 Aller au contenu
Aller au contenu 
Cet article explique comment imprimer en 3D des pièces très résistantes en sélectionnant les bons matériaux comme le PEEK ou le nylon, en explorant les techniques d'optimisation des paramètres d'impression, notamment la densité de remplissage, l'orientation, l'épaisseur de la coque et le post-traitement comme le recuit. Il couvre également les applications qui utilisent des impressions 3D résistantes pour des prototypes fonctionnels, des composants d'utilisation finale et des aides mécaniques.
Pièces imprimées en 3D : Les meilleurs filaments pour des impressions plus solides et plus précises en 2024

Compte tenu des tendances technologiques illustrées dans les tableaux, l'utilisation de la technologie de l'information et de la communication (TIC) dans les pays de l'Union européenne a augmenté. Impression 3D commence maintenant à trouver son application dans la production de pièces fonctionnelles, d'outils, d'instruments et de structures qui peuvent être confrontés à des charges structurelles et mécaniques. Le choix du matériau, les réglages de l'imprimante et le post-traitement doivent être optimaux pour obtenir une résistance pratique maximale.
Dans cet article, nous allons explorer les différents aspects des pièces imprimées en 3D adaptées à des utilisations fonctionnelles. Nous commencerons par examiner les matériaux couramment utilisés pour leurs propriétés mécaniques, tels que les nylons, les polycarbonates et les options à haute performance comme le PEEK. Il est essentiel de comprendre comment exploiter efficacement le potentiel de résistance de ces matériaux.
Nous nous pencherons ensuite sur l'impact des Imprimante 3D Les paramètres tels que les motifs de remplissage, l'orientation de la pièce, l'épaisseur de la coque ont une incidence sur la résistance des pièces imprimées. L'optimisation de ces paramètres joue un rôle majeur dans la réalisation des capacités réelles des matériaux. Les techniques de post-traitement permettant d'améliorer encore la résistance seront également abordées.
Enfin, des applications réelles qui utilisent efficacement des composants imprimés en 3D avec une grande intégrité mécanique seront mises en évidence. Cet article vise à fournir des conseils détaillés sur l'impression de pièces durables pour les applications de prototypage, d'outillage et de production.
Définitions de la résistance des matériaux
Résistance à la traction
La résistance à la traction est la mesure de la contrainte de traction qu'un matériau peut supporter lorsqu'il est étiré et tiré jusqu'à son point de rupture. Elle peut être définie comme la contrainte maximale qu'un matériau peut supporter à la rupture ou lorsqu'il est tiré jusqu'au point de rupture. Elle est exprimée en Pascal ou en livre force par pouce carré, abrégée en psi. La résistance à la traction d'un matériau est considérée comme ayant une contrainte de traction potentielle, c'est-à-dire un matériau ayant un potentiel de résistance à la traction.
Élongation
L'allongement est défini comme l'extension atteinte à l'intérieur d'un matériau avant sa rupture sous l'effet d'une contrainte de traction. Il est normalement exprimé en termes de pourcentage de changement par rapport à la longueur ou à la largeur d'origine du matériau avant la rupture. Plus l'allongement d'un matériau est élevé, plus ce matériau peut être étiré avant de se rompre. Comme l'allongement, il s'agit d'une valeur essentielle utilisée pour caractériser la ductilité ou la malléabilité du matériau.
Résistance aux chocs
La capacité d'un matériau de pièces imprimées en 3D à résister à une rupture ou à une fissure sous l'effet d'une charge est appelée résistance à l'impact. Les deux tests les plus courants pour évaluer la résistance à l'impact d'un matériau donné sont l'essai Izod et l'essai Charpy. Dans ce test, un échantillon entaillé est exposé à un seul mouvement de balancier ou à un seul coup avec un pendule pesé. L'énergie d'impact absorbée qui est utilisée dans l'énergie de fracture est déterminée. En d'autres termes, un matériau ayant une résistance à l'impact ou une énergie absorbée plus élevée peut résister à une charge d'impact soudaine sans se fracturer.
