 Loncat ke konten
Loncat ke konten 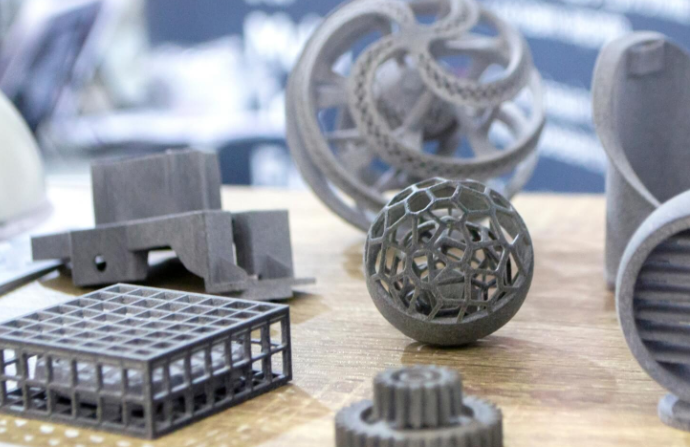
Temukan teknik yang efektif untuk meminimalkan artefak pencetakan 3D seperti garis lapisan, lengkungan, dan delaminasi. Pelajari kiat kalibrasi, pengaturan slicer, dan metode pasca-pemrosesan untuk menghasilkan cetakan berkualitas tinggi dan presisi dengan hasil akhir yang halus. Kuasai Pencetakan 3D Keterampilan artefak hari ini.
Memperbaiki Artefak Pencetakan 3D: Cara Mendapatkan Cetakan yang Lebih Halus dan Akurat

Artikel ini membahas berbagai topik utama untuk meningkatkan kualitas artefak pencetakan 3D. Artikel ini membahas artefak pencetakan 3D yang umum, seperti garis lapisan, Z-banding, gumpalan, lengkungan, delaminasi, dan permukaan yang kasar. Ini juga mencakup kalibrasi printer, pengoptimalan pengaturan slicer, dan pemilihan bahan (PLA vs. ABS). Teknik untuk meningkatkan hasil akhir permukaan, termasuk pengamplasan, penghalusan kimiawi, dan pelapisan resin, dieksplorasi. Kesimpulannya, menawarkan sejumlah praktik terbaik untuk mengurangi artefak dan meningkatkan kualitas cetakan 3D. FAQ membahas masalah seperti meminimalkan garis lapisan, mencegah lengkungan, dan pasca-pemrosesan yang aman untuk item PLA yang bersentuhan dengan makanan, memastikan hasil cetakan yang halus dan berkualitas tinggi.
Pencetakan 3D memungkinkan konversi cepat desain digital menjadi objek fisik, tetapi artefak umum seperti garis lapisan, lengkungan, dan delaminasi dapat memengaruhi kualitas cetak. Meskipun artefak pencetakan 3D ini tidak dapat dihindari karena proses layer-by-layer, namun tingkat keparahannya dapat diminimalkan dengan kalibrasi yang tepat, pengaturan slicer, pemilihan bahan, dan teknik pasca-pemrosesan seperti pengamplasan dan cat dasar. Artikel ini menyoroti strategi untuk mengurangi artefak pencetakan 3D, memastikan cetakan yang lebih mulus dan lebih akurat untuk aplikasi desain dan manufaktur. Dengan memperhatikan detail dalam kalibrasi dan pengoptimalan, pengguna pencetakan 3D dapat membuka potensi penuh dari teknologi ini.
Minat terhadap "artefak pencetakan 3D" telah berkembang dengan mantap sejak tahun 2017, yang mencerminkan semakin menonjolnya manufaktur aditif di sektor industri dan konsumen. Pencarian untuk "kualitas cetak 3D" tetap stabil selama satu dekade terakhir, yang mengindikasikan bahwa hal ini merupakan masalah yang terus berlanjut. Pada Januari 2023, pencarian untuk "memperbaiki cacat cetak 3D" melonjak, menunjukkan fokus baru pada peningkatan keterampilan pencetakan 3D. Amerika Serikat, Cina, dan Jerman memimpin dalam pencarian terkait meminimalkan garis cetak 3D, menyoroti peran mereka dalam memajukan teknologi pencetakan 3D. Seiring dengan perkembangan pencetakan 3D, mengoptimalkan artefak dan kualitas tetap penting untuk aplikasi yang lebih luas.
Jenis-jenis Artefak Pencetakan 3D

Garis Lapisan
Disebabkan oleh proses pencetakan yang berlapis-lapis. Lebih jelas pada permukaan yang melengkung. Diminimalkan dengan menggunakan ketinggian lapisan yang lebih halus, fitur lapisan adaptif, dan mengurangi suhu cetak untuk cetakan yang tinggi.
