Loncat ke konten
Loncat ke konten 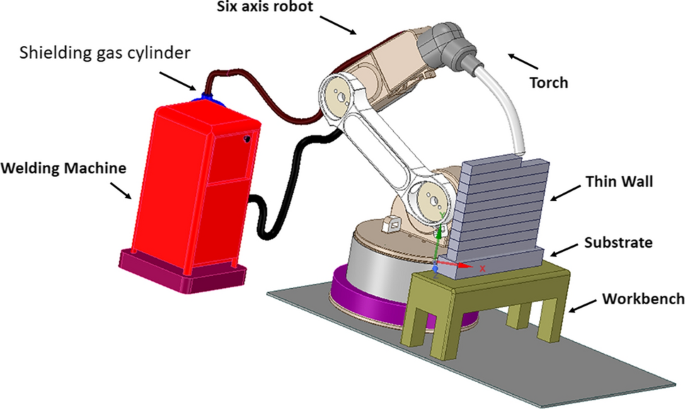
Dokumen ini mencakup eksplorasi komprehensif tentang Wire Arc Additive Manufacturing (WAAM), dimulai dengan Pendahuluan yang menguraikan manfaat dan tren minat global. Sejarah dan Evolusi WAAM membahas asal-usul dan tonggak penting dalam pengembangannya. Bagian tentang Teknologi WAAM mempelajari proses-proses fundamental, termasuk GMAW, GTAW, dan inovasi seperti Cold Metal Transfer. Selanjutnya, Metode Pengelasan memberikan analisis komparatif dari berbagai teknik pengelasan, sementara Perkembangan WAAM menyoroti kemajuan seperti pengelasan tandem dan integrasi milling.
Bagian Fabrikasi Logam Aditif mengkaji pendekatan manufaktur lapis demi lapis, fleksibilitas desain, dan efisiensi material. Integrasi CAD/CAM menjelaskan peran data CAD, dan Rangkaian Aplikasi Material menguraikan jenis-jenis logam dan paduan khusus yang digunakan. Bagian Tantangan dalam WAAM membahas parameter proses dan teknik mitigasi untuk peningkatan kualitas. Material dan Aplikasi mencakup kemampuan paduan dan penggunaan khusus industri, sedangkan Tren Penelitian dan Prospek Masa Depan membahas penelitian yang sedang berlangsung dan potensi manufaktur skala industri.
Fabrikasi Logam Aditif: Menjelajahi Manufaktur Aditif Busur Kawat (WAAM)
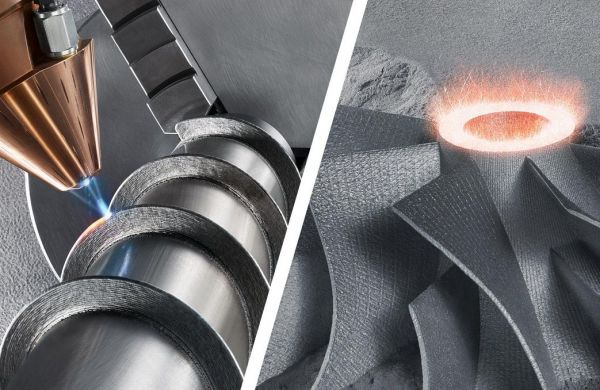
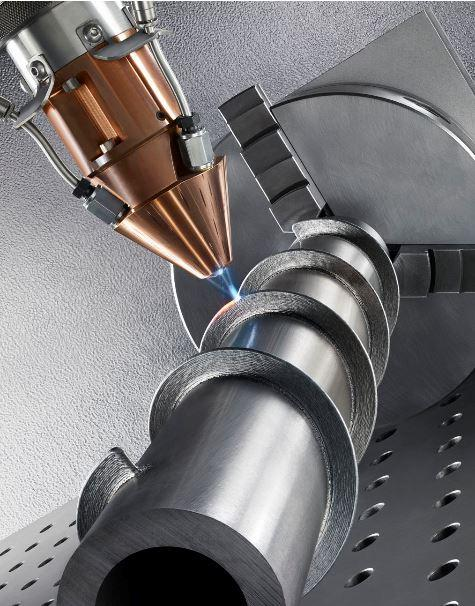
Manufaktur aditif busur kawat (WAAM) adalah logam imajinatif Pencetakan 3D yang menggunakan kurva listrik sebagai sumber daya dan kawat logam sebagai bahan baku zat alami. Dengan menyimpan bahan kawat cair lapis demi lapis melalui penambahan zat aditif, WAAM memberdayakan pembuatan komponen logam yang rumit. Dibandingkan dengan metode fabrikasi logam aditif lainnya seperti fusi bed serbuk laser, WAAM menawarkan keuntungan yang signifikan seperti tingkat deposisi yang lebih tinggi, biaya peralatan dan material yang lebih rendah, dan penerapan untuk manufaktur skala besar. Namun demikian, input panas yang tinggi selama proses WAAM menyebabkan tantangan dalam mencapai struktur mikro, sifat mekanik, dan jaminan kualitas yang diinginkan. Masalah muncul karena tegangan sisa, sifat heterogen, dan cacat.
