 Loncat ke konten
Loncat ke konten 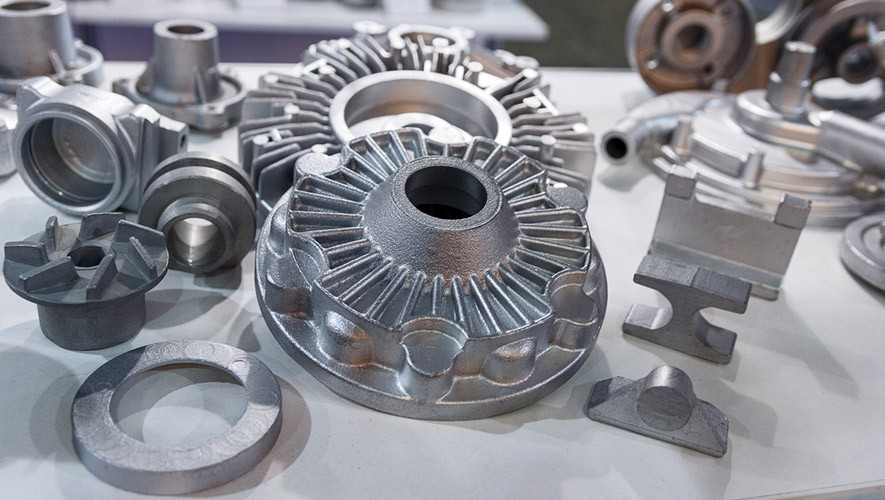
Pelajari proses die casting, mulai dari desain cetakan hingga injeksi logam, pendinginan, dan pengeluaran. Ketahui bagaimana metode presisi tinggi ini memungkinkan produksi massal komponen logam yang kompleks untuk berbagai industri.
Memahami Proses Die Casting: Proses Langkah-demi-Langkah

Die casting adalah proses pembentukan logam yang bekerja pada sejumlah besar bagian dan menghasilkan produk logam. Namun, dalam artikel ini, Anda akan memahami prosedur proses die casting dan bagaimana proses ini memungkinkan produksi massal yang akurat. Pertama-tama, apa peran desain cetakan dalam die casting? Cetakan yang dirancang dengan cermat sangat penting karena menentukan keakuratan dimensi dan kualitas permukaan komponen yang sudah jadi.
Tahap selanjutnya seperti injeksi material, pemadatan, dan pengeluaran juga dikontrol dengan tepat. Pada akhir artikel ini, Anda akan mendapatkan gambaran umum tentang bagaimana die casting mengubah logam cair menjadi komponen berbentuk jaring melalui mesin terintegrasi dan teknik pengoptimalan proses
Apa itu Die Casting?
Die casting adalah metode pembentukan logam yang menggunakan cetakan die casting bertekanan tinggi di mana logam cair diinjeksikan di bawah tekanan tinggi ke dalam cetakan. Hal ini dilakukan untuk meningkatkan produksi berbagai komponen dengan fitur dan dimensi yang detail dan kompleks di dalam lini produksi industri. Logam cair, misalnya paduan seng, aluminium, atau magnesium didorong ke dalam cetakan dengan kecepatan yang dapat melebihi 100 m/s.
Pada saat yang sama, tekanan setinggi 100 megapascal memaksa logam mengalir ke semua ceruk dan bentuk halus yang disediakan dalam desain cetakan. Proses injeksi berkecepatan tinggi ini menghasilkan komponen logam tahan lama yang sangat mirip dengan bentuk dan dimensi akhir yang diinginkan dengan akurasi dan kualitas permukaan yang tak tertandingi. Proses die casting dengan demikian mampu memproduksi ribuan komponen logam yang kompleks dan disesuaikan setiap hari untuk berbagai aplikasi industri.
Desain Cetakan
Fabrikasi cetakan adalah tahap pertama dari proses die casting dan memainkan peran penting dalam menentukan dimensi dan permukaan akhir produk akhir. Dimungkinkan untuk menggambar bentuk detail dan bahkan peletakan struktur dan geometri tiga dimensi yang paling rumit dengan bantuan rekayasa desain berbantuan komputer. Perangkat lunak analisis elemen hingga (FEA) kemudian memodelkan bagaimana berbagai variasi desain akan mengubah tekanan pada bahan cetakan ketika mengalami tekanan dan suhu tinggi.
Menggunakan analisis ini, Mesin penggilingan CNC mengubah blok baja perkakas yang telah dikeraskan menjadi rongga perkawinan yang tepat dan rakitan cetakan inti yang ditentukan oleh model CAD. Saluran pendingin air dan lubang ventilasi juga dimasukkan ke dalam cetakan untuk meningkatkan kontrol termal. Hal ini penting untuk menjaga gradien suhu yang seragam karena logam cair dengan cepat mendingin dan mengalami pemadatan di dalam struktur butiran kasar bahan cetakan. Cetakan yang dirancang dengan benar membantu mencapai toleransi dimensi dan hasil akhir permukaan yang diperlukan untuk aplikasi di berbagai industri.