Z-banding
Juga disebut ribbing. Karena tekanan yang tidak merata pada sekrup z dari alat kelengkapan yang longgar atau zmotor yang tidak sejajar. Diperbaiki dengan mengencangkan fiting sekrup, menggunakan mur berlawanan arah jarum jam, menyelaraskan sumbu z dan meningkatkan sekrup z jika diperlukan.
Gumpalan dan Jerawat
Gumpalan acak pada permukaan yang rata karena masalah suhu, retraksi atau pendinginan. Dikurangi dengan mengoptimalkan suhu, jarak retraksi, kecepatan, dan memungkinkan pendinginan bagian yang tepat.
Warping
Terjadi jika bahan menyusut saat pendinginan. Menyebabkan terangkatnya sudut/tepi dari alas. Diminimalkan dengan menggunakan perekat permukaan rakitan, penutup, dan mengoptimalkan pengaturan suhu/penarikan.
Delaminasi
Pemisahan lapisan yang disebabkan oleh tekanan yang tidak merata pada lapisan cetak atau gelembung yang disebabkan oleh kelembapan. Diperbaiki dengan meningkatkan daya rekat bed, mengeringkan filamen, meningkatkan garis dinding, mengisi dan mendinginkan antar lapisan.
Permukaan Kasar
Karena penumpukan garis individu yang tidak tepat atau cacat seperti kaki gajah. Menghaluskan dengan menggunakan ketinggian lapisan yang lebih halus, mengurangi suhu, mengkalibrasi aliran dengan benar, dan pasca pemrosesan.
Mengkalibrasi Printer 3D Anda

Ratakan Platform Bangun
Platform pembangunan harus diratakan dengan sempurna untuk perekatan lapisan pertama yang seragam. Hal ini dilakukan dengan menggunakan metode pengukur kertas/feeler di mana sebuah lembaran dimasukkan di antara nosel yang bergerak dan alas. Offset disesuaikan sampai resistensi yang tepat dirasakan saat menggerakkan lembaran. Proses ini diulangi di semua titik penyesuaian dan beberapa cetakan uji dilakukan untuk memeriksa kerataan platform.
Menyetel Pengaturan Suhu
Artefak Pencetakan 3D sangat dipengaruhi oleh suhu nozzle dan bed. Suhu nozzle memengaruhi ikatan lapisan, sedangkan suhu bed memengaruhi lengkungan dan daya rekat bed. Cetakan PLA terbaik dari 180-210 ° C, sedangkan ABS membutuhkan 230-250 ° C. Ranjang berpemanas harus diatur ke 50-60°C untuk PLA dan 70-100°C untuk ABS. Kalibrasi suhu dilakukan dengan menguji berbagai kombinasi untuk bahan yang digunakan dan mencatat kombinasi optimal yang memberikan ikatan lapisan terbaik tanpa mengorbankan akurasi dimensi pada Artefak Pencetakan 3D.
Sesuaikan Z-offset dan Laju Aliran
Menetapkan jarak offset Z yang tepat, berdampak pada ketebalan lapisan pertama dan ikatannya ke alas. Hal ini disesuaikan dengan menggerakkan nozzle ke atas/bawah sampai resistensi kertas terasa tepat. Laju aliran menentukan tindakan pengumpanan ekstruder. Ekstrusi yang kurang menyebabkan celah sementara ekstrusi yang berlebihan menyebabkan keluarnya cairan, keduanya menurunkan kualitas cetakan. Wizard kalibrasi Slic3r atau kubus uji dengan dimensi yang diketahui digunakan untuk mengkalibrasi pengaturan ini.
Mengkalibrasi langkah E
E steps/mm menentukan hubungan linear antara input filamen dan output ekstruder dalam printer. Nilai e step yang salah, akan menghasilkan ekstrusi yang kurang atau lebih. Rumus ini menggunakan umpan gr, mengukur input dan output filamen untuk menghitung e step baru. Umpan, ukur, hitung diulang dalam langkah-langkah kecil sampai output = input memberikan kualitas terbaik.
Mengonfigurasi Motor
Pengaturan arus driver, microstepping dan putaran motor dalam firmware membantu stepper bergerak dengan mulus untuk menghindari pita atau pergeseran. Menguji setiap perubahan secara independen akan menemukan nilai optimal untuk komponen printer. Kalibrasi selesai hanya setelah memvalidasi semua perubahan parameter individual melalui cetakan uji coba.
