipasang pada platform yang dapat digerakkan.
Hal ini memberikan mobilitas pencetakan untuk struktur multi-unit. Namun, kontrol dan kualitas dapat menjadi masalah karena robot juga bergerak selama pencetakan. Untuk meningkatkan skala, beberapa robot dapat berkolaborasi seperti yang ditunjukkan oleh Zhang dkk. Setiap platform yang dipasang robot melakukan tugas pencetakan terpisah secara sinkron. Pergerakan bebas tabrakan dipastikan melalui perangkat lunak perencanaan jalur yang terkoordinasi. Tantangannya adalah area cetak yang lebih kecil yang dibatasi oleh jangkauan robot. Untuk mengatasi hal ini, Keating dkk. memasang lengan pada pangkalan bergerak yang dilacak, yang memungkinkan fabrikasi di tempat secara otonom.
Printer 3D Gantry
Printer gantry adalah opsi yang paling banyak diteliti untuk pencetakan 3D skala besar dalam konstruksi. Contour Crafting adalah pelopor awal, menggunakan beberapa gantry di atas kepala. Desain tipikal melibatkan balok bergerak horizontal yang membawa print head, bergerak di sepanjang rel atau kolom tetap pada sumbu X, Y. Contohnya termasuk printer dari Universitas Loughborough dan Spetsavia yang mampu mencetak bangunan penuh. Konfigurasi modular seperti BOD2 dari COBOD dan Crane WASP dari WASP semakin meningkatkan skala. Beberapa unit yang dapat dipertukarkan dapat dirakit sesuai kebutuhan, dengan ukuran bangunan yang secara teoretis tidak terbatas. Printer Gantry menawarkan keunggulan seperti kontrol yang lebih sederhana, presisi yang lebih tinggi, dan kemampuan untuk menggunakan agregat kasar dalam campuran beton. Namun, mobilitas yang terbatas membutuhkan perakitan/pembongkaran di tempat di setiap lokasi bangunan baru.
Bahan untuk Pencetakan 3D Konstruksi
Untuk konstruksi pencetakan 3D skala besar, bahan utama yang dapat dicetak adalah bahan semen dan paduan logam. Selain itu, teknik pencetakan komposit yang memadukan semua ini, juga mendapatkan perhatian.
Bahan Semen
Bahan yang biasa digunakan untuk pencetakan 3D konstruksi dengan beton termasuk beton semen, geopolimer, beton bertulang serat, dll. Beton semen adalah bahan yang paling banyak diteliti untuk pencetakan 3D skala besar. Namun, untuk mencapai sifat reologi yang diperlukan untuk pencetakan, agregat tradisional sering kali diganti dengan alternatif yang lebih halus seperti pasir. Hal ini mengurangi kerentanan retak susut tetapi menghasilkan komposit yang lebih lemah. Geopolimer adalah pengikat aluminium-silikat yang dapat menggantikan sebagian semen.
Bahan Logam untuk WAAM
Pencetakan 3D skala besar menggunakan proses pembuatan bahan tambahan kawat dan tikungan (WAAM). Logam yang biasanya ditangani meliputi preparat stainless, kombinasi titanium, dan aluminium. WAAM telah diterapkan untuk memproduksi komponen utama untuk industri konstruksi.
Bahan Cetak 3D Komposit
Penelitian mengeksplorasi material semen yang diperkuat dengan serat, kabel baja atau kabel mikro. Pendekatan yang menjanjikan menggabungkan beton Bahan cetak 3D di sekitar struktur baja yang dibangun menggunakan lengan robot. Namun, tantangan integrasi seputar manajemen panas tetap ada. Bagian ini memberikan penjelasan rinci tentang bahan utama yang digunakan untuk pencetakan 3D konstruksi yang diuraikan secara garis besar.