Meskipun demikian, penyempurnaan yang berkelanjutan melalui pengoptimalan parameter, pemantauan dalam proses, dan perawatan pasca deposisi membantu mengatasi keterbatasan tersebut. Pemeriksaan pola pencarian Google memberikan pengetahuan yang menarik tentang minat yang berkembang dalam inovasi manufaktur aditif busur kawat secara keseluruhan akhir-akhir ini. Sebuah survei tentang pola pencarian di seluruh dunia yang dimulai sekitar tahun 2015 menunjukkan bahwa pencarian "WAAM" mulai meningkat sekitar tahun 2018 dan secara konsisten berkembang sejak saat itu. Berdasarkan wilayah, negara-negara Eropa seperti Inggris dan Jerman bersama dengan Australia dan Selandia Baru telah melihat volume pencarian tertinggi untuk topik terkait WAAM.
Hal ini sejalan dengan penelitian WAAM yang signifikan yang terjadi di wilayah-wilayah ini. Menariknya, negara-negara Afrika juga menunjukkan peningkatan dalam pencarian manufaktur aditif busur kawat, yang kemungkinan besar mencerminkan minat untuk mengadopsi teknologi yang lebih terjangkau. pencetakan 3D logam metode. Pencarian dari negara-negara Asia saat ini masih moderat, namun diperkirakan akan meningkat di tahun-tahun mendatang seiring dengan meluasnya aplikasi WAAM. Secara keseluruhan, tren pencarian yang meningkat menyoroti pentingnya WAAM sebagai proses manufaktur canggih yang mendapatkan pengakuan yang lebih luas secara global di antara komunitas industri dan akademis.
Sejarah dan Evolusi WAAM
Manufaktur aditif busur kawat berawal dari teknik pengelasan busur yang dikembangkan pada awal abad ke-20. Penelitian dan pengembangan awal difokuskan pada pemanfaatan metode pengelasan busur untuk aplikasi pencetakan 3D skala kecil. Kemajuan selanjutnya memungkinkan tingkat deposisi yang lebih tinggi dan kemampuan untuk manufaktur tingkat produksi. Tonggak penting termasuk pengembangan pengelasan busur logam gas (GMAW) pada tahun 1948, aplikasi pengelasan bentuk yang berhasil pada tahun 1983 dan paten awal yang diajukan untuk manufaktur berbasis manufaktur aditif busur kawat pada tahun 1990-an.
Penelitian yang berkelanjutan mengarah pada pengembangan seperti pengelasan tandem untuk meningkatkan laju deposisi, pengelasan cold metal transfer (CMT) untuk input panas yang lebih rendah dan penyempurnaan dalam pemantauan proses. Pendekatan hibrida yang menggabungkan WAAM dengan milling juga muncul untuk peningkatan kualitas permukaan. Selama dekade terakhir, kepentingan industri dan akademis yang lebih luas telah mempercepat upaya R&D di seluruh dunia untuk mewujudkan potensi penuh manufaktur aditif busur kawat untuk fabrikasi lembaran logam. Saat ini, aktivitas penelitian ekstensif difokuskan untuk mengatasi tantangan yang terkait dengan kualitas komponen akhir dan pengulangan kinerja.
Teknologi WAAM
Manufaktur aditif busur kawat menggunakan pengelasan busur listrik sebagai sumber panas untuk memfasilitasi Pencetakan 3D dalam pembuatan prototipe komponen logam lapis demi lapis. Dua proses utama yang digunakan untuk memproduksi tikungan adalah pengelasan busur melingkar logam gas (GMAW) dan pengelasan busur tungsten gas (GTAW). Dalam GMAW, katoda kawat yang dapat dikonsumsi diurus melalui lampu las yang menghasilkan kurva antara kawat dan bahan dasar untuk membuat kolam las.