Résistance chimique
La résistance chimique au Nigeria concerne la capacité d'un matériau, en l'occurrence un tissu enduit, à rester inchangé ou, s'il doit se dégrader, la manière dont il se dégrade lorsqu'il entre en contact avec des produits chimiques, des acides, des alcalis, des sels ou des solvants. Les matériaux sont classés en fonction de leur performance lorsqu'ils sont exposés à des solutions chimiques, par le biais d'un test d'immersion ou autre. Dans certains cas, le matériau peut simplement fondre et, lorsqu'il entre en contact avec des produits chimiques, il peut gonfler ou même s'affaiblir. Les matériaux résistants aux produits chimiques conservent leurs caractéristiques et se dégradent en apparence ou en structure lorsqu'ils sont en contact avec des produits chimiques.
Résistance aux UV
La résistance aux UV est une mesure de la façon dont un matériau peut résister à la dégradation causée par la lumière ultraviolette provenant principalement du soleil. Parmi tous les matériaux exposés à l'environnement extérieur, impression 3D en plastique et les polymères sont facilement dégradés par l'exposition à la lumière UV. La dégradation par les UV est normalement causée par des réactions photochimiques qui rompent une liaison chimique et produisent un changement de couleur, une fissuration sous contrainte ou une corrosion sous contrainte le long d'une ligne perpendiculaire à la direction de la source lumineuse. Les matériaux qui ont une plus grande résistance aux UV ont une durée de vie plus longue lorsqu'ils sont utilisés dans des conditions d'exposition à la lumière du soleil ou à des lampes UV.
Résistance à la température
La résistance à la température concerne la capacité du matériau à conserver ses propriétés mécaniques et physiques à des températures élevées et basses. La plupart des matériaux se ramollissent ou durcissent en dehors de leur plage de température de service. Les matériaux destinés à des applications à haute température conservent leur résistance et d'autres propriétés à des températures élevées. Les matériaux résistants aux basses températures restent ductiles et résistants aux chocs à des températures inférieures à zéro.
Température de déviation de la chaleur
La température de déviation thermique (HDT) ou température de déformation thermique est la température à laquelle un échantillon de polymère ou de plastique ne parvient pas à conserver sa forme sous une charge donnée. Cette charge est généralement normalisée à 4,45 kPa ou 0,125 MPa. La HDT est utilisée comme mesure de la résistance à la chaleur des thermoplastiques. Cela s'explique simplement par le fait que le degré de cristallinité indiqué par la valeur HDT influe sur la résistance à la chaleur de la matière plastique. Les plastiques haute température ne se déforment pas, ne se rétractent pas, ne gonflent pas et ne subissent pas d'autres modifications chimiques à des températures plus élevées et ne présentent pas de défaillance mécanique.
Matériaux d'impression 3D couramment utilisés

Polycarbonate (PC)
Le poly carbonate est un thermoplastique qui offre une plus grande résistance aux chocs, une meilleure stabilité dimensionnelle et une plus grande résistance à la chaleur que les autres matériaux utilisés pour les pièces imprimées en 3D, comme l'ABS. Le polyglycol a une température de transition vitreuse d'environ 147 degrés Celsius. PC Les pièces en PC sont très transparentes et très transparentes, c'est-à-dire absolument claires. Toutefois, le PC est plus difficile à imprimer que l'ABS, car il nécessite des températures d'impression plus élevées, de l'ordre de 250 à 300°C. Il peut être utilisé pour fabriquer des boîtiers transparents et durables, des appareils médicaux et des prototypes. Le PC présente une très bonne résistance chimique aux alcools, aux acides et aux alcalis.