Proses Pencetakan 3D
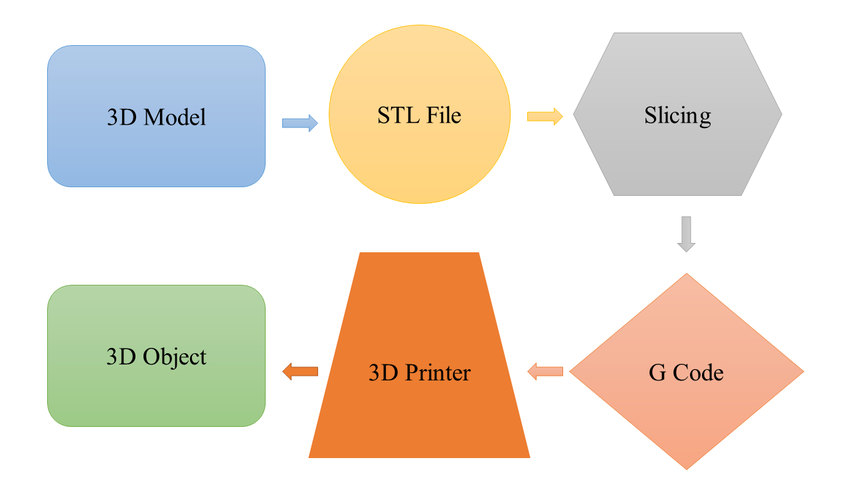
Setiap proses pencetakan 3D skala besar untuk konstruksi terdiri dari pengembangan model, produksi/transportasi material, pengendapan lapisan, dan kontrol kualitas.
Pembuatan Model
Model digital diiris menjadi lapisan non-planar menggunakan kontinuitas tangensial untuk transisi yang lebih mulus antara lapisan dengan ketebalan yang bervariasi, sepenuhnya memanfaatkan kemampuan Logam cetak 3D teknologi. Strategi ini mempertahankan permukaan kontak yang konstan di antara lapisan.
Produksi dan Pengangkutan Material
Untuk pencetakan skala besar di lokasi, beton biasanya dikirim dalam keadaan sudah tercampur dari batching plant untuk menghindari gangguan. Namun, pencampuran tambahan mungkin diperlukan setelah pengangkutan dan sebaiknya setelah pemompaan untuk mencapai reologi yang optimal. Akselerator dapat digunakan sebelum ekstrusi.
Deposisi Lapisan
Pada printer gantry, print head menyimpan material di sepanjang jalur alat menurut model irisan, membangun lapisan yang berurutan. Printer robotik mengeluarkan material melalui end-effector di sepanjang lintasan yang diprogram. Perkakas pencetakan 3D kecepatan, ketebalan lapisan, dan aliran material mempengaruhi presisi geometris dan pengembangan kekuatan. Umpan balik yang terus menerus memungkinkan kontrol reologi secara real-time.
Kontrol Kualitas
Hal ini memerlukan pemantauan sifat-sifat keadaan segar dan mengeras. Reologi sangat penting dan dinilai secara in-line, misalnya melalui kuantifikasi energi ekstrusi. Sensor melacak dimensi, homogenitas, pengawetan. Pengujian non-destruktif mengevaluasi kinerja mekanis. Data proses dan simulasi menyempurnakan desain dan strategi campuran. Kontrol kualitas menutup lingkaran umpan balik desain-produksi.
Pertimbangan Tambahan
Untuk proyek berskala besar, pra-perencanaan yang ekstensif menyumbang logistik pengiriman material. Perakitan komponen dapat mengikuti pencetakan monolitik. Pendekatan hibrida mengintegrasikan pencetakan 3D skala besar dalam konstruksi bekisting. Pengkondisian lingkungan dan dosis akselerator memerlukan penilaian.
Sifat Mekanis
Perilaku mekanis dari pencetakan 3D yang berkelanjutan elemen konstruksi menunjukkan anisotropi karena fabrikasi berbasis lapisan. Selain itu, ketidakakuratan geometris dari proses pencetakan memperkenalkan variabel tambahan.
Properti Kekuatan
Kekuatan tekan terbukti paling tinggi secara longitudinal di sepanjang lapisan yang dicetak karena tekanan konsolidasi. Kekuatan menurun secara lateral dan berkurang secara tegak lurus pada lapisan yang mengalami pengerasan yang paling sedikit. Kecenderungan yang sama juga terjadi pada perilaku lentur. Pengujian menunjukkan kekuatan minimum tegak lurus terhadap lapisan yang dicetak dimana beton segar mengendap dengan sangat bebas sebelum mengeras. Tanpa adanya batasan lateral atau tulangan, penurunan akan melemahkan koherensi antar lapisan. Kekuatan anisotropi melebihi 10% di berbagai orientasi bangunan. Penyertaan serat mengurangi hal ini, mendistribusikan tegangan secara seragam. Desain struktural harus mempertimbangkan arah kekuatan daripada mengasumsikan isotropi.