Bahan Pengecoran
Paduan proses die casting yang umum termasuk bahan berbasis seng, aluminium, dan magnesium. Paduan seng sering digunakan ketika presisi tinggi dan kompleksitas yang rumit menjadi faktor prioritas karena kemampuan seng untuk meniru detail halus dalam cetakan. Paduan aluminium lebih disukai jika penghematan berat badan menjadi hal yang penting karena aluminium lebih ringan.
Proses die casting paduan magnesium menggabungkan kekakuan magnesium dengan kemampuan mesin yang baik. Tungku secara tepat mengatur suhu logam cair untuk memastikannya tetap berada di atas titik cair untuk setiap paduan tertentu. Sifat teologi fluida dari logam cair ini juga memengaruhi faktor-faktor kunci seperti seberapa baik rongga cetakan akan terisi dan cara pemadatan berlangsung di dalam cetakan.
Pengecoran Mati Ruang Panas

Proses die casting paduan seng dan magnesium dengan leleh rendah menggunakan pengaturan mesin ruang panas di mana logam cair bersentuhan langsung dengan domba jantan hidraulik yang terendam. Hal ini mengurangi kebutuhan pemanasan awal yang lama pada rendaman logam cair dibandingkan dengan mesin ruang dingin. Mesin cold shot horizontal juga sering digunakan untuk memfasilitasi siklus produksi yang lebih cepat. Proses otomatis semakin merampingkan penanganan material dan membantu memberikan pengawasan kontrol kualitas yang konsisten.
Pengecoran Mati Ruang Dingin

Dengan ruang dingin peran die castingpaduan dengan titik leleh yang lebih tinggi seperti aluminium harus ditransfer dalam bentuk cair ke kompartemen cetakan dari tungku penahan eksternal. Pendekatan ini memungkinkan proses die casting dengan geometri yang lebih kompleks karena waktu pemadatan yang lebih lambat dari logam cair dapat dikontrol dengan lebih baik, seperti melalui pemrograman bidikan yang tepat dan desain gerbang. Otomatisasi lebih lanjut membantu proses presisi ini.
Injeksi Logam
Sistem kontrol yang diprogram dengan tepat digunakan untuk memindahkan bahan baku logam cair dengan aman dari tungku penahan ke dalam selongsong transfer berinsulasi yang terletak di mesin die casting. Dalam hitungan milidetik, pendorong berkecepatan tinggi kemudian memaksa paduan cair sub-2000 ° F, biasanya seng, aluminium atau magnesium, ke dalam rongga cetakan dengan tekanan yang dapat melebihi 100 MPa.
Injeksi ini terjadi begitu cepat sehingga logam cair mempertahankan kondisi isotermal karena dengan cepat mengisi semua area rongga rumit yang ditentukan dalam desain cetakan. Pengisian yang seragam di seluruh bagian meminimalkan risiko gas yang tidak diinginkan atau kotoran mekanis yang terperangkap di dalam komponen. Ini juga mempromosikan sifat yang konsisten dalam proses die casting yang sudah jadi karena paduan cair berubah menjadi bagian padat di dalam cetakan.
Pendinginan dan Pemadatan
Pendinginan yang efisien sangat penting dalam kondisi global pasar die casting untuk memastikan pemadatan terkontrol dari logam cair di dalam cetakan. Cairan yang dikontrol suhu bersirkulasi melalui jaringan saluran yang dikerjakan langsung ke dalam blok cetakan, memfasilitasi ekstraksi panas yang dipercepat. Variabel yang dapat diprogram seperti laju aliran dan temperatur cairan pendingin dapat dioptimalkan untuk setiap geometri cetakan yang unik untuk menghasilkan gradien pemadatan yang konsisten.
Metode yang umum termasuk pendinginan variabel, di mana suhu dinding cetakan diturunkan terlebih dahulu untuk memulai pemadatan dari pinggiran ke dalam. Hal ini memperlambat pemadatan di pusat cetakan dan mencegah tekanan dan distorsi sisa. Protokol yang tepat dikembangkan melalui simulasi dan pengujian untuk meminimalkan pori-pori penyusutan dan cacat proses die casting lainnya yang spesifik untuk desain komponen.