Acrylonitrile Butadiène Styrène (ABS)
ABS est réputé pour être l'un des matériaux thermoplastiques les plus courants dans le domaine de la santé. Impression 3D outillage en raison de son prix peu élevé et de sa compatibilité avec les pièces imprimées en 3D à usage domestique. Un bon équilibre entre la résistance, la rigidité, la ténacité et la durabilité en fait un matériau de choix. L'ABS présente une assez bonne tolérance aux chocs et à la chaleur et sa température de résistance est d'environ 95 °C. Il peut supporter une température de 80 °C. Les composants en ABS sont souvent utilisés pour la fabrication de pièces en plastique. Il peut supporter une température de 80 degrés Celsius. Les composants en ABS sont pleinement utilisés dans les prototypes fonctionnels de JL, les boîtiers d'appareils électroniques, etc. Toutefois, lorsqu'il est imprimé, l'ABS émet des gaz volatils nocifs et doit être imprimé dans une enceinte. Ce matériau n'est pas destiné à une utilisation à long terme dans les médical et aérospatiale des industries.
Acide polylactique (PLA)
PLA est un thermoplastique écologique et tendre, obtenu à partir de matières premières renouvelables d'origine végétale, telles que l'amidon de maïs, les racines de manioc et la canne à sucre, entre autres.
. Il permet de remplacer l'ABS sans effets néfastes sur la santé lorsque les pièces sont imprimées en 3D et il est respectueux de l'environnement. Le PLA présente une stabilité thermique comparativement moindre, avec un Tg compris entre 50 et 60°C. Néanmoins, il se déforme peu et est extrêmement facile à imprimer sans avoir besoin d'une enceinte. Le PLA est rigide, chimiquement résistant et peut être recuit puis peint. Il est le plus souvent utilisé pour créer des modèles, des pièces non structurelles et des prototypes. L'utilisation du PLA présente toutefois un inconvénient : il a tendance à gonfler au contact de l'humidité et donc à se déformer.
Nylon
Le nylon ou polyamide est une famille de thermoplastiques qui présente une bonne solidité et une bonne rigidité, ainsi qu'une résistance modérée à la température. Ils fondent tous les deux à 215°C et 178°C respectivement pour Nylon 6 et Nylon 12 pour les plastiques respectivement. Ces matériaux peuvent supporter des variations de température de 80 à 100 °C en continu. Les pièces imprimées en 3D en nylon sont très résistantes à l'usure et sont donc utiles pour fabriquer des pièces fonctionnelles parce qu'elles sont solides. En revanche, le nylon est plus difficile à imprimer que l'ABS et le PLA, car il faut utiliser une enceinte et une plate-forme de construction chauffée. Il est fréquemment utilisé dans la fabrication d'engrenages, de poulies, de boîtiers et de pièces de machines qui requièrent de l'endurance.
Filaments de PEEK et de fibre de carbone
Le PEEK ou polyétheréthercétone est un thermoplastique technique de haute performance utilisé dans les secteurs de l'aérospatiale, de l'automobile et des télécommunications. Il présente une stabilité thermique élevée avec un point de fusion d'environ 343°C et possède de bonnes propriétés mécaniques, une inertie chimique et une biocomialité. L'augmentation de la résistance d'environ 40% et de la rigidité d'environ 80% provient de l'utilisation de fibres de carbone renforcées. PEEK. Cependant, ces matériaux permettent d'obtenir des températures très élevées pour les pièces imprimées en 3D, jusqu'à 380 degrés Celsius pour certains d'entre eux. Cela les rend propices à la fabrication d'implants médicaux, de pièces aérospatiales et d'autres pièces très résistantes.
Bien qu'il y ait un grand nombre d'applications de l'ABS dans les pièces imprimées en 3D, les coûts élevés des matériaux et de l'énergie sont trop élevés pour que l'ABS puisse être utilisé dans les pièces imprimées. Coût de l'imprimante 3D les rendent moins populaires que d'autres matériaux d'impression 3D. En résumé, le choix des matériaux dépend des propriétés mécaniques, thermiques et chimiques spécifiques requises pour l'application. Alors que le PLA, l'ABS et le nylon offrent un bon équilibre entre le coût, la facilité d'utilisation et la durabilité, le PC, le PEEK et la fibre de carbone répondent à des applications plus spécialisées et plus performantes. Les limites de la résistance à la température, du coût, de l'imprimabilité et de l'impact sur l'environnement doivent également être prises en compte.