Busur melelehkan kawat dan transfer terjadi untuk menyimpan material ke substrat. GMAW menawarkan efisiensi energi yang tinggi tetapi memiliki tantangan dalam menjaga stabilitas proses. Dalam sistem GTAW, elektroda tungsten yang tidak dapat dikonsumsi digunakan bersama dengan mekanisme pengumpanan kawat terpisah untuk memasukkan logam pengisi ke dalam kolam las. Hal ini memberikan kontrol gerakan yang lebih baik dibandingkan dengan GMAW dan meminimalkan percikan. Namun, GTAW memiliki efisiensi energi yang lebih rendah karena mengandalkan pemanasan resistif daripada peleburan langsung menggunakan elektroda habis pakai.
Versi modifikasi yang disebut cold metal transfer (CMT) GMAW semakin populer karena dapat menghasilkan input panas yang lebih rendah dan deposisi yang hampir bebas percikan melalui mekanisme korsleting. Di luar sistem kawat tunggal, pendekatan pengelasan tandem seperti GMAW kawat kembar meningkatkan laju deposisi dengan menggunakan dua kawat yang dapat dikonsumsi secara paralel. Varian lain termasuk sistem hibrida yang mengintegrasikan manufaktur aditif busur kawat dengan penggilingan kontrol numerik komputer untuk mencapai manufaktur aditif dan proses subtraktif dalam pengaturan gabungan untuk mendapatkan hasil yang lebih baik. permukaan selesai.
Metode Pengelasan
Sistem manufaktur aditif busur kawat menggunakan pengelasan busur logam gas (GMAW), pengelasan busur tungsten gas (GTAW), atau pengelasan busur plasma (PAW) sebagai sumber panas untuk melelehkan bahan baku kawat. Sistem GMAW menggunakan kawat elektroda yang dapat dikonsumsi, sedangkan GTAW dan PAW mengandalkan elektroda yang tidak dapat dikonsumsi dan pengumpan kawat yang terpisah. Setiap teknik mempengaruhi karakteristik deposisi secara berbeda berdasarkan input panas.
Perkembangan
Melampaui sistem kabel tunggal konvensional, pengelasan berkas elektron menggunakan bahan habis pakai kawat ganda secara bersamaan memungkinkan rekayasa campuran komposisi yang diinginkan atau gradien fungsional di dalam komponen. Hibridisasi dengan penggilingan juga diintegrasikan ke dalam beberapa unit WAAM, yang bertujuan untuk hasil akhir permukaan yang lebih baik melalui pemesinan online dari lapisan yang dicetak). Sumber panas, mode suplai kawat, atmosfer pelindung, dan parameter kontrol lainnya tetap menjadi variabel yang diteliti secara aktif.
Fabrikasi Logam Aditif

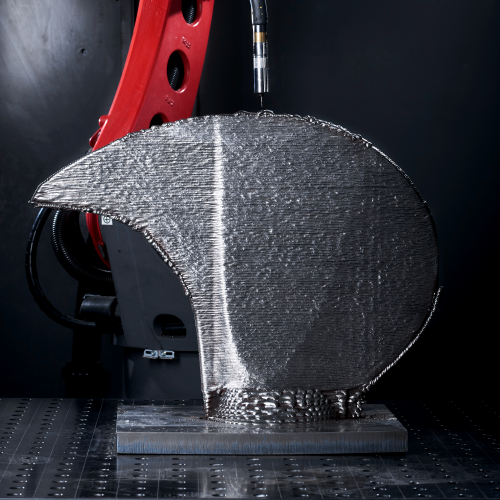
Manufaktur aditif busur kawat (WAAM) bekerja dengan pembuatan komponen logam yang terkomputerisasi secara langsung melalui pernyataan lapis demi lapis dari kawat logam cair. Perspektif granular yang digerakkan oleh model rancangan yang didukung PC tiga lapis (3D) (desain berbantuan komputer) ini memungkinkan pengembangan suku cadang dengan perhitungan kompleks yang tidak praktis dilakukan dengan strategi perakitan biasa. Alih-alih kendala yang timbul dari batas aksesibilitas alat dalam proses subtraktif, WAAM memanfaatkan kontrol gerak canggih dan sistem pengelasan busur untuk membangun struktur yang ditentukan murni oleh model virtual.
Dengan membebaskan manufaktur dari ketergantungan cetakan dan perkakas, WAAM meningkatkan fleksibilitas desain dan memungkinkan produksi seri sesuai permintaan dari varian volume rendah yang disesuaikan. Hal ini sangat cocok untuk produksi prototipe, menggantikan pengecoran investasi berbasis pola. WAAM juga cocok untuk pembuatan suku cadang pengganti atau perbaikan yang cepat, menghindari waktu tunggu yang lama dari teknik konvensional. Dengan pemanfaatan material yang hampir sempurna dibandingkan dengan metode pemindahan material, manufaktur aditif busur kawat menghasilkan penghematan material yang signifikan dan mengurangi timbulan limbah.
