 Aller au contenu
Aller au contenu 
La fusion par faisceau d'électrons (EBM) est prometteuse pour la fabrication de composants métalliques complexes, mais les lacunes dans la connaissance des processus ont ralenti son adoption. Ce guide démystifie la fusion par faisceau d'électrons en explorant les propriétés des poudres, la modélisation thermique, l'impact des paramètres et les cas d'utilisation industrielle. Une meilleure compréhension des caractéristiques des matériaux, de la simulation et de l'affinement de la production est essentielle pour optimiser ce procédé spécialisé. Impression 3D technique
Propriétés des poudres métalliques essentielles au processus de fusion par faisceau d'électrons
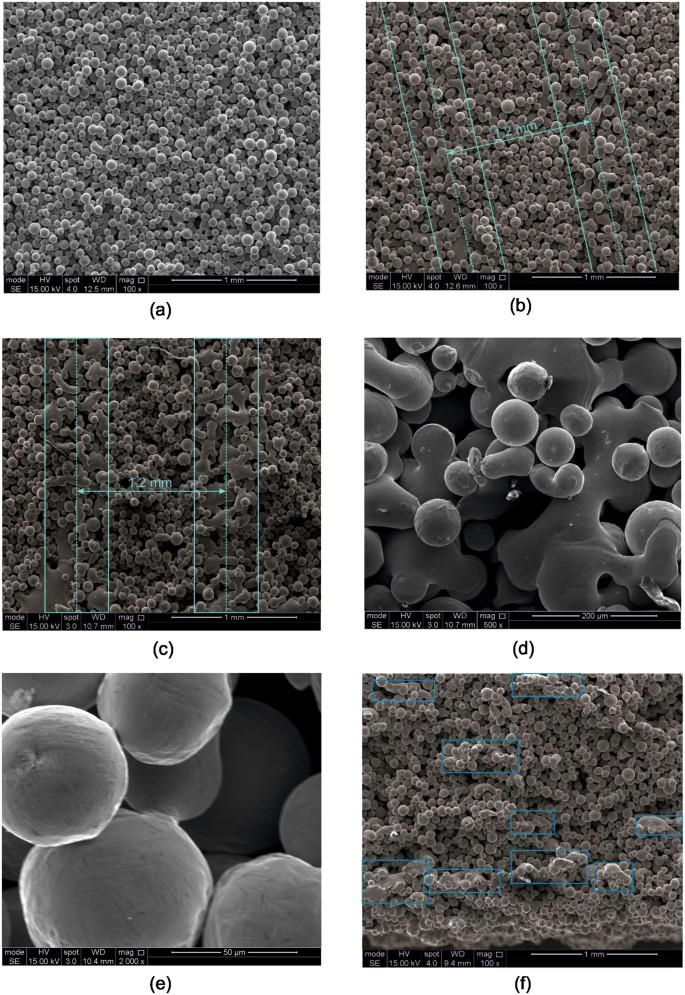
La matière première, la poudre, joue un rôle important dans la fusion par faisceau d'électrons, car elle est fusionnée de manière sélective à l'aide du faisceau d'électrons pour créer chaque nouvelle couche. Avant le début de la fusion, la poudre est soumise à une étape de préchauffage qui la fait s'agglomérer. Ce processus de frittage lie les particules et forme des cols entre elles. Pour comprendre le comportement du frittage, les chercheurs ont évalué la poudre de Ti-6Al-4V préchauffée à l'aide de la microscopie. La microscopie électronique à balayage a révélé que des cols s'étaient formés entre les particules, d'un diamètre compris entre 1 et 10 micromètres. Une analyse plus poussée a révélé que la poudre avait une microstructure en tresse de panier contenant à la fois des phases alpha et bêta, ce qui ressemble à la microstructure de l'alliage solide.