Introduction de nylon haute performance : PA11 et PA12

PA12
PA12ou Nylon 12, est un polyamide haute performance appartenant au groupe des thermoplastiques techniques, offrant une meilleure résistance aux chocs à basse température que le PA11. Avec une température de transition vitreuse de -45°C et un point de fusion d'environ 178°C, il est idéal pour une utilisation continue en dessous de 0°C. Le PA12 se caractérise par une très faible absorption d'humidité, une autolubrification et une résistance à l'usure, ce qui le rend approprié pour l'automobile, l'aérospatiale et divers produits de consommation qui nécessitent une grande rigidité et un faible coefficient de dilatation thermique dans une large gamme de températures.
HP PA11 vs PA12
Les propriétés mécaniques du HP PA11 et du HP PA12 sont impressionnantes et le HP PA12 offre une meilleure flexibilité et une meilleure résistance aux chocs à basse température que le HP PA11. En revanche, le PA11 présente une résistance chimique supérieure et une température de déformation à la chaleur légèrement plus élevée que le PPA. En termes d'usinabilité, le PA11 est légèrement meilleur que le PA12. Dans l'ensemble, le PA11 convient aux applications nécessitant une durabilité sur une large plage de températures allant de températures inférieures à zéro à des températures élevées. Le PA12 est spécifiquement optimisé pour les applications qui exigent flexibilité et résistance aux chocs à des températures inférieures à 0°C. Le PA12 peut donc être préféré pour les températures froides, tandis que pour d'autres applications, le PA11 offre des performances comparables. Ces deux matériaux élargissent considérablement les limites d'utilisation des polyamides.
Optimisation des paramètres d'impression pour la solidité
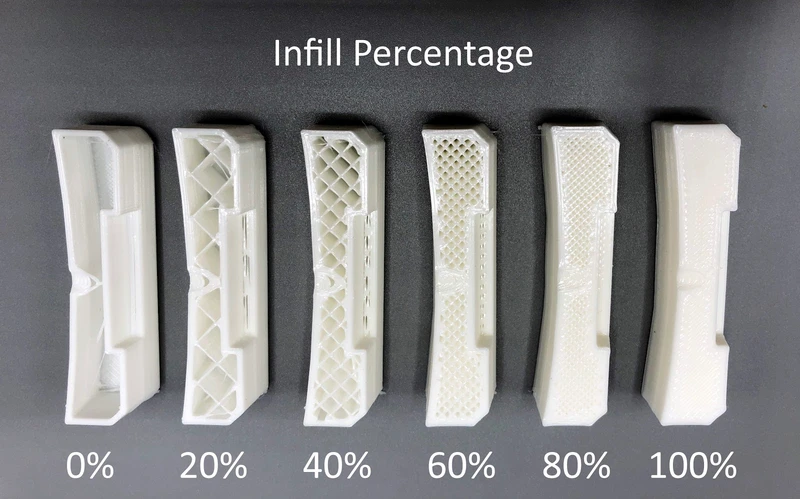
Type et densité des constructions intercalaires
Le remplissage fait référence à la structure interne des impression 3D de métaux. Les motifs de remplissage les plus courants sont les lignes, les grilles, les triangles, les nids d'abeille, etc. Des remplissages plus denses avec un pourcentage de remplissage plus élevé, comme 60-100%, permettent d'obtenir des pièces plus solides que des remplissages épars inférieurs à 20%. Cependant, les remplissages plus denses augmentent le temps d'impression des pièces en 3D et utilisent plus de matériau. Les motifs en nid d'abeille ou en triangle offrent un bon équilibre entre la résistance et l'utilisation du matériau. Le choix du remplissage dépend de la charge de la pièce et des exigences de résistance.