Mengoptimalkan Pengaturan Alat Pengiris
Ketinggian Lapisan Kontrol
Ketinggian lapisan mengontrol ketebalan tiap lapisan cetakan dan sangat memengaruhi kualitas dan waktu pencetakan. Menggunakan tinggi lapisan yang lebih kecil, 0,1 mm alih-alih 0,2 mm, akan menghasilkan permukaan akhir yang lebih halus dengan menghasilkan transisi yang lebih tipis dan lebih bertahap di antara berbagai lapisan, serta mengurangi penampakan anak tangga yang terlihat pada permukaan yang bersudut. Namun demikian, lapisan yang lebih kecil meningkatkan waktu cetak secara signifikan. Sebagian besar slicer memungkinkan penyetelan pengaturan tinggi lapisan default untuk mencapai keseimbangan optimal untuk setiap cetakan.
Tambahkan Struktur Dukungan
Ketika mencetak geometri yang menjorok ke dalam 3D seperti jembatan, material tidak memiliki apa pun di bawahnya untuk dibangun. Mengaktifkan pembuatan dukungan dalam alat pengiris mencegah kegagalan tersebut. Dua pola yang umum adalah penyangga kontak dan non-kontak. Yang pertama menempel langsung ke permukaan sementara yang kedua menyerupai struktur seperti cabang. Mengorientasikan model secara strategis terkadang dapat menghilangkan kebutuhan akan penyangga sepenuhnya.
Mengonfigurasi Infill
Isi menentukan seberapa padat atau jarang interior model yang dicetak. Isian padat memberikan kekuatan maksimum dengan biaya penggunaan bahan dan waktu cetak yang jauh lebih tinggi dibandingkan dengan opsi isian berongga atau kurang padat, seperti bujursangkar atau heksagonal. Pola lapisan bertahap juga memengaruhi kekuatan. Pengoptimalan membutuhkan keseimbangan antara kebutuhan dengan waktu dan biaya.
Mengonfigurasi Dinding
Dinding merupakan permukaan luar model yang terlihat. Menambah jumlah dinding perimeter akan meningkatkan akurasi dimensi dan kualitas permukaan, tetapi memperpanjang waktu cetak. Satu dinding perimeter sudah cukup untuk pencetakan yang cepat. prototipe bagian sementara bagian fungsional yang kompleks membutuhkan 2-3 dinding. Lebar garis dinding harus sesuai dengan diameter nosel.
Optimalkan Kecepatan
Kecepatan cetak menentukan seberapa cepat print head bergerak dan menyimpan bahan. Meskipun kecepatan yang lebih cepat mengurangi durasi cetak, namun kecepatan ini bisa mengorbankan kekuatan ikatan lapisan dan menimbulkan ketidakkonsistenan, seperti ribbing jika kecepatannya lebih besar daripada kecepatan optimal. Pengurangan secara bertahap sebesar 5mm/s memberikan perbaikan yang jelas untuk menentukan profil kecepatan yang sesuai.
Menyetel Ulang Pengaturan Dukungan
Pengaturan yang dapat disesuaikan, seperti antarmuka/jarak terdekat antara penyangga dan model, berdampak pada kemudahan pemindahan penyangga setelah pencetakan. Pada sebagian kasus, pilar penyangga bisa mencukupi alih-alih titik kontak antarmuka. Model yang diputar secara strategis atau penempatan selektif dapat mengurangi penyangga sama sekali. Beberapa uji coba memastikan kombinasi parameter yang tepat untuk setiap geometri bagian.
Memilih Bahan yang Optimal
Pro dan Kontra PLA
PLA mudah dicetak, tidak beracun dan menghasilkan komponen yang akurat tetapi memiliki ketahanan panas yang lebih rendah sehingga membutuhkan pemrosesan pasca untuk mendapatkan kekuatan. PLA cukup rapuh ketika digunakan tanpa pengisi. Garis-garis lapisan juga terlihat jelas pada cetakan.
Properti ABS
ABS menghasilkan komponen yang tangguh dan kuat yang tahan terhadap suhu/benturan. Kekurangannya adalah penyusutan yang lebih tinggi, kecenderungan melengkung dan asap beracun yang membutuhkan penutup. ABS lebih mudah dihaluskan daripada PLA.
Filamen Khusus
Filamen yang diisi serat karbon, kayu, fleksibel, dan logam sesuai dengan prototipe fungsional dan suku cadang penggunaan akhir, tergantung pada kebutuhan. Mereka mungkin memerlukan nozel yang kompatibel atau pengaturan suhu yang diubah.
Meningkatkan Permukaan Akhir
Cetakan 3D Pasir
Pengamplasan dengan kertas amplas yang semakin halus seperti P80 hingga P600 akan menghilangkan garis-garis lapisan, artefak, dan penyangga. Pengamplasan basah yang hati-hati meminimalkan debu.
Aplikasikan Primer dan Cat
Ikuti pengamplasan dengan aplikasi primer yang mengisi ketidaksempurnaan dan menerima cat dengan lebih baik. Cat akrilik atau enamel hasil akhir cetakan yang secara menarik menyembunyikan cacat.