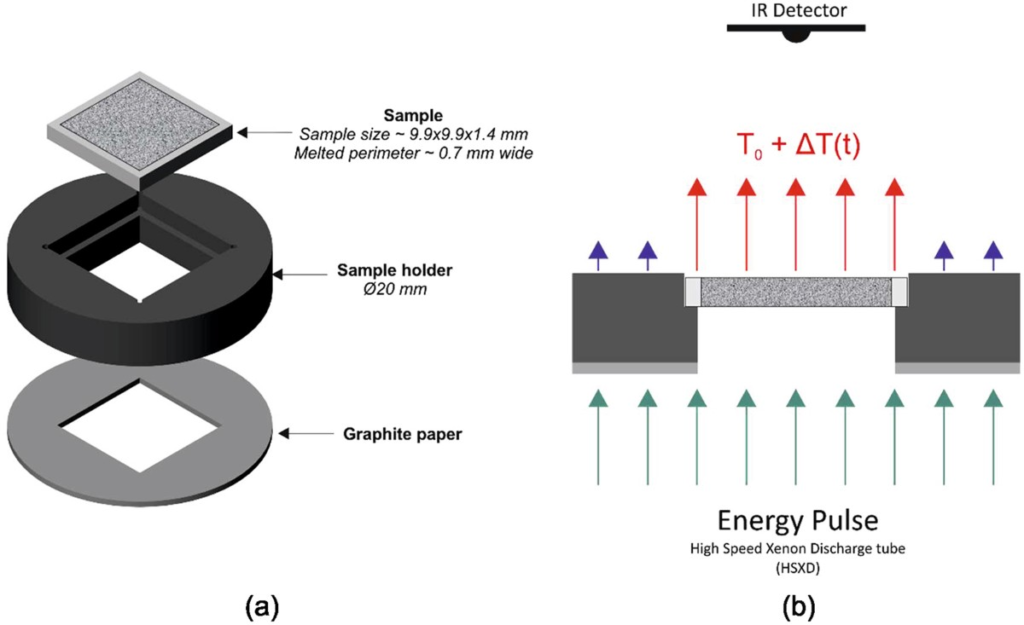
D'autres essais ont porté sur les niveaux de porosité de la poudre et sur les propriétés thermiques. Des échantillons de poudre ont été fabriqués par fusion par faisceau d'électrons, puis scannés à l'aide d'un micro-CT. Les résultats ont montré une porosité d'environ 50% sur l'ensemble des échantillons. La conductivité thermique a également été mesurée à différentes températures. Il est intéressant de noter que la poudre présente une conductivité nettement inférieure à celle du Ti-6Al-4V solide, avec des valeurs environ quatre fois inférieures. Plus précisément, la conductivité s'est avérée être de 0,63 W/mK à température ambiante, passant à moins de 2,44 W/mK à 750 degrés Celsius.
La compréhension du comportement de frittage a permis de mieux comprendre le prétraitement des poudres pendant l'EBM. La quantification de la porosité et de la conductivité thermique a facilité le développement de modèles thermiques, essentiels pour simuler le processus de fusion de l'EBM. Dans l'ensemble, la représentation précise des attributs des poudres s'est avérée essentielle pour démystifier cette nouvelle technologie. Technologie d'impression 3D.