Integrasi CAD/CAM
Melalui penambahan lapisan demi lapisan kabel yang dilas, manufaktur aditif busur kawat memungkinkan pencetakan 3D logam struktur dengan kompleksitas geometris yang tidak dapat dicapai melalui cara subtraktif yang memanfaatkan CAD/CAM data.
Rentang Aplikasi Material
WAAM memperluas cakupan logam yang digunakan dalam fabrikasi aditif, mulai dari paduan struktural hingga logam reaktif. Paduan yang relevan termasuk baja struktural, paduan super, magnesium reaktif, serta logam tahan api karena intensitas energi busur listrik yang tinggi. Komposisi pengisi khusus juga dapat mencapai campuran mekanis, kimia, atau fisik yang disesuaikan selama pengendapan melalui strategi multi-kawat secara simultan.
Tantangan dalam WAAM
Parameter Proses
Masalah muncul dari input panas selama pembuatan aditif busur kawat seperti tegangan sisa, variasi mikrostruktur dan cacat. Kualitas tergantung pada parameter pengontrolan. Kualitas deposit bergantung secara sensitif pada penyetelan parameter untuk mengurangi efek yang tidak diinginkan-seperti mempertahankan sifat busur yang stabil dan mengelola suhu interlayer melalui arus pengelasan, tegangan, kecepatan, dan interval perisai/pendinginan yang dioptimalkan.
Teknik Mitigasi
Pendekatan untuk mengatasi masalah ini melibatkan penurunan input panas, proses antar lintasan, perlakuan panas, dan pemantauan kualitas. Pengoptimalan parameter difokuskan pada penurunan input panas melalui pengelasan CMT atau kecepatan pengelasan yang lebih tinggi untuk memperhalus butiran melalui peningkatan laju pendinginan. Pendekatan lain melibatkan interval pendinginan antar lintasan, penggulungan/penempaan antar lapisan dan post fabrikasi logam arsitektural perlakuan panas. Pelapisan multi-lintasan yang terkendali juga mengatasi tegangan sisa. Kemajuan dalam pemantauan proses dan kontrol kualitas semakin membantu manufaktur yang berulang.
Bahan dan Aplikasi
Kemampuan Paduan
Manufaktur aditif busur kawat memfasilitasi spektrum paduan yang luas untuk aplikasi struktural dan fungsional. Pilihan material umum untuk teknik fabrikasi logam memerlukan baja tahan karat dan paduan super yang disukai dalam turbin, pesawat terbang, dan teknik perminyakan. Titanium digunakan secara luas dalam aplikasi biomedis dan kelautan dengan memanfaatkan ketahanan korosi dan keunggulan kekuatan-kepadatannya.
Penggunaan Industri
Industri kedirgantaraan memanfaatkan WAAM untuk membuat komponen mesin yang kompleks, ruang bakar, dan airfoil turbin. Aplikasi otomotif meliputi penukar panas, turbocharger, dan struktur kendaraan ringan. Di sektor kelautan, WAAM merampingkan pembuatan kapal dengan mencetak langsung sekat, pengaku, dan bagian lambung kapal lainnya. Bidang medis juga mengeksplorasi implan, perancah, dan prostesis yang disesuaikan dengan menggunakan titanium dan baja tahan karat yang biokompatibel.
Tren Penelitian dan Prospek Masa Depan
Bidang Penelitian yang Sedang Berlangsung
Area aktif penelitian manufaktur aditif busur kawat berfokus pada pengembangan paduan/proses lebih lanjut, kontrol kualitas, teknik hibrida, dan pengoptimalan berbasis simulasi. Pengembangan berpusat pada penyempurnaan kombinasi proses logam, merancang kontrol adaptif, teknik hibridisasi, dan pemodelan digital. Penelitian menyusun strategi pengoptimalan parameter seperti frekuensi denyut dan bentuk gelombang, pengoptimalan multilayer, perawatan pasca-perawatan mekanis dan menggabungkan bahan yang berbeda.
Potensi Masa Depan
Pertumbuhan di masa depan membutuhkan demonstrasi untuk pembuatan serial yang dapat diandalkan secara serial pada skala industri. Memperluas pustaka material, sertifikasi untuk domain yang diatur serta upaya standardisasi akan semakin meningkatkan penerimaannya. Dengan investasi penelitian yang berkomitmen, manufaktur aditif busur kawat menunjukkan potensi yang kuat untuk berkembang menjadi platform manufaktur utama yang menyaingi dan menggantikan pencetakan cetakan tertutup tradisional atau pengecoran skala penuh.
