 Loncat ke konten
Loncat ke konten 
Electrical Discharge Machining (EDM) adalah proses pemesinan non-tradisional yang menggunakan percikan listrik untuk membentuk logam keras dengan presisi yang ekstrem. Tidak seperti metode pemotongan konvensional, EDM menghilangkan material tanpa kontak langsung, sehingga ideal untuk desain yang rumit, bagian yang halus, dan material yang mengeras.
Artikel ini mengeksplorasi aplikasi utama EDM di seluruh industri, keunggulannya dibandingkan pemesinan tradisional, dan tren terbaru yang membentuk masa depannya. Dari kedirgantaraan hingga manufaktur perangkat medis, EDM terus merevolusi cara memproduksi komponen yang rumit dengan akurasi dan efisiensi.
Memahami Pemesinan Pelepasan Listrik: Aplikasi dan Bentuk Lengkap dalam Pemesinan Presisi
Pemesinan pelepasan listrik adalah proses manufaktur luar biasa yang telah mengubah cara mendekati pemesinan presisi. The pemesinan EDM kawat Proses ini didasarkan pada penghilangan material dari benda kerja melalui pelepasan listrik, atau percikan api. Proses ini tidak menggunakan alat potong mekanis dalam pendekatan pemesinan tradisional, tetapi bergantung pada energi panas untuk memberikan detail dan bentuk yang sangat halus pada material yang keras. Karakteristik khusus ini membuat EDM bekerja jauh lebih baik daripada teknik konvensional yang gagal, terutama dalam pembentukan geometri yang rumit dan akurasi yang tinggi.
Sejarah
Jejak awal EDM dimulai pada abad ke-18 ketika Joseph Priestley menemukan karakteristik erosif listrik. Namun, EDM baru dikembangkan pada tahun 1940-an oleh ilmuwan Soviet, B. Lazarenko dan N. Lazarenko sebagai proses pemesinan yang praktis. Mereka memanfaatkan pelepasan listrik untuk mengerjakan material konduktif. Selama bertahun-tahun, pemesinan pelepasan listrik telah mengalami banyak evolusi dan peningkatannya meliputi peningkatan kecepatan, akurasi, dan fleksibilitas pemodelan karena peningkatan teknologi. Beberapa hal yang menarik dari EDM termasuk penggunaan Pemesinan CNC pada tahun 1970-an yang membuat operasi EDM menjadi lebih akurat dan termekanisasi.
Bagaimana EDM Bekerja
Dasar-dasar
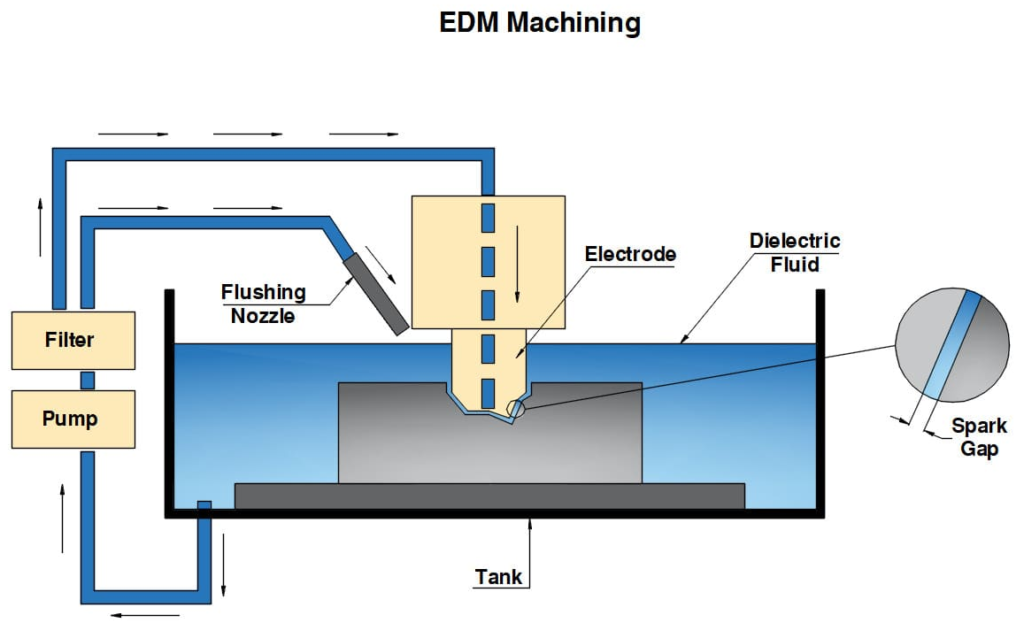
Mekanisme yang mendasari pemesinan pelepasan listrik didasarkan pada proses erosi percikan api. Hal ini didasarkan pada penciptaan lucutan listrik berkecepatan tinggi antara dua elektroda, benda kerja, dan elektroda pahat. Pelepasan tersebut dapat dengan mudah mencapai suhu hingga 12.000 derajat Celcius dan melelehkan serta menguapkan area kecil pada material benda kerja.
