Aller au contenu
Aller au contenu 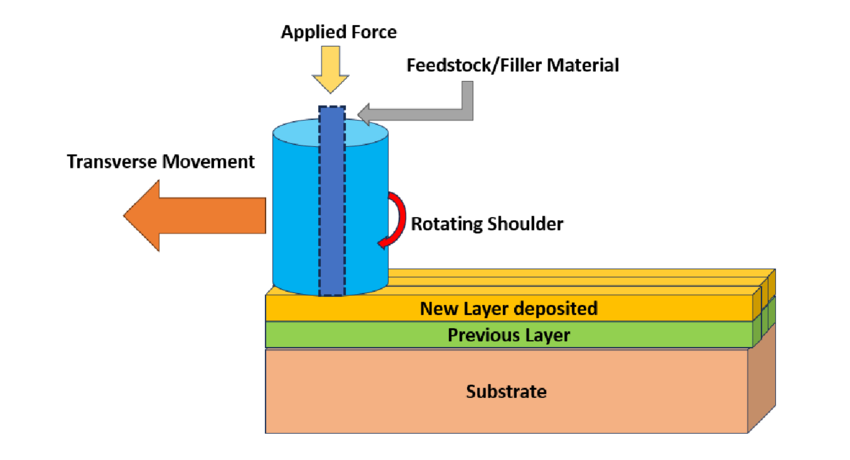
Découvrez le potentiel du traitement additif par friction-malaxage (AFSP) pour la modification et la réparation des surfaces. Explorez les processus clés, les avantages et les applications émergentes de l'AFSP pour créer des matériaux robustes et performants.
Par rapport aux stratégies d'assemblage conventionnelles, le traitement par frottement offre des avantages cruciaux en tant que méthode exempte de contamination et économe en énergie pour le mélange de matériaux de surface de pointe. Cet article a pour but d'étudier l'état actuel et les précieuses portes ouvertes gérées par le coût d'une variante émanant du traitement de mélange par contact, connu sous le nom de traitement de mélange par râpage de substances ajoutées, ou traitement par friction-malaxage additif. Un aperçu concis du système AFSP et une première introduction aux normes de base.
Traitement additif par friction-malaxage : Modification et réparation des surfaces
L'article commence par une introduction qui donne une vue d'ensemble du traitement additif par friction-malaxage (AFSP) et de son importance dans l'ingénierie de la surface des matériaux. Il détaille ensuite la technique de friction-malaxage additive, couvrant la procédure de traitement, les limites clés du processus et la conception de l'outil. Ensuite, l'accent est mis sur l'affinement de la microstructure, en discutant de l'affinement des grains dans la zone traitée, de l'impact des limites d'interaction sur les grains et du rôle de la géométrie de l'outil.
La manipulation du mélange de grilles est une stratégie de création d'états forts de haut niveau progressivement utilisée pour des applications de conception de surfaces matérielles. Cette technique innovante améliore les microstructures, intègre des renforts composites et offre une résistance supérieure à l'usure pour diverses applications dans les domaines de l'énergie, de l'environnement, de la santé et de l'environnement. aérospatiale et automobile Les industries de l'acier et de l'acier inoxydable. En tirant parti des normes de restriction de la déformation extrême des plastiques à des températures élevées, la manipulation des mélanges de grilles permet d'ajuster les microstructures des surfaces proches tout en dispersant les particules de soutien. Cela permet de créer de nouvelles couches composites conférant des propriétés rationalisées aux surfaces métalliques.
Ensuite, les perspectives clés ayant un impact sur l'affinage microstructural sont examinées, ainsi que les méthodologies d'assemblage des supports composites. Les structures fabriquées par traitement additif par friction-malaxage contenant des composés métalliques soutenus par des particules de céramique et de carbone sont passées en revue. Enfin, des applications en développement axées sur l'altération de la surface et la fixation des matériaux, pour lesquelles la manipulation de mélanges de substances ajoutées au moyen de grilles présente un potentiel prometteur, sont présentées.