Kesimpulan
Kesimpulannya, manufaktur aditif busur kawat telah muncul sebagai metodologi fabrikasi aditif yang kuat untuk logam. Dengan memanfaatkan pengelasan busur listrik sebagai sumber fusi ekonomis yang digabungkan dengan mekanika pengumpanan kawat secara kontinu, WAAM memfasilitasi fabrikasi aditif digital. fabrikasi logam dalam seni komponen berskala besar dengan efisiensi material dan laju deposisi yang tinggi. Terlepas dari tantangan terkait panas yang dihadapi, penelitian yang sedang berlangsung di seluruh dunia secara aktif memperluas kemampuan WAAM melalui pemrosesan yang dioptimalkan, paduan baru, dan integrasi teknik hibrida. Dengan kelemahan yang telah diatasi dan kontrol proses yang disempurnakan, WAAM siap untuk mewujudkan kontribusinya untuk manufaktur logam digital dan efisiensi tinggi di seluruh sektor industri di masa depan.
Pertanyaan yang Sering Diajukan:
Q. Apa kepanjangan dari WAAM?
A. WAAM adalah singkatan dari Wire Arc Additive Manufacturing. Semacam fabrikasi zat tambahan yang menggunakan lengkungan listrik sebagai sumber intensitas untuk menjalin bahan baku kawat logam dan membuat bagian lapis demi lapis. Segmen melingkar biasanya dibuat melalui pengelasan busur logam gas (GMAW) atau pengelasan busur tungsten gas (GTAW) sambil terus-menerus merawat kawat logam. Hal ini mempertimbangkan pencetakan 3D komponen logam yang ditentukan secara cermat.
Q. Bagaimana cara kerja WAAM?
A. Dalam proses WAAM, obor las digunakan untuk menghasilkan busur listrik antara ujung kawat umpan dan substrat atau pelat dasar. Saat busur melelehkan kawat yang diumpankan, tetesan berpindah untuk membentuk manik las. Manik-manik ini disimpan pada substrat untuk membentuk lapisan pertama. Kemudian obor las diposisikan ulang berdasarkan perencanaan jalur alat perangkat lunak untuk menyimpan manik-manik las dan lapisan yang berurutan untuk secara bertahap membangun bagian dengan bentuk dan dimensi yang diinginkan sesuai input data model 3D. Gas pelindung inert melindungi busur dan logam cair dari kontaminasi selama pengendapan.
Q. Bahan apa saja yang dapat digunakan dalam WAAM?
A. Material normal yang digunakan dalam manufaktur aditif busur kawat menggabungkan senyawa baja seperti persiapan peralatan, baja temper; paduan super seperti Inconel dan Hastelloy untuk aplikasi penerbangan; amalgam aluminium untuk area otomotif dan kelautan; titanium dan kombinasinya untuk sisipan klinis dan penerbangan; dan komposit magnesium responsif yang menarik minat karena solidaritasnya yang tinggi terhadap berat. Penelitian baru juga melihat komposit berbasis nikel dan magnesium yang diproduksi dengan menggunakan WAAM.
Q. Industri apa saja yang menggunakan WAAM?
A. Sektor industri utama yang memanfaatkan teknologi WAAM meliputi kedirgantaraan untuk pembuatan komponen mesin pesawat terbang yang membutuhkan ketahanan suhu tinggi; otomotif untuk fabrikasi turbocharger, blok mesin, dll.; kelautan untuk aplikasi pembuatan kapal; produksi energi untuk pembuatan turbin, jaringan pipa dan reaktor; manufaktur peralatan industri; dan medis/gigi karena titanium dan baja tahan karat banyak digunakan untuk implan, perancah, dan prostesis.
Q. Tantangan apa saja yang sedang dihadapi di WAAM?
A. Penelitian bertujuan untuk meminimalkan masalah yang timbul akibat input panas yang tinggi selama WAAM seperti tegangan sisa, struktur mikro yang heterogen, dan cacat. Hal ini melibatkan pengoptimalan parameter proses seperti arus, kecepatan, waktu pendinginan; mengembangkan kontrol adaptif; merancang teknik hibrida yang menggabungkan proses aditif dan subtraktif; menggunakan perawatan pasca-deposisi seperti perlakuan panas; pemantauan non-destruktif, dan banyak lagi. Tujuannya adalah untuk menghasilkan komponen logam besar yang konsisten dan berkualitas tinggi melalui WAAM.