Orientation de la pièce
L'orientation de la pièce imprimée en 3D a un impact significatif sur ses propriétés de résistance. Pour les pièces soumises à des charges de traction ou de flexion, le fait de placer les couches parallèlement à la force permet d'obtenir une résistance maximale. L'orientation verticale de la pièce réduit la résistance par rapport aux orientations planes. Les concentrations de contraintes doivent également être prises en compte pour les endroits critiques. Des structures de soutien peuvent être nécessaires pour les surplombs, en fonction de la géométrie et du matériau de la pièce.
Épaisseur de la coque
La coque désigne les parois extérieures solides des pièces. Des coques plus épaisses augmentent la rigidité, la précision dimensionnelle et la résistance de la pièce. Un minimum de 2 périmètres ou coques est recommandé pour les pièces de base. Les pièces soumises à de fortes charges peuvent nécessiter des coques d'au moins 1,2 à 1,5 fois l'épaisseur de la buse. Les coques très fines, inférieures à 60-80% de largeur de buse, sont susceptibles de se fissurer et de s'endommager. L'épaisseur optimale de la coquille peut être déterminée par des essais de résistance maximale.
En résumé, l'ajustement du pourcentage de remplissage, l'orientation correcte des pièces le long des forces et l'ajustement de l'épaisseur de la coque permettent de maximiser la résistance des composants imprimés en 3D en fonction des charges et des applications prévues. Une bonne pratique consiste à valider les paramètres optimisés par des essais de prototypes pour les applications critiques en termes de sécurité.
Le post-traitement au service de la force
Recuit
Le recuit est une technique de post-traitement couramment utilisée pour accroître la solidité et la résistance aux chocs des pièces imprimées en 3D à partir de matériaux thermoplastiques tels que l'ABS, le PLA et le nylon.
Dans les pièces imprimées en 3D, les cycles de chauffage et de refroidissement rapides entraînent des contraintes résiduelles dans les couches et les pièces imprimées. Le recuit permet de soulager ces contraintes internes en chauffant lentement les pièces imprimées jusqu'à une température juste en dessous de leur point de transition vitreuse.
Par exemple, les pièces en ABS peuvent être recuites à 80-100°C, tandis que le PLA est recuit à 55-65°C. Les pièces sont maintenues à cette température pendant 1 à 2 heures avant d'être refroidies lentement dans une chambre ou un four. Les pièces sont maintenues à cette température pendant 1 à 2 heures avant de refroidir lentement dans la chambre de recuit ou le four.
En permettant aux chaînes de polymères de se détendre par un chauffage et un refroidissement lents, le recuit réduit les contraintes résiduelles et soulage les pièces imprimées en 3D. Il en résulte une meilleure adhérence des couches, une plus grande ténacité et une meilleure résistance aux chocs de 15-30%.
Les contraintes résiduelles plus faibles empêchent également la propagation précoce des fissures lorsque les pièces sont chargées. Les pièces recuites présentent une meilleure résistance à la flexion et aux chocs, ce qui les rend aptes à supporter des charges.
Le recuit est un processus simple de post-impression qui améliore la fiabilité mécanique des pièces imprimées en 3D sans en modifier les dimensions. Il permet aux pièces d'atteindre pratiquement les propriétés de résistance théoriques maximales du matériau d'impression.
Applications pour des impressions 3D solides

Prototypes fonctionnels
L'impression 3D permet le prototypage rapide de pièces fonctionnelles et de prototypes dotés d'une mécanique et d'un mouvement fonctionnels. En optimisant la résistance des pièces imprimées en 3D, il est possible de créer des prototypes finaux qui sont soumis à des tests d'ajustement, de forme et à des essais fonctionnels limités avant la production. Les exemples incluent les boîtiers imprimés, les charnières, les engrenages et les assemblages mécaniques. L'optimisation permet de s'assurer que les prototypes résistent aux forces, aux impacts et aux cycles répétés similaires aux conditions d'utilisation finale.
