 Loncat ke konten
Loncat ke konten 
Desainer, insinyur, dan pembeli dapat dengan mudah mengoptimalkan biaya produksi suku cadang mesin CNC Anda. Untuk melakukan hal ini, kami sarankan Anda mengadopsi refleks sederhana saat mendesain komponen Anda.
Bagaimana Cara Mengoptimalkan Toleransi untuk Pemesinan CNC?
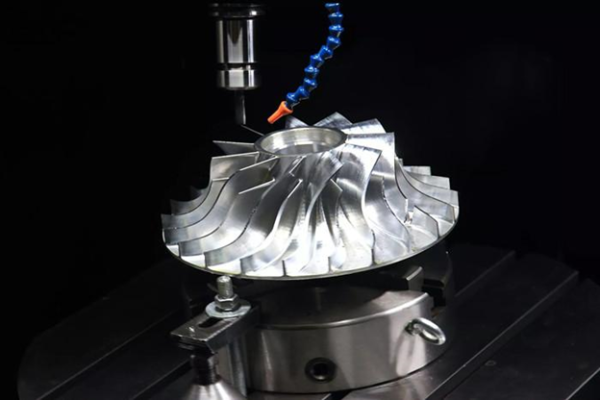
Dalam pemesinan CNC, dimungkinkan untuk mencapai akurasi pada urutan sepuluh mikron, atau bahkan mikron untuk bentuk tertentu. Tetapi, presisi tinggi memerlukan alat khusus, beberapa lintasan, penyetelan yang lebih tepat, atau kecepatan gerak yang lebih lambat.
Semua ini tentu berdampak pada biaya produksi dan harus diperhitungkan.
Oleh karena itu, bagi para perancang, tantangannya adalah menilai dengan tepat toleransi yang diperlukan agar tidak menambah kualitas yang berlebihan. Singkatnya, Anda harus membidik dengan tepat dan tidak mencoba mempertahankan toleransi yang terlalu ketat.
Selain itu, mengurangi toleransi harus melibatkan kontrol metrologi yang lebih mendalam yang juga akan memiliki biaya tambahan.
Bagaimana cara mengoptimalkan Pengeboran untuk pemesinan CNC?
Membuat lubang, ulir, atau rongga, untuk semua operasi umum ini di layanan pemesinan CNC khusus atau pembubutan batang, penting untuk memiliki refleks desain yang baik.
Untuk diameter lubang, misalnya, yang ideal adalah memilih diameter standar yang dapat digunakan oleh para ahli mesin tanpa harus menggunakan alat khusus atau alat khusus.
Mengenai kedalaman, sebuah rongga dianggap terlalu dalam apabila panjangnya melebihi 4 kali diameternya (kedalaman 40mm untuk diameter 10mm, misalnya). Di luar itu, risiko kerusakan pahat lebih besar, sehingga diperlukan pahat khusus dan kecepatan eksekusi yang lebih lambat.
Jika Anda berada dalam kasus ini, tanyakan pada diri Anda sendiri tentang relevansi pengeboran dalam ini dan kemudian putuskan apakah akan mempertahankannya atau mengadaptasinya.
Terakhir, untuk penyadapan, penting untuk menyediakan lubang yang lebih dalam dari kedalaman penyadapan. Pada prinsipnya, pengeboran harus lebih dalam dari penyadapan dengan nilai diameter (untuk penyadapan dengan diameter 8 mm, pengeboran harus lebih dalam 8 mm dari panjang yang disadap).
Selain itu, penyadapan yang terlalu panjang harus dihindari, karena setelah melebihi 3 kali diameter, kekuatan pengencangan ulir tidak lagi meningkat.
Bagaimana Anda membatasi kerumitan pemesinan dalam desain Anda?
Merancang komponen sesederhana mungkin yang memenuhi spesifikasi tidak selalu mudah. Namun, komponen yang rumit untuk diproduksi akan membutuhkan lebih banyak waktu, lebih banyak alat, dan lebih banyak keahlian dari operator.
Oleh karena itu, sebisa mungkin perlu:
- Hindari dinding yang tipis (kurang dari 0,8 mm untuk logam). Getaran selama pemesinan CNC dapat melemahkan atau mematahkannya.
- Menyesuaikan jari-jari di sudut-sudut yang membulat. Dalam sebuah rongga, tepi vertikal harus dibulatkan karena mengikuti bentuk melingkar dari alat frais. Mencoba mengurangi radius sudut-sudut ini akan menambah waktu pemesinan dan pergantian pahat.
- Pisahkan bagian yang kompleks menjadi beberapa bagian sederhana yang kemudian dapat dirakit atau dilas untuk membuat bagian yang lengkap.
Bagaimana cara membuat pilihan material yang tepat untuk pemesinan CNC?
Massa, kekuatan mekanik, konduktivitas listrik, suhu, atau ketahanan korosi tergantung pada kebutuhan Anda dan aplikasinya, pilihan material yang akan dikerjakan bisa sangat penting. Tetapi material yang dipilih juga akan berdampak pada biaya.
Oleh karena itu, Anda harus secara hati-hati menilai kebutuhan Anda dalam hal ini agar tidak membayar bahan baku yang mahal jika aplikasinya tidak memerlukannya.

Sebagai contohDengan harga per kilogram, baja tahan karat kira-kira 4 kali lebih mahal daripada baja dan aluminium kira-kira 3 kali lebih murah daripada tembaga.
Selain itu, penampilan akhir komponen dan tingkat penyelesaian yang diharapkan akan berdampak pada biaya pemesinan CNC. Pemolesan, perlakuan panas, pengecatan.
Anda harus menyesuaikan tingkat hasil akhir yang diharapkan dengan aplikasi yang dimaksudkan agar tidak melebih-lebihkan kebutuhan Anda dan meningkatkan biaya yang tidak perlu.
Mendukung pesanan dalam jumlah besar
Meluncurkan layanan pemesinan CNC lokal Produksi tentu melibatkan biaya tetap: studi, produksi program, pemasangan alat, pengujian, dll. Jika Anda memesan 1, 10, 100, atau 1000 suku cadang, biaya tetap ini berdampak pada biaya akhir suku cadang secara berbeda.
Jika Anda memiliki jumlah besar untuk diproduksi selama periode tertentu, oleh karena itu lebih relevan untuk melakukan pemesanan dengan volume suku cadang yang besar daripada beberapa pesanan dengan volume kecil.
Oleh karena itu, Anda harus mengevaluasi jumlah produksi Anda sebaik mungkin untuk mengurangi biaya tetap ini sebanyak mungkin tanpa harus memproduksi suku cadang yang tidak perlu.
5 kiat ini harus diterapkan dalam semua proyek pemesinan CNC Anda.
Namun, Anda juga harus dapat mengandalkan subkontraktor sebagai mitra yang akan membantu Anda mengoptimalkan suku cadang untuk mengurangi biaya produksi Anda.
Tim MXY mendukung Anda dalam semua proyek Anda untuk memberi Anda keahlian selama bertahun-tahun dalam pemesinan CNC presisi.