Substance ajoutée Stratégie de traitement des mélanges de broyage
Procédure de traitement
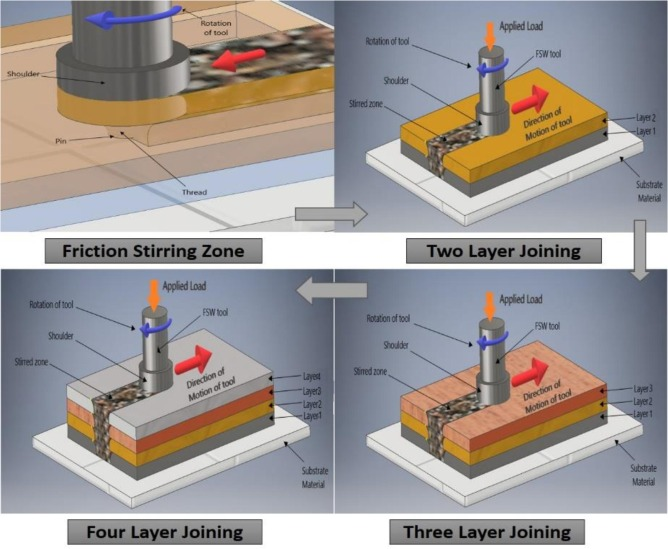
Le traitement par friction-malaxage additif (AFSP) est une méthode de traitement solide à la lumière des normes de traitement des mélanges de grilles. techniques de soudage. Dans l'AFSP, un dispositif non consommable doté d'une broche et d'un épaulement est tourné et plongé dans le matériau à manipuler. L'intensité de la friction est produite au point d'interaction entre l'épaulement de rotation et la pièce, ce qui provoque une plastification restreinte du matériau. La tige de l'instrument mélange le matériau plastifié afin d'obtenir un mélange et une dispersion de toutes les particules qui le soutiennent.
Cette manipulation s'effectue sous le point de dissolution du matériau, ce qui permet d'éviter les effets indésirables liés aux cycles des fluides, par exemple la porosité et les contraintes persistantes. L'AFSP offre des avantages par rapport aux méthodes conventionnelles d'ajustement de la surface, par exemple, une maîtrise précise de l'apport de chaleur sans changement d'étape. Le dispositif peut être croisé sur le substrat, par exemple, de manière à ce que des zones particulières soient traitées de manière ciblée. Cela permet de réaliser des finitions et des conceptions sur les surfaces des matériaux.
Limites du processus
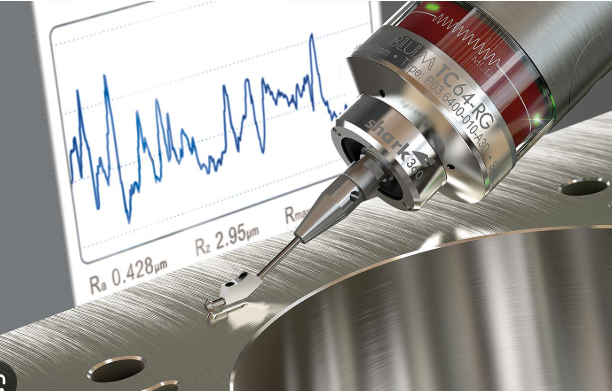
Les propriétés et qualités des manipulés finition de surface s'appuient sans équivoque sur les limites utilisées pendant le traitement additif par friction-malaxage. Les principales limites contrôlables comprennent la vitesse du pivot de l'appareil, la vitesse de croisement de l'instrument, la force appliquée au moyeu, le point d'inclinaison de l'appareil et la profondeur de plongée de l'axe de l'appareil. Ces limites ont un impact sur l'âge de l'intensité à l'interface entre l'instrument et la pièce et sur la vitesse de déformation du matériau Ning. La vitesse de rotation influe sur l'âge de l'intensité du frottement, tandis que la vitesse de croisement contrôle la diffusion de la chaleur et le taux d'écoulement de la matière. La force du moyeu maintient l'instrument immobile contre le substrat. Un réglage approprié de ces limites est essentiel pour obtenir des surfaces exemptes d'imperfections et dotées de propriétés avancées.
Plan de l'instrument
Le plan de l'instrument de traitement additif par friction-malaxage, en particulier l'épaulement et l'axe, influe également sur les résultats de la manipulation. Des distances plus importantes entre les épaulements augmentent la zone de contact pour le vieillissement à chaud, mais peuvent également réduire les contraintes de l'appareil. Les profils des goupilles, y compris les plans filés, cannelés ou à caractéristiques, fonctionnent avec un véhicule de matériau plus développé, contrairement aux goupilles simples en forme de tonneau. Les épaulements des instruments peuvent être conçus avec des profils, par exemple en parchemin ou en spirale, afin de concentrer les contraintes. Les matériaux utilisés pour les instruments, tels que l'acier H13 ou le carbure de tungstène, présentent une résistance élevée à la rupture et à l'usure, ce qui permet de manipuler d'autres matériaux difficiles. La configuration de l'instrument est rationalisée en fonction des propriétés du matériau du substrat et des augmentations du support, le cas échéant.