Dengan demikian, saluran plasma dihasilkan yang memfasilitasi pemindahan material melalui panas yang kuat yang dihasilkan oleh pelepasan tanpa kontak fisik antara alat dan benda kerja. Cairan dielektrik juga merupakan bagian yang sangat penting dalam proses ini karena cairan ini mendinginkan area yang sedang dikerjakan dan membantu membersihkan partikel yang terkikis. Cairan ini membantu menjaga lingkungan dalam kondisi yang stabil untuk pemesinan sekaligus mencegah korsleting yang dapat menghambat proses pemesinan.
Jenis-jenis EDM
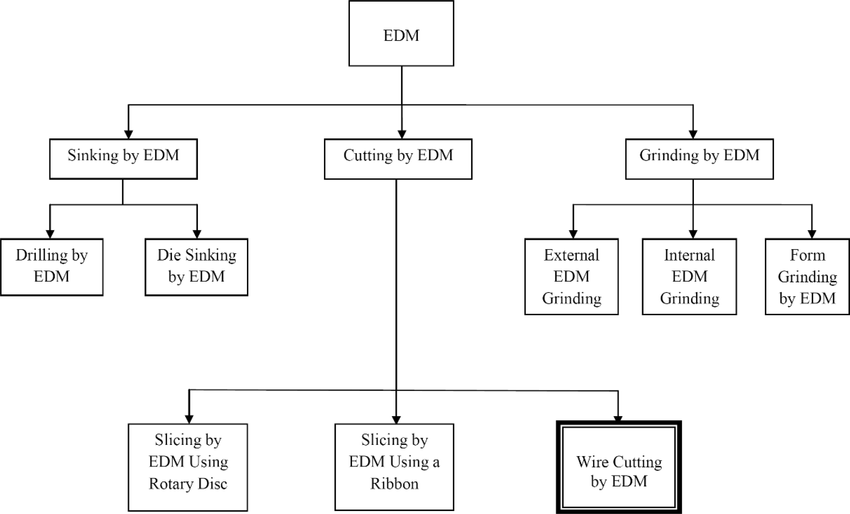
EDM dapat dibedakan menjadi beberapa jenis, seperti EDM berdasarkan aplikasi dan metodologi:
Die-Sink EDM
Pemesinan pelepasan listrik konvensional atau tipe rongga juga disebut sebagai EDM die-sink. Proses ini lebih sering digunakan untuk menghasilkan bentuk pada cetakan dan cetakan dengan tingkat kerumitan yang tinggi. Dalam proses ini, elektroda pahat yang telah dibentuk dicelupkan ke dalam benda kerja untuk membentuk rongga atau kontur yang terlokalisasi. Die-sink EDM dan kelebihannya meliputi pembuatan bentuk yang lebih kompleks dengan tingkat akurasi tertinggi; namun proses ini mungkin relatif memakan waktu dibandingkan dengan yang lain.
Kawat EDM
Wire EDM menggunakan kawat tipis sebagai elektroda untuk memotong bahan dengan akurasi tinggi. Hal ini sangat efisien dalam membuat bagian atau fitur yang rumit seperti sudut tajam dan potongan yang dalam, yang tidak dapat dibuat dengan menggunakan teknik pemesinan tradisional. Dengan kawat EDMterdapat manfaat seperti mengurangi pemborosan material dan hasil akhir permukaan yang baik, tetapi dapat memiliki pengaturan yang memakan waktu.
Mikro EDM
Micro EDM telah didesain untuk memproduksi komponen berukuran mikron dengan akurasi yang ekstrem. Ini sangat diperlukan dalam industri seperti mikro-elektronik dan perangkat medis yang bagian-bagiannya sangat kecil. Oleh karena itu, detail yang tidak dapat dikerjakan dengan teknik konvensional dapat dikerjakan dengan menggunakan Micro EDM, sehingga memungkinkan aplikasi yang berharga seperti pembuatan roda gigi mikro atau implan medis presisi tinggi.
Singkatnya, pemesinan pelepasan listrik menonjol sebagai salah satu teknik pemindahan material yang paling serbaguna dan tepat untuk banyak industri. Pendekatannya, yaitu dengan menggunakan pelepasan listrik dan bukannya gaya mekanis, dapat mengatasi masalah yang tidak dapat didekati dengan metode pemesinan tradisional. Sejarah perkembangannya, mekanisme yang mendasarinya, dan berbagai jenisnya layak untuk ditelusuri untuk memberikan wawasan yang berharga tentang pentingnya teknik ini dalam aplikasi pemesinan presisi saat ini.