Conductivité thermique des poudres EBM
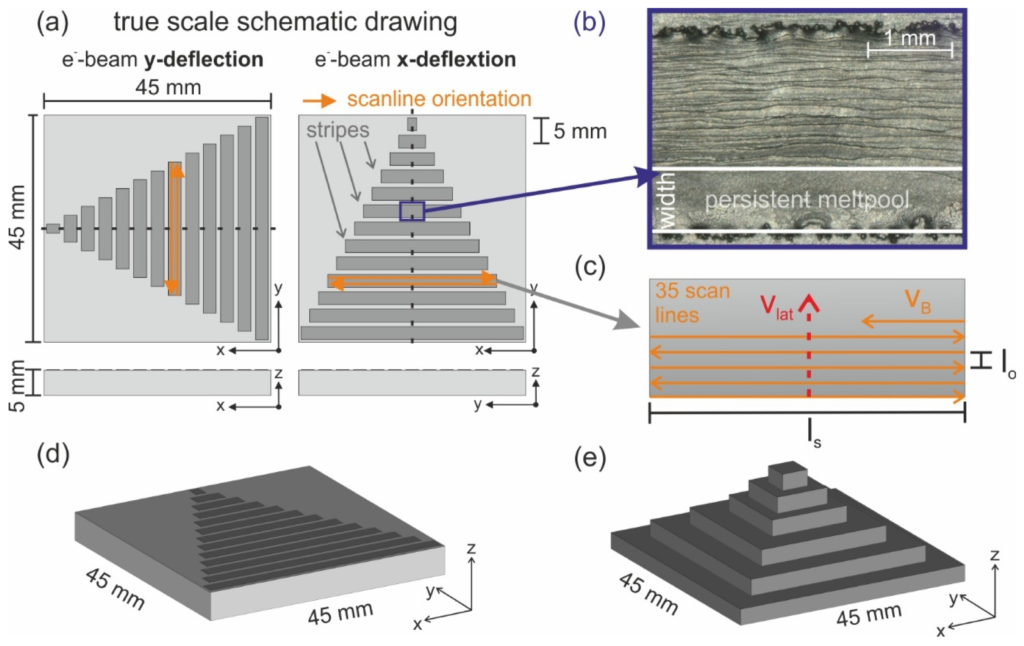
Les chercheurs ont pris des mesures pour mesurer spécifiquement la conductivité thermique de la poudre de Ti-6Al-4V utilisée dans la fusion par faisceau d'électrons. Pour ce faire, ils ont fabriqué des échantillons contenant à la fois des zones solides et des zones de poudre à l'aide de l'appareil de fusion par faisceau d'électrons. impression 3D de métaux Le test a ensuite permis d'isoler la conductivité dans les sections de poudre. Les essais ont ensuite permis d'isoler la conductivité dans les sections de poudre.
Les résultats ont montré que la conductivité de la poudre était beaucoup plus faible que celle de l'alliage de titane solide. À température ambiante, la conductivité de la poudre était de 0,63 W/mK, soit un quart seulement de celle du Ti-6Al-4V dense. Même à des températures plus élevées, la conductivité est restée inférieure à celle de l'alliage solide. À 750 °C, la conductivité de la poudre s'est quelque peu améliorée, mais elle a atteint un maximum de 2,44 W/mK.
Ces données ont confirmé que les poudres possèdent une capacité de transfert de chaleur considérablement réduite par rapport au métal solide. Leur faible conductivité est probablement due à la porosité inhérente introduite lors de la production de la poudre. Ces propriétés thermiques réduites ont des conséquences sur la simulation du processus de fusion de l'EBM.
Simulation du processus EBM à l'aide de la modélisation thermique
Pour mieux comprendre les phénomènes thermiques lors de la fusion par faisceau d'électrons, les chercheurs ont créé un modèle à éléments finis. Cette approche de simulation a permis d'étudier la distribution de la température sur les pièces. Des facteurs clés tels que les propriétés des matériaux variant en fonction de la température et le flux de chaleur du faisceau d'électrons ont été pris en compte. Plus précisément, le modèle a traité le chauffage par faisceau comme une source de chaleur conique libérant de l'énergie sur la base d'une distribution gaussienne. L'analyse par éléments finis a ensuite permis de calculer les variations de température au fil du temps lorsque le faisceau virtuel balayait une pièce couche par couche. Divers paramètres de fabrication ont été testés in silico.
Les paramètres du faisceau, tels que la puissance, le diamètre et la vitesse, ont été modifiés afin d'analyser leur impact sur la taille de la piscine de fusion. Comme prévu, une puissance plus élevée et un balayage plus lent ont élargi la région en fusion. Par ailleurs, l'utilisation d'un diamètre de faisceau plus large a comprimé les bassins de fusion latéralement mais a réduit les profondeurs. Pour évaluer la précision, les prévisions de la simulation ont été comparées aux résultats expérimentaux. Les mesures ont consisté à quantifier les bassins de fusion réels à partir d'échantillons fabriqués. Il est rassurant de constater que les dimensions des bassins de fusion prédites par le modèle correspondent généralement aux observations physiques. Les écarts se situent en moyenne autour de 32%, ce qui valide la capacité de la simulation à représenter les principaux phénomènes thermiques.