Affinement de la microstructure
Affinage des grains dans la zone traitée
Lors du traitement additif par friction-malaxage, des Variantes en plastique est accordée au matériau de la pièce sous l'épaule de l'appareil. Lorsque le matériau est exposé à cette déformation plastique extrême à des températures élevées à proximité de l'interface appareil-pièce, une recristallisation dynamique des grains se produit. Cela entraîne une modification de la microstructure à gros grains sous-jacente en une meilleure structure à grains équiaxes dans la zone de mélange. Le rythme de la distorsion plastique extrême et l'intensité de l'âge peuvent être contrôlés par les limites de l'AFSP afin d'obtenir différents degrés d'affinement de la microstructure. Des vitesses de rotation, des charges pivotantes et des vitesses de croisement plus élevées favorisent une recristallisation unique plus remarquable en raison de l'amélioration du véhicule de la matière et des températures homologues plus élevées atteintes.
Impact des limites d'interaction sur les grains
La taille des grains obtenus dans la zone de mélange dépend sans équivoque des limites AFSP choisies. Des études ont montré que des vitesses de rotation plus élevées du dispositif, en créant une plus grande intensité de friction, entraînent des grains recristallisés plus gros en raison des chances plus importantes de développement des grains à des températures plus élevées. Inversement, des vitesses de passage plus élevées du dispositif entraînent des taux de refroidissement plus rapides et obligent au développement des grains, ce qui permet d'obtenir des grains de meilleure taille. En outre, les facteurs du processus tels que la force du moyeu, le profil de la broche et le nombre de passes influencent également le degré de plastification et de recristallisation et, par conséquent, les derniers attributs des grains dans les surfaces manipulées par AFSP.
Le métier de mathématicien du matériel
La méthode de traitement additif par friction-malaxage du dispositif v a un impact total sur la structure du grain obtenue, en raison de ses conséquences sur l'âge de la chaleur et la conduite du flux de matière. Une plus grande distance entre les épaules augmente la surface de contact pour l'apport de chaleur pendant la manipulation. Néanmoins, cela peut également aggraver l'apparition de déformations dans certains cas. Les pointes d'instrument incluses avec des profils comme les cordes ou les bois fonctionnent avec un meilleur véhicule de la matière plastifiée par rapport aux pointes en forme de tube de base, ce qui améliore la recristallisation. De nombreux passages avec un instrument peuvent en outre affiner les grains en raison de la torsion importante du plastique collecté à chaque passage. Dans l'ensemble, une configuration rationalisée de l'appareil, adaptée au cadre particulier du substrat et du support, est essentielle pour comprendre le degré le plus élevé de changement de la microstructure au cours de l'AFSP.
Modification de la surface et fabrication de composites
Techniques de fusibles de soutien
Pour créer des composites de surface à l'aide du traitement additif par friction-malaxage, les particules de support doivent être présentées et disséminées à l'intérieur du matériau du substrat. Les techniques habituelles consistent à remplir les rainures usinées dans le substrat procédés de finition de surface avec le support particulaire avant de le manipuler. D'autre part, une organisation d'ouvertures ou de fossettes malvoyantes peut être chargée de fortifications. La technique de remplissage des sillons permet l'expansion la plus notable du support, car l'encoche remplie est donc mélangée et fermée pendant l'AFSP. Une autre méthode consiste à coller ou à projeter des revêtements de support sur la surface du substrat, mais il peut être difficile d'obtenir une dispersion uniforme. La méthode de fusion du support utilisée dépend de facteurs tels que les aspects de l'encoche, les qualités de la molécule et les propriétés du composite désigné.
Cadres créés
Un large éventail de substrats et de supports ont été transformés en composites de surface à l'aide du traitement additif par friction-malaxage. Les composites de magnésium et d'aluminium sont généralement utilisés comme substrats en raison de leur légèreté et de leurs propriétés mécaniques. Les fortifications comprennent des oxydes cuits comme l'alumine et la silice qui améliorent la dureté et la résistance à l'usure. Les carbures comme le carbure de silicium et les carbures de métaux changeants augmentent la résistance. Les particules de terre peu communes dans les combinaisons de magnésium affinent les grains de l'armature. Les nanostructures de carbone comme le graphène et les nanotubes de carbone confèrent une forte conductivité pétrolière et électrique. Des mélanges croisés de diverses fortifications sont également à l'étude.