Aplikasi EDM dalam Pemesinan Presisi

Fabrikasi Cetakan
Aplikasi lain dari pemesinan pelepasan listrik adalah dalam fabrikasi cetakan, terutama untuk cetakan injeksi. Ini adalah proses yang signifikan untuk menciptakan cetakan yang rumit, yang dapat menghasilkan komponen plastik berkualitas tinggi.
Digunakan untuk Membuat Cetakan yang Kompleks: EDM sangat efektif dalam membuat cetakan dengan desain yang rumit, sudut internal yang tajam, dan rongga yang dalam. Kemampuan untuk mencapai presisi seperti itu menjadikannya metode utama bagi pembuat cetakan yang perlu memastikan bahwa cetakan mereka dapat menghasilkan bagian dengan dimensi dan fitur yang tepat.
Aplikasi Fabrikasi Cetakan menggunakan EDM
Aplikasi ini memiliki banyak manfaat untuk berbagai industri, misalnya, otomotif, elektronik konsumen, dan perangkat medis. Perusahaan otomotif bergantung pada pemesinan pelepasan listrik untuk membuat cetakan dasbor dan panel. Industri medis, pada gilirannya, menggunakan EDM untuk membuat cetakan jarum suntik dan alat bedah.
Komponen Kedirgantaraan
EDM secara luas digunakan dalam industri kedirgantaraanuntuk membuat komponen penting dengan toleransi yang ketat.
Signifikansi dalam Manufaktur Suku Cadang yang Rumit:
Geometri yang rumit dan dimensi yang presisi menjadi ciri sebagian besar komponen dirgantara. Agar aman, komponen tersebut harus bekerja dengan baik dalam berbagai kondisi pengoperasian. Melalui EDM, produsen dapat mengembangkan bilah turbin, roda pendaratan, dan komponen rumit lainnya dengan toleransi yang ketat.
Produksi Perangkat MedisDalam dunia kedokteran, EDM sangat penting dalam produksi komponen yang presisi.
Dalam membuat komponen medis, ini akan digunakan untuk bentuk yang sangat kompleks yang tidak dapat dengan mudah dibuat dengan metode produksi lain karena pertimbangan akurasi. CNC dan EDM secara khusus direkomendasikan untuk memproduksi produk medis termasuk implan ortopedi, instrumen bedah, peralatan diagnostik, dll.
Karena perangkat medis pada dasarnya sangat penting, kebutuhan maksimal menuntut kepatuhan terhadap peraturan yang ketat. Proses pemesinan pelepasan listrik dikembangkan dengan gagasan untuk memenuhi standar-standar tersebut dalam hal memberikan hasil akhir dan toleransi berkualitas tinggi, yang sangat penting untuk penggunaan produk medis yang aman.
Manfaat EDM

EDM memiliki sejumlah keunggulan unik dibandingkan teknik pemesinan konvensional:
Presisi dan Akurasi Sangat Tinggi
Pemesinan Pelepasan Listrik dikenal memberikan toleransi yang sangat ketat. Suku cadang dapat diproduksi dengan tingkat presisi yang sering kali melampaui yang dapat dicapai dengan teknik pemesinan konvensional. Fitur ini sangat berguna ketika desain yang rumit terlibat atau di mana spesifikasi presisi tinggi diperlukan.
Kemampuan untuk Mengerjakan Material Keras
Manfaat lain dari EDM adalah dapat mengerjakan material yang keras. Material seperti tungsten karbida dan titaniumdan paduan, yang sangat sulit untuk dikerjakan dengan mesin, dapat dikerjakan dengan menggunakan EDM. Oleh karena itu, EDM sangat diperlukan dalam industri yang mengutamakan daya tahan dan kekuatan.
Geometri Kompleks
EDM unggul dalam menghasilkan geometri rumit yang tidak dapat dilakukan dengan cara lain. Ini termasuk rongga yang dalam, bentuk yang rumit, dan sudut internal yang tajam. Di sinilah insinyur dan perancang dapat membiarkan kreativitas mereka melambung tinggi dalam desain.
Tidak Ada Kontak Langsung Karena pemesinan pelepasan listrik tidak memungkinkan pahat dan benda kerja saling bersentuhan, maka hampir tidak ada keausan pahat, dan semua tegangan sisa dieliminasi dari benda kerja. Teknik ini tidak hanya memberikan umur perkakas yang lebih panjang, tetapi juga memungkinkan kualitas hasil akhir yang lebih baik pada benda kerja.
Keterbatasan dan Tantangan EDM
Faktor Biaya Salah satu alasan mengapa EDM sulit digunakan sebagai proses adalah faktor biayanya. Penyiapan awal itu sendiri cukup mahal karena EDM menggunakan peralatan khusus. Secara umum, meskipun ini adalah proses yang sangat presisi, volume produksi yang tinggi membuat biaya per bagian menjadi sangat tinggi dibandingkan dengan metodologi konvensional.