Dans l'ensemble, ce travail de modélisation a permis de combler les lacunes dans la compréhension du processus thermique sous-jacent à l'EBM. La simulation validée constitue désormais un outil utile pour optimiser les paramètres de production et sonder les impacts thermiques de diverses modifications de la conception ou des matériaux.
Effets de la vitesse de balayage sur le processus EBM et la pièce
Un paramètre de fabrication essentiel, appelé fonction de vitesse, influence la vitesse de fusion du faisceau d'électrons pendant le balayage. Les chercheurs ont expérimenté différents indices de fonction de vitesse pour évaluer les impacts.
Des indices plus élevés correspondent à un mouvement plus rapide du faisceau. Cela accélère le processus de fabrication mais réduit l'apport d'énergie car le faisceau passe moins de temps à chaque endroit. Les résultats ont montré que les surfaces étaient plus rugueuses et les grains bêta plus gros avec l'augmentation des indices.
Les relevés de température ont également révélé l'impact de la vitesse de balayage. Les températures maximales d'environ 2 700 °C diminuent à mesure que les indices augmentent et que la vitesse s'accroît. Le balayage plus rapide de la fusion du faisceau d'électrons a affaibli la densité d'énergie, ce qui a abaissé les températures atteintes. La caractérisation des effets de la vitesse de balayage s'est avérée précieuse. Comprendre comment les modifications de la fonction de vitesse changent les conditions thermiques et les microstructures qui en résultent permet d'optimiser cette importante variable de fabrication.
Mesure des températures pendant l'EBM à l'aide de la thermographie
Les chercheurs ont utilisé une caméra thermique dans le proche infrarouge pour surveiller de manière non destructive les températures dans un système de fusion par faisceau d'électrons. La sensibilité de l'imageur a permis de visualiser des étapes de fabrication distinctes telles que le préchauffage, la fusion des contours et le balayage des hachures internes.
La résolution spatiale des images thermiques a été déterminée comme étant de 46,8 μm par pixel horizontalement et de 66,2 μm par pixel verticalement. À partir de la capture vidéo de chaque étape, des profils de température moyenne ont pu être générés le long de la trajectoire du faisceau.
Les profils ont notamment révélé une région de plateau caractéristique reliant les températures de changement de phase du liquidus et du solidus. Cela a validé la capacité de la caméra à détecter les transitions de phase se produisant dans le bassin de fusion. D'autres mesures ont permis de déterminer le comportement thermique à différentes hauteurs de construction. Les résultats ont montré que les taux de refroidissement augmentaient à mesure que l'on s'éloignait du substrat. Les températures maximales diminuent également plus rapidement avec l'altitude en raison d'une conduction plus faible dans les couches sous-jacentes.
Dans l'ensemble, la cartographie de la température par thermographie a permis de mieux comprendre le processus de fusion par faisceau d'électrons. La comparaison des profils a permis d'étayer les simulations par éléments finis visant à modéliser de manière réaliste les phénomènes thermiques. L'établissement de profils de température sans contact continue de contribuer à l'optimisation et à l'assurance qualité.
Mesure des températures lors de la fabrication d'EBM
Les chercheurs ont utilisé une caméra thermique infrarouge pour observer de manière non destructive les températures de fabrication. Cette caméra proche de l'infrarouge a permis d'imager les étapes de préchauffage, de construction des contours et de balayage des pièces internes. La résolution de la caméra s'est avérée très bonne, atteignant 46,8 micromètres par pixel à l'horizontale et 66,2 micromètres à la verticale. La vidéo capturée pendant l'impression a ensuite permis de générer des profils de température moyenne le long du trajet du faisceau.