Pencetakan 3D Komposit
Campuran cetak 3D yang diperkuat, seperti beton berkabel mikro, mengungguli pasta semen biasa. Kabel mikro menahan keretakan dan menghambat spalling saat terjadi benturan. Komposit memanfaatkan sinergisme tulangan/matriks, mengoptimalkan properti untuk peran struktural. Pasta yang sarat serat tahan lebih banyak beban daripada yang setara dengan cor atau ekstrusi, yang membuktikan ikatan antar muka yang unggul. Komposit membuat pencetakan 3D skala besar untuk aplikasi struktural yang menuntut yang biasanya disediakan untuk konstruksi konvensional.
Kesimpulan
Sebagai kesimpulan, artikel ini telah memberikan tinjauan mendalam mengenai dampak dan kemajuan teknologi pencetakan 3D skala besar dalam industri konstruksi. Tinjauan terperinci diberikan pada jenis-jenis printer utama - lengan robot dan sistem gantry, yang menguraikan prinsip-prinsip operasi yang berbeda, contoh-contoh, dan kelebihan/keterbatasannya. Tinjauan ini juga menganalisis bahan utama yang dapat dicetak yang difokuskan pada penelitian pencetakan 3D konstruksi - komposisi semen untuk pencetakan beton serta paduan logam yang ditargetkan dalam manufaktur aditif busur kawat. Pendekatan penguatan komposit juga dibahas.
Secara keseluruhan, tinjauan ini menggarisbawahi peran pencetakan 3D skala besar yang berpengaruh dalam mendorong inovasi konstruksi, menawarkan peningkatan efisiensi, penyesuaian, dan potensi prefabrikasi di luar lokasi. Namun, tantangan seputar ketidakpastian geometris, ketidakseragaman, dan karakterisasi perilaku jangka panjang membutuhkan upaya terfokus untuk memaksimalkan kelayakan dan manfaatnya dalam skala penuh. Seiring perkembangan teknologi, penggunaan pencetakan 3D sebagai katalisator evolusi masa depan lingkungan binaan akan semakin diperkuat.
Pertanyaan Umum
T: Apa jenis printer 3D utama yang digunakan dalam konstruksi skala besar?
J: Artikel ini meneliti bahwa pencetakan 3D skala besar terutama dapat diklasifikasikan sebagai printer lengan robotik atau printer gantry. Printer lengan robot menggunakan pengontrol robot multi-hub dengan kepala cetak, sedangkan printer gantry melibatkan kepala cetak yang dipasang pada batang bergerak datar.
T: Bahan apa saja yang dapat dicetak 3D untuk aplikasi konstruksi?
J: Material utama yang dapat dicetak yang diperiksa adalah material yang mengandung semen untuk pencetakan substansial, serta komposit logam yang ditangani dengan menggunakan manufaktur zat tambahan kawat-bengkok (WAAM). Pendekatan penguatan komposit yang menggabungkan kedua hal tersebut juga mulai bermunculan.
T: Apa saja kemajuan normal yang terlibat dalam proses pencetakan 3D skala besar untuk konstruksi?
J: Tahapan utama yang diuraikan adalah pembuatan model terkomputerisasi, pembuatan/pengiriman material, pernyataan lapisan, dan kontrol kualitas properti baru dan yang sudah dipadatkan.
T: Manfaat apa yang ditawarkan pencetakan 3D untuk konstruksi?
J: Keuntungan yang ditampilkan termasuk mekanisasi, peluang perencanaan, jadwal yang dipersingkat, penurunan pemborosan, keberlanjutan yang dikembangkan lebih lanjut, dan potensi penurunan biaya dibandingkan dengan teknik biasa.
T: Kesulitan apa yang sesungguhnya ada pada pencetakan 3D konstruksi skala besar?
J: Batasan yang diperiksa berkaitan dengan batasan skala, pemanfaatan total kasar, kebutuhan normalisasi, sifat anisotropik, dan karakterisasi perilaku jarak jauh.
T: Apa yang akan terjadi di masa depan untuk inovasi ini dalam bidang konstruksi?
J: Perannya dalam mendorong inovasi melalui peningkatan efektivitas, kustomisasi dan fabrikasi di luar lokasi seharusnya meningkat seiring dengan semakin matangnya kemajuan dan tantangan yang dihadapi.