Kendala Kecepatan
Proses EDM umumnya lebih lambat daripada proses konvensional permesinan dan manufaktur teknik. Waktu pemesinan mungkin merupakan salah satu kelemahan ketika produksi yang sangat cepat diperlukan. Kurangnya kecepatan ini dapat membatasi penggunaannya dalam lingkungan produksi bervolume tinggi kecuali jika diintegrasikan ke dalam proses otomatis.
Keterbatasan Materi
Meskipun pemesinan pelepasan listrik dapat berhasil mengerjakan banyak material konduktif, namun tidak dapat secara langsung memproses material non-konduktif seperti keramik atau plastik. Keterbatasan ini berarti bahwa produsen harus mempertimbangkan metode alternatif atau pra-perlakuan ketika bekerja dengan bahan tersebut.
Masa Depan Teknologi EDM

Masa depan Electrical Discharge Machining tampaknya sangat menjanjikan dengan beberapa tren yang muncul: inovasi dalam mesin dan perangkat lunak; kemajuan teknologi akan menghasilkan mesin EDM yang lebih canggih dengan fitur otomatisasi yang lebih baik dan sistem kontrol yang lebih cerdas; potensi dampak otomatisasi dan AI pada EDM. Efisiensi dapat ditingkatkan secara signifikan jika otomatisasi dan kecerdasan buatan dapat diintegrasikan ke dalam proses EDM, karena optimalisasi parameter pemesinan secara real time berdasarkan analitik data dapat dilakukan.
Aplikasi Baru di Industri Baru:
Seiring dengan pertumbuhan industri, aplikasi baru untuk EDM bermunculan. Sektor energi terbarukan kini mulai menggunakan EDM untuk membuat komponen seperti bilah turbin angin atau rangka panel surya karena geometrinya yang kompleks. Electrical Discharge Machining pada dasarnya adalah proses yang sangat penting ketika digunakan dalam pemesinan presisi di hampir semua industri. Kemampuannya yang sangat unik memungkinkan produsen untuk membuat komponen yang kompleks dengan akurasi tinggi, mengatasi tantangan dalam membuat material yang keras. Meskipun memiliki keterbatasan dalam hal biaya dan kecepatan, masa depan yang lebih baik dijanjikan untuk teknologi inovatif ini.
Kesimpulan
Kesimpulannya, Electrical Discharge Machining memang merupakan teknologi yang sangat penting dan kritis untuk pemesinan presisi-keunggulannya dibandingkan proses serupa lainnya terletak pada pembuatan suku cadang yang rumit dengan presisi tinggi yang tidak tertandingi oleh yang lain. Dalam hal biaya dan konsumsi waktu yang lebih tinggi dibandingkan dengan pemesinan tradisional, EDM terkadang dapat mengatasi tantangan tersebut dengan menawarkan presisi dan kualitas di mana keselamatan dan kinerja menjadi perhatian utama.
Seiring perkembangan teknologi, masa depan Electrical Discharge Machining terlihat cerah, dengan inovasi dalam mesin dan perangkat lunak yang menjanjikan peningkatan efisiensi dan memangkas waktu produksi. EDM akan berperan penting dalam manufaktur di masa depan. Jadi, produsen dapat mengambil manfaat dari EDM karena kebutuhan akan presisi dan kompleksitas mekanis yang lebih tinggi di abad baru dengan mendapatkan gambaran yang jelas tentang apa yang dapat dan tidak dapat dicapai oleh EDM.
Pertanyaan Umum
Apa kepanjangan dari EDM dalam hal pemesinan?
EDM dalam pemesinan adalah singkatan dari Electrical Discharge Machining. Ini adalah metode non-konvensional untuk menghilangkan material dari benda kerja dan prosesnya menggunakan pelepasan listrik.
Jenis material apa yang dapat dikerjakan melalui EDM?
Bahannya mungkin bisa hampir semua jenis logam, khususnya yang keras, seperti tungsten karbida dan titanium. Namun demikian, alat ini tidak mampu bekerja dengan bahan yang kurang konduktif seperti keramik atau plastik tanpa bantuan.
Manfaat apa saja yang didapat dari EDM?
Di antara semua teknik tersebut, Electrical Discharge Machining adalah salah satu sistem yang memiliki banyak keunggulan. Sebagai contoh, sistem ini memiliki akurasi penggunaan ulang yang tinggi dan mampu membuat bentuk yang rumit yang tidak memerlukan kontak dengan pahat, sehingga mengurangi keausan pahat. Karena struktur mikro dan resolusinya yang tinggi, sistem ini sangat berguna untuk membuat komponen yang rumit di berbagai sektor seperti penerbangan dan farmasi.