Ces profils présentaient notamment une région plate caractéristique reliant les températures de fusion et de solidification. Cela a permis de vérifier la capacité de l'imageur à percevoir les transformations de phase au sein du matériau de fusion. D'autres profils ont enregistré des résultats à différentes hauteurs. Les résultats ont montré que le refroidissement s'accélérait à mesure que l'on s'éloignait de la base. Les températures maximales ont également chuté plus rapidement plus haut en raison d'une conduction plus faible vers le bas à travers les couches déposées.
Dans l'ensemble, les cartes de température obtenues par imagerie thermique ont permis de mieux comprendre la fusion par faisceau d'électrons. Impression 3D durable Le processus. Les profils ont renforcé la validité des modèles informatiques visant à recréer de manière réaliste les phénomènes thermiques. Le profilage de la température sans contact continue d'améliorer la maîtrise et la qualité du processus.
Effets des paramètres de fabrication sur le processus EBM
Attributs du faisceau
Les chercheurs ont utilisé des simulations thermiques pour examiner l'impact des attributs du faisceau sur la géométrie de la piscine de fusion. Des variables telles que la puissance, le diamètre et la vitesse du faisceau ont été ajustées de manière indépendante lors de la modélisation de la production de Ti-6Al-4V.
Comme prévu, l'augmentation de la puissance ou le ralentissement du mouvement se sont développés modélisation par dépôt en fusion et des températures maximales élevées. Ces deux changements ont augmenté l'énergie fournie au lit de poudre. Parallèlement, l'utilisation d'un faisceau d'électrons plus large a permis de comprimer les bassins de fusion latéralement tout en réduisant les profondeurs. Le faisceau distribue l'énergie sur une plus grande surface lorsqu'il est plus large, ce qui réduit la chaleur à n'importe quel endroit.
Impact de la vitesse de balayage
D'autres travaux ont permis d'expérimenter différentes vitesses de balayage électronique. Appelé fonction de vitesse, ce paramètre contrôle le mouvement du faisceau.
Un mouvement plus rapide est corrélé avec des surfaces plus rugueuses et des grains bêta plus gros dans les pièces. Les mesures thermiques ont également révélé une baisse des températures maximales avec l'augmentation de la vitesse. Les faisceaux plus rapides ont passé moins de temps à fusionner la poudre, générant moins de chaleur totale. L'optimisation exige de discerner comment les paramètres modifient les conditions et les propriétés thermiques.
Domaines d'application bénéficiant de la technologie EBM
Grâce à sa flexibilité dans la création de composants métalliques sophistiqués, la fusion par faisceau d'électrons trouve des applications dans tous les secteurs. L'aérospatiale fait appel à la fusion par faisceau d'électrons pour les composants complexes des moteurs, tels que les tuyères et les pièces mobiles des trains d'atterrissage. Le procédé permet de fabriquer ces pièces de moteur à réaction exigeantes en utilisant des matériaux tels que les alliages de titane.
L'implantation médicale fait également appel à la fusion par faisceau d'électrons. Il s'agit généralement d'un procédé de fusion par faisceau d'électrons. Matériaux d'impression 3D des implants biomédicaux personnalisés et des prothèses dentaires. Les complexités rendues possibles par ce processus profitent à l'implantation.
Les domaines de la soudure et de l'automobile utilisent également l'EBM. La soudure l'utilise pour réaliser des connexions soudées personnalisées entre les métaux. L'industrie automobile utilise l'EBM pour fabriquer des turbocompresseurs de précision. La technologie permet de former des pièces de turbocompresseur aux géométries affinées à partir de poudres.
D'autres secteurs en bénéficient. La mise en œuvre de l'électronique nécessite des dissipateurs et des boîtiers conçus avec précision et adaptés aux besoins de l'industrie. Production d'EBM. Les domaines militaire et maritime donnent naissance à des armes et à des embarcations grâce à la fusion par faisceau d'électrons dans le vide. Même la joaillerie fait appel à la fusion par faisceau d'électrons pour réaliser des créations ornementales en métaux précieux. Au fur et à mesure que l'expertise en matière de matériaux et de processus se développe, les possibilités d'application se diversifient dans les domaines de l'aérospatiale, de la médecine, de l'ingénierie et au-delà. La fusion par faisceau d'électrons, qui comble les lacunes de la production spécialisée, inspire d'autres utilisations intersectorielles.