Penghalusan Bahan Kimia
Aseton, Diklorometana, dan deterjen menghaluskan plastik tertentu seperti ABS, PETG. Diperlukan kehati-hatian untuk menghindari kerusakan akibat pelarut atau melemahkan cetakan.
Menerapkan Pelapisan Resin
Resin epoksi melapisi dan memperkuat cetakan 3D untuk permukaan yang mengkilap, kedap air dan diperkuat yang menyembunyikan semua cacat pencetakan.
Cobalah Menghaluskan Panas
Senapan panas, pengering rambut, dan asap pelarut melembutkan lapisan plastik yang menyatu untuk hasil akhir yang halus pada ABS dan komposit tertentu seperti nilon / serat karbon. Kontrol sangat penting untuk menghindari deformasi.
Kesimpulan
Dengan mengkalibrasi printer 3D Anda secara hati-hati, mengoptimalkan pengaturan slicer, dan menggunakan struktur pendukung yang efektif serta teknik penyelesaian permukaan, Anda dapat secara signifikan mengurangi artefak pencetakan. Meskipun beberapa ketidaksempurnaan mungkin tetap ada karena sifat aditif pencetakan 3D, namun eksperimen dan pemilihan filamen yang tepat dapat menghasilkan cetakan yang lebih halus dan akurat. Sebagai Teknologi pencetakan 3D kemajuan, menguasai sejumlah praktik inti ini memungkinkan untuk menghasilkan cetakan berkualitas tinggi dan fungsional yang memenuhi toleransi desain yang ketat. Dengan pengalaman, bahkan para pemula pun bisa mencapai hasil yang sebanding dengan metode manufaktur presisi, seperti CNC atau cetakan injeksi.
Pertanyaan Umum
T: Pengaturan apa yang akan membantu meminimalkan garis lapisan pada geometri yang rumit dengan banyak kurva dan sudut?
J: Permukaan yang melengkung dan bersudut, lebih rentan menunjukkan garis lapisan yang kentara. Menggunakan ketinggian lapisan adaptif yang menyesuaikan ketebalan lapisan berdasarkan geometri model, bisa membantu. Nozel yang lebih halus, seperti 0,2 mm daripada 0,4 mm, juga menciptakan lapisan yang lebih mulus. Memperlambat kecepatan cetak, misalnya menjadi 30mm/s daripada 60mm/s, akan memberikan lebih banyak waktu untuk menyatukan antar antarmuka. Mengaktifkan pengaturan jaring halus pada alat pengiris yang menambahkan detail geometris ekstra, juga bisa memperbaiki lekukan dan sudut. Selalu pastikan untuk mengkalibrasi e-step dan laju aliran dengan benar untuk mencapai ekstrusi yang konsisten.
T: Apakah mungkin untuk sepenuhnya menghilangkan lengkungan dari cetakan ABS yang lebih besar?
J: Meskipun lengkungan sering kali dapat diminimalkan, namun mencegahnya sepenuhnya pada cetakan ABS yang lebih besar, terbukti sulit, khususnya tanpa penutup. Namun demikian, tindakan pencegahan tertentu dapat memaksimalkan keberhasilan. Rakit di bawah model menyediakan alas yang stabil. Menggunakan alas kaca yang dipanaskan akan merekatkan lapisan pertama secara istimewa. Memperlambat proses pendinginan pasca-cetak dengan menyertakan pinggiran, menonaktifkan kipas pendingin, dan menaikkan suhu rakit yang menganggur, semuanya berfungsi untuk meredakan tekanan secara bertahap. Terakhir, memilih campuran ABS dengan warping rendah dan mengoptimalkan suhu dan pengaturan retraksi adalah kuncinya. Mengikuti panduan ini akan memberikan hasil yang paling rata.
T: Pemrosesan pasca-pemrosesan apa yang aman untuk item PLA yang akan bersentuhan dengan makanan?
J: Untuk cetakan PLA yang aman bagi makanan, metode pasca-pemrosesan yang paling aman adalah pengamplasan ringan dan minyak mineral food grade. PLA menghasilkan bahan yang tidak beracun, tetapi beberapa hasil akhir dapat menimbulkan kontaminan seiring waktu. Pengamplasan basah dengan grit tinggi seperti 2000 mencegah penghirupan resin. Minyak mineral atau minyak zaitun food grade membentuk penghalang yang dapat bernapas dan tidak mudah larut yang mempertahankan tekstur matte yang dicapai melalui pengamplasan. Aseton, diklorometana, atau pelapis resin yang diawetkan dengan UV dapat memindahkan residu yang menimbulkan masalah kesehatan dan sebaiknya dihindari untuk barang-barang yang akan bersentuhan dengan makanan atau minuman.