Propriétés des composites à venir
Les propriétés des composites de surface obtenus par traitement additif par friction-malaxage sont fortement influencées par l'affinement du grain réalisé dans la microstructure du substrat, ainsi que par la dispersion et le maintien uniformes des particules de support. Des grains plus homogènes et de meilleure qualité, ainsi qu'un regroupement moindre des particules ou des abandons de points de connexion, se traduisent par une dureté, une résistance et une obstruction à l'usure plus importantes que dans le cas d'un matériau de substrat non renforcé. Les limites qui améliorer la microstructure Des changements tels que des vitesses de pivotement plus élevées ou de nombreuses passes de manipulation favorisent ainsi une amélioration plus importante des propriétés. Le niveau d'amélioration dépend également des propriétés inhérentes et de la capacité d'accumulation des particules choisies.
Material Fix Applications
Fixation du volume
La manipulation du mélange de caillebotis à substance ajoutée garantit la correction des déformations volumétriques dans les conceptions et les pièces métalliques. Le fait de combler les lacunes laissées par les ruptures, les dommages dus à l'usure ou les défauts apparus au cours des cycles d'assemblage précédents peut contribuer à rétablir la respectabilité sous-jacente. Les trous de serrure et les ruptures d'épaisseur dans les combinaisons de base des avions et des voitures peuvent être réparés grâce au traitement additif par friction-malaxage. Le mode d'expansion persistant du matériau et la maîtrise avancée des voies transversales font que le procédé de friction-malaxage additif est approprié pour ces applications, contrairement aux méthodes de réparation basées sur des bouchons fixes.
Opposition à l'usure de la surface
L'AFSP est progressivement appliqué pour l'amélioration de la qualité de l'air dans les zones exposées à l'usure. matériaux métalliques liquides et les surfaces mixtes. Les couches composites soutenues offrent une protection contre l'érosion et le grattage des substrats. Les surfaces dures contenant des particules produites à l'aide du traitement par friction-malaxage additif présentent un frottement et une usure moindres dans des applications telles que les chambres sous pression et les coussins de contact des voitures. La fixation de la surface et le revêtement avec l'AFSP empêchent l'usure de la pièce, augmentant ainsi la durée de vie potentielle de l'aide. Cela offre des possibilités intéressantes pour les appareils modernes, les moteurs et les fondations exposés à des conditions tribologiques extrêmes.
Conclusion
Dans l'ensemble, la manipulation du mélange d'érosion par substance ajoutée est apparue comme une méthode flexible et monétairement intéressante pour permettre un changement contrôlé des microstructures des substrats métalliques et la création de couches de surface composites soutenues. Cette variante de pointe de la manipulation du mélange de grilles utilise les avantages de l'expansion persistante des matériaux pour résoudre des difficultés déjà inamovibles dans le domaine de la conception d'amalgames et de pièces.
L'amélioration des limites de manipulation connexes, telles que la mathématique de l'instrument, la vitesse de rotation et l'alimentation transversale, offre des chances étonnantes d'ouvrir la capacité réelle du traitement additif par friction-malaxage à l'adaptation des propriétés de surface sur différents cadres de substrat-support complètement. En général, les zones de manipulation du mélange de substances ajoutées par friction-malaxage présentent une force pour la conception de matériaux de surface vigoureux et d'une exécution supérieure par l'utilisation abusive d'un raffinement microstructurel limité et d'associations de particules atteignables uniquement par une distorsion plastique sérieuse sans harmonie.
FAQ
Q : Quelle est la différence essentielle entre le soudage d'un mélange de grilles et la manipulation d'un mélange de frottement ?
R : Le soudage par contact est utilisé pour assembler des matériaux comparables ou uniques, tandis que le soudage par érosion modifie la microstructure et les propriétés d'un matériau sans l'assembler.
Q : Quelle est la plage de température à laquelle les mélanges d'érosion de substances ajoutées sont régulièrement manipulés ?
R : Pour la plupart des combinaisons d'aluminium, le traitement additif par friction-malaxage se produit dans une fourchette de 0,6 à 0,9 fois le point de dissolution du matériau, ce qui permet d'éviter les problèmes liés à la manipulation de l'étape fluide, comme la porosité et les charges résiduelles.
Q : Comment se produit la consolidation du support lors de la manipulation du mélange en contact avec la substance ajoutée ?
R : Les fortifications sont généralement présentées en remplissant des sections ou des ouvertures usinées dans la surface du substrat avant la manipulation. Lorsque l'instrument traverse, les fortifications sont mélangées et dispersées à l'intérieur de la grille plastifiée.