Composants d'utilisation finale
Les pièces imprimées en 3D à haute résistance élargissent les possibilités d'impression de pièces finales à faible volume et de composants personnalisés. Des domaines tels que les membres artificiels, l'équipement industriel, les implants médicaux et la technologie portable bénéficient de pièces imprimées en 3D personnalisées et résistantes. L'impression de gabarits, de fixations, de boîtiers et d'autres composants de machines avec une résistance maximale permet la production de pièces uniques et les remplacements à la demande.
Aides à la fabrication
Les moules, modèles, gabarits et montages imprimés en 3D permettent d'accélérer les processus de production. Les moules de coulée durables imprimés en 3D facilitent la coulée de faibles volumes de métal. Des gabarits d'assemblage solides améliorent la précision du positionnement. Les outils de maintenance, les aides à l'inspection de la qualité et les ajouts aux lignes d'assemblage sont renforcés grâce à l'optimisation. Les impressions à haute résistance garantissent que les outils de fabrication répondent aux exigences d'une utilisation répétitive sur de longues périodes.
En conclusion, l'optimisation des paramètres d'impression élargit les applications de l'impression 3D, des modèles aux pièces fonctionnelles d'utilisation finale, aux prototypes et aux aides à la fabrication. Une résistance maximale se traduit par une plus grande faisabilité, une plus grande fiabilité et des économies de coûts.
Études de cas utilisant PA11 et PA12
GoProto et Ropes Edge : PA12 protège les cordes de maintien en vie
GoProto a prototypé des gaines à faible friction pour les cordes d'escalade de survie avec du PA12, remplaçant les gaines en PEEK. Les gaines en PA12 résistent aux charges dynamiques et aux températures négatives lors de chutes ou de sauvetages en montagne. Les tests de Ropes Edge ont montré que les gaines en PA12 durent 10 fois plus longtemps que les gaines en PEEK dans des conditions abrasives, protégeant ainsi les grimpeurs.
DustRam produit des outils d'enlèvement de carreaux robustes avec le PA12
DustRam fabrique des outils d'enlèvement de carreaux à pointe en carbure. La rigidité, l'autolubrification et la résistance chimique du nylon 12 permettent aux outils de résister aux forces de grattage des carreaux sans dommage ni usure. La faible absorption d'humidité du PA12 empêche la rouille des composants métalliques. Le PA12 permet à DustRam de produire des outils durables et antirouille qui résistent à des années d'utilisation commerciale.
Bowman augmente la performance des roulements avec le PA11
Bowman produit des roulements, des joints et des joints toriques de haute précision. Le PA11 a amélioré les performances des joints de roulements à des températures allant de -50°C à 135°C dans diverses conditions. Les joints en PA11 ont résisté aux vibrations et aux pressions sans se fissurer sous l'effet de la contrainte et sans perméation de l'huile pendant toute la durée de vie du roulement. Le PA11 a augmenté la fiabilité des roulements, élargissant les applications aux environnements difficiles tels que les plates-formes offshore et les équipements miniers.
En résumé, les PA11 et PA12 offrent des solutions matérielles pour les applications critiques en matière de sécurité, les conditions de travail difficiles et les plages de température étendues. Leurs propriétés de haute performance permettent la fabrication de composants et d'outils durables avec des performances améliorées. stabilité mécanique.
Imprimantes et matériaux HP Jet Fusion
Explorez le portefeuille de matériaux HP
HP propose différents matériaux optimisés pour ses solutions industrielles de pièces imprimées en 3D par Jet Fusion. Le matériau HP 3D High Reusability PA 12 offre durabilité, résistance à la traction et élasticité pour des pièces fonctionnelles. Le PP HP 3D High Reusability permet la production de diverses applications nécessitant une résistance chimique.
Pour les ingénieurs, HP multi jet fusion Le matériau 3D High Reusability CB PA 12 combine la résistance et la ténacité du PA 12 avec un renfort en fibre de carbone. Le nylon chargé de verre HP 3D High Reusability offre rigidité, résistance à la chaleur et réduction de la dilatation.