Concolusion
Cet article donne un aperçu de la fusion par faisceau d'électrons en abordant les caractéristiques des poudres, les simulations thermiques, les enregistrements de température, les paramètres de production et les utilisations. La compréhension de la composition des poudres, la modélisation du mouvement de la chaleur, l'ajustement des paramètres et la prise en compte des relevés de température restent des éléments essentiels à l'évolution de cette technologie. La recherche continue promet de faire passer l'EBM d'une technique spécialisée à une application industrielle généralisée. Les efforts visent à comprendre comment les propriétés du faisceau, les qualités des matériaux et l'environnement ambiant se combinent tout au long de la fabrication.
Au fur et à mesure que la compréhension se renforce, les possibilités de tirer parti du processus s'élargissent. Les améliorations du contrôle peuvent permettre une production plus reproductible. L'élargissement de la gamme de matériaux permet de répondre plus facilement aux besoins non satisfaits des fabricants. L'optimisation des procédés permet de réduire les coûts de fabrication. Une meilleure compréhension ouvre donc la voie à la fusion par faisceau d'électrons pour la production en masse de pièces métalliques sophistiquées dans de nombreux domaines.
FAQ
Q : Qu'est-ce que la fusion par faisceau d'électrons et comment le processus fonctionne-t-il ?
La fusion par faisceau d'électrons est une technique de fabrication additive qui permet de construire des pièces métalliques couche par couche en utilisant un faisceau d'électrons à haute énergie pour fusionner des matières premières en poudre. La poudre de métal est déposée sur une plate-forme de fabrication à l'intérieur d'une chambre à vide. Un faisceau d'électrons balaie ensuite chaque couche, faisant fondre la poudre avec précision selon un fichier de conception numérique. Au fur et à mesure que les couches suivantes se solidifient sur les précédentes, une pièce dense est construite.
Q : Comment les poudres métalliques influencent-elles le processus EBM ?
Les poudres métalliques jouent un rôle clé en tant que matière première. Leurs propriétés, telles que la porosité et la conductivité thermique, ont une incidence sur la manière dont la chaleur est transférée lors de la fusion. Le prétraitement permet également de sintériser la poudre, en formant des cols entre les particules. Comprendre les caractéristiques des poudres permet d'optimiser le prétraitement et de modéliser l'étape de la fusion.
Q : Quels sont les facteurs que la modélisation permet de saisir à propos du processus thermique EBM ??
La simulation par éléments finis tient compte des propriétés dépendant de la température et considère le faisceau d'électrons comme une source de chaleur volumétrique. La modélisation évalue l'impact de paramètres tels que la puissance, le diamètre et la vitesse du faisceau sur les dimensions et les températures du bain de fusion. Des comparaisons avec des expériences valident ces simulations.
Q : Comment les variables du processus, telles que la vitesse du faisceau, affectent-elles la fabrication EBM ?
Un balayage plus rapide équivaut à une densité d'énergie réduite, car le faisceau passe moins de temps à fusionner chaque emplacement. Des vitesses de balayage plus élevées se traduisent par des surfaces plus rugueuses, des grains bêta plus gros dans les microstructures et une diminution des températures maximales des pièces, toutes dues à un échauffement plus faible. La caractérisation de ces impacts permet d'optimiser les paramètres.
Q : Quels sont les secteurs d'activité qui appliquent l'EBM et quels sont les types de composants qu'elle facilite ?
R : Les secteurs utilisant l'EBM comprennent l'aérospatiale, les implants médicaux, le soudage, l'automobile, l'électronique, etc. L'EBM permet de créer des pièces complexes telles que des buses de moteur à réaction, des prothèses dentaires, des soudures personnalisées, des pièces de turbocompresseur et des boîtiers complexes. Les avancées en matière de matériaux et de procédés continuent de diversifier l'adoption de cette technologie.