Pengeluaran dan Pemangkasan
Ketika pengecoran telah mengeras sepenuhnya, pengecoran harus dikeluarkan dari cetakan dan dipersiapkan untuk pasca-pemrosesan. Hal ini dilakukan melalui pengeluaran dan pemangkasan. Pin ejektor mendorong casting keluar dari rongga cetakan pada saat aktuasi. Pin diposisikan dan diatur waktunya untuk mengeluarkan proses die casting dengan lancar saat logam berkontraksi saat pendinginan. Sisa flash berlebih yang tersisa dari tempat lelehan memasuki cetakan melalui sprue dan gerbang kemudian dipotong dengan tepat. Pemangkasan menghasilkan komponen bersih yang siap untuk pemesinan hilir, inspeksi, atau operasi perakitan. Pengeluaran dan pemangkasan yang presisi sangat penting untuk menjaga keakuratan dimensi dan kualitas permukaan.
Pertimbangan produksi
Produktivitas tinggi dicapai melalui otomatisasi dan pengulangan dalam operasi pengecoran logam modern. Sistem kontrol hidraulik, elektrik, dan terkomputerisasi yang terintegrasi memungkinkan cetakan berputar penuh hanya dalam hitungan detik. Ini termasuk mengisi rongga cetakan dengan logam cair, pemadatan yang diatur waktunya secara tepat, kemudian pengupasan dan penanganan pengecoran yang sudah jadi.
Cetakan multi-rongga memungkinkan pengecoran untuk menghasilkan ratusan bagian yang identik dari satu cetakan setiap jamnya. Manajemen kualitas juga sangat penting untuk memantau konsistensi di seluruh proses produksi yang diperpanjang. Pemeriksaan inspeksi untuk cacat seperti porositas gaskesalahan penyusutan solidifikasi atau kesalahan total yang memerlukan tindakan korektif proses. Upaya pemantauan dan peningkatan proses yang berkelanjutan membantu pengecoran untuk memenuhi toleransi yang ketat dan menghasilkan proses die casting yang sempurna pada volume tinggi.
Kesimpulan

Die casting telah meningkatkan efisiensi produksi massal melalui produksi otomatis yang cepat dan tepat untuk komponen aluminium dan paduan seng berbentuk jaring. Penyempurnaan teknologi yang terus menerus mendorong kemampuan proses die casting lebih jauh lagi. Kemajuan dalam formulasi paduan memperluas pilihan logam yang dapat dicetak untuk memasukkan opsi yang lebih tahan korosi dan berkekuatan lebih tinggi yang disesuaikan dengan aplikasi teknik tertentu.
Desain cetakan yang lebih baik, kontrol suhu, dan kecepatan pengecoran meningkatkan konsistensi dan pengulangan dimensi. Die yang lebih besar dan lebih canggih memungkinkan pembuatan komponen dengan fitur dan geometri internal yang semakin kompleks. Semua faktor ini berkontribusi pada penggunaan die casting yang terus meningkat di berbagai industri seperti transportasi, elektronik, barang konsumen, dan energi terbarukan. Seiring dengan kemajuan teknologi, proses die casting menjanjikan untuk menghasilkan komponen bentuk bersih yang lebih berkualitas dengan volume produksi yang lebih tinggi.
Pertanyaan Umum
Apa tujuan desain cetakan dalam die casting?
Cetakan yang dirancang dengan cermat sangat penting untuk die casting karena menentukan akurasi dimensi dan permukaan akhir komponen. Cetakan direkayasa menggunakan CAD dan FEA untuk mengoptimalkan kinerjanya di bawah tekanan dan suhu tinggi.
Apa yang dimaksud dengan tahap injeksi logam?
Injeksi melibatkan pemindahan logam cair secara cepat ke dalam rongga cetakan dalam hitungan milidetik dengan tekanan lebih dari 100 MPa untuk mengisi bentuk rongga secara seragam sebelum pemadatan. Hal ini meminimalkan cacat pada bagian yang sudah jadi.
Bagaimana cara kerja proses pemadatan?
Pendinginan yang efisien adalah kuncinya, dengan cairan yang dikontrol suhu yang mengeluarkan panas melalui jaringan yang dimasukkan ke dalam blok cetakan. Variabel dapat dioptimalkan per cetakan untuk mengontrol pemadatan untuk setiap geometri yang unik.
Apa yang terjadi setelah pemadatan?
Coran yang sudah jadi dikeluarkan dari cetakan dan setiap flash yang berlebih dipangkas, menghasilkan komponen bersih yang siap untuk diproses di bagian hilir seperti pemesinan atau perakitan.
Bagaimana die casting memungkinkan produksi tinggi?
Melalui otomatisasi dan cetakan multi-rongga, die casting dapat menghasilkan ratusan komponen yang identik per jam dari satu cetakan. Manajemen kualitas juga memantau konsistensi di seluruh proses produksi yang panjang.