HP s'associe également à des fournisseurs de matériaux pour élargir les possibilités de pièces imprimées en 3D. Les concepteurs ont ainsi accès à divers photopolymères, élastomères, thermoplastiques et matériaux composites spécifiques à l'industrie.
Combiner efficacement les matériaux avec les imprimantes Jet Fusion
Les imprimantes HP Jet Fusion permettent l'impression 3D multi-matériaux par le biais d'un seul processus d'impression multi-agents. Cela facilite l'optimisation des pièces en combinant des matériaux aux propriétés différentes.
Par exemple, des matériaux flexibles peuvent être mélangés à des matériaux rigides pour produire des joints d'étanchéité dont l'élasticité et la rigidité sont équilibrées. Les plastiques chargés conducteurs sont utilisés dans les pièces électroniques lorsqu'ils sont mélangés à des isolants.
En outre, des matériaux de densités variées permettent de contrôler les propriétés de transmission du son. Les pièces composites contenant des filaments de bois ou de fibre de carbone présentent des avantages esthétiques et structurels.
La possibilité d'imprimer ensemble des matériaux différents grâce à HP Jet Fusion élargit les possibilités d'utilisation de la technologie. L'impression 3D dans le prototypage et de conception de pièces de production par rapport aux pièces imprimées en 3D à partir d'un seul matériau. Cela permet de créer des applications plus complexes dans tous les secteurs d'activité.
Conclusion
En conclusion, une variété de matériaux comme le polycarbonate, l'ABS, le nylon et des options à haute performance comme le PEEK, la fibre de carbone et les nylons semi-cristallins offrent une résistance suffisante pour les applications de pièces imprimées en 3D. Des paramètres tels que la densité de remplissage, l'orientation de la pièce le long des chemins de charge et l'épaisseur de la coque peuvent être optimisés en fonction de la conception de la pièce et de l'utilisation prévue. Les techniques de post-traitement telles que le recuit permettent de réduire davantage les contraintes et d'augmenter la résistance.
Des études de cas appropriées montrent comment des matériaux tels que le PA11 et le PA12 répondent aux besoins d'équipements critiques en matière de sécurité, de tolérance aux températures élevées et de durabilité. Des systèmes avancés comme HP Jet Fusion permettent de combiner des matériaux pour obtenir des pièces composites à propriétés multiples. Grâce à la disponibilité de matériaux à haute résistance et à l'optimisation des processus, l'impression 3D est désormais capable de produire des composants fonctionnels d'utilisation finale, des outils et des prototypes au-delà des applications de prototypage.
FAQ
Q : Comment sélectionner le matériau adapté à mon application ?
R : Tenez compte des propriétés mécaniques requises, de l'environnement de travail et de l'utilisation prévue de la pièce. Les propriétés telles que la résistance à la chaleur, la résistance chimique, la résistance aux chocs, etc. déterminent le choix du matériau.
Q : Quel est le matériau à haute résistance le plus courant pour les pièces fonctionnelles ?
R : Pour le prototypage, la plupart des pièces fonctionnelles sont imprimées en ABS, en nylon ou en polycarbonate en raison de leur bon rapport résistance/coût. Pour les pièces industrielles, le nylon chargé de verre ou les matériaux renforcés de fibres de carbone sont couramment utilisés.
Q : Le remplissage affecte-t-il vraiment la résistance à ce point ?
R : Oui, le remplissage joue un rôle majeur dans la détermination de la résistance de la pièce, en particulier sous charge. Les remplissages à haute densité tels que 60-100% offrent une résistance nettement supérieure à celle des motifs peu denses inférieurs à 20%.
Q : Comment optimiser la résistance des pièces porteuses critiques ?
R : Validez les paramètres optimaux tels que le remplissage 100%, l'orientation le long des charges, l'augmentation de l'épaisseur de la coque par le biais d'essais sur prototype. Envisagez un post-traitement tel que le recuit pour maximiser les résistances.





