 Aller au contenu
Aller au contenu 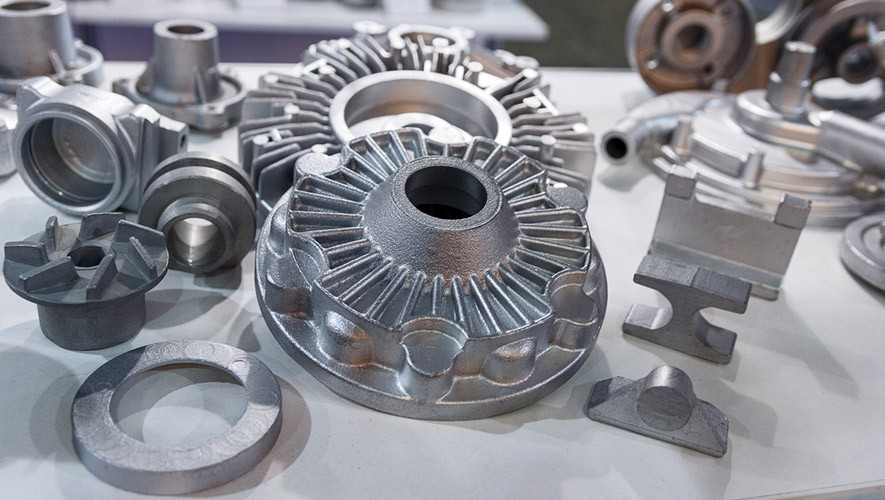
Apprenez le processus de moulage sous pression, de la conception du moule à l'injection du métal, au refroidissement et à l'éjection. Découvrez comment cette méthode de haute précision permet la production en masse de pièces métalliques complexes pour diverses industries.
Comprendre le processus de moulage sous pression : Un processus pas à pas

Moulage sous pression est un procédé de formage des métaux qui permet de travailler sur un nombre élevé de pièces et de fabriquer des produits métalliques. Dans cet article, vous comprendrez la procédure de moulage sous pression et la manière dont elle permet une production de masse précise. Tout d'abord, quel est le rôle de la conception des moules dans le moulage sous pression ? Des moules soigneusement conçus sont essentiels car ils déterminent la précision dimensionnelle et la qualité de la surface des pièces finies.
Les étapes ultérieures telles que l'injection du matériau, la solidification et l'éjection sont également contrôlées avec précision. À la fin de cet article, vous aurez une vue d'ensemble de la manière dont le moulage sous pression transforme les métaux fondus en pièces de forme nette grâce à des machines intégrées et à des techniques d'optimisation des processus.
Qu'est-ce que la coulée sous pression ?
Le moulage sous pression est une méthode de formage des métaux qui utilise un moule. moulage sous pression où les métaux en fusion sont injectés sous haute pression dans des moules. Cela permet d'augmenter la production de diverses pièces aux caractéristiques et dimensions détaillées et complexes au sein des chaînes de production industrielle. Le métal en fusion, qui peut par exemple être un alliage de zinc, d'aluminium ou de magnésium, est propulsé dans les moules à des vitesses pouvant dépasser 100 m/s.
Dans le même temps, des pressions pouvant atteindre 100 mégapascals contraignent le métal à s'écouler dans toutes les fines cavités et formes prévues dans la conception du moule. Ce processus d'injection à grande vitesse permet de produire des pièces métalliques durables qui ressemblent étroitement à la forme et aux dimensions finales souhaitées, avec une précision et une qualité de surface inégalées. Le processus de moulage sous pression est ainsi capable de produire en masse des milliers de composants métalliques complexes et personnalisés chaque jour pour diverses applications industrielles.
Conception des moules
La fabrication du moule est la première étape du processus de moulage sous pression et joue un rôle essentiel dans la définition des dimensions et de la finition de la surface du produit final. Il est possible de dessiner des formes détaillées et même les structures et géométries tridimensionnelles les plus complexes avec l'aide de l'ingénierie de conception assistée par ordinateur. Le logiciel d'analyse par éléments finis (FEA) modélise ensuite la façon dont les diverses variations de conception modifieront les contraintes dans le matériau du moule lorsqu'il est soumis à une pression et à une température élevées.
En utilisant cette analyse, Fraiseuses CNC transforment des blocs d'acier à outils trempé en cavités d'accouplement précises et en assemblages de moules à noyau spécifiés par les modèles de CAO. Des conduites de refroidissement de l'eau et des orifices d'aération sont également usinés dans les moules pour améliorer le contrôle thermique. Ceci est important pour maintenir un gradient de température uniforme lorsque le métal en fusion se refroidit rapidement et se solidifie à l'intérieur de la structure à gros grains des matériaux du moule. Des moules bien conçus permettent d'atteindre les tolérances dimensionnelles et les finitions de surface requises pour des applications dans diverses industries.
Matériaux de coulée
Les alliages les plus courants pour le moulage sous pression sont le zinc, l'aluminium et les matériaux à base de magnésium. Les alliages de zinc sont souvent utilisés lorsque la haute précision et la complexité sont des facteurs prioritaires, en raison de la capacité du zinc à reproduire fidèlement les détails fins dans le moule. Les alliages d'aluminium sont privilégiés lorsque les économies de poids sont importantes, car l'aluminium est plus léger.
Le procédé de moulage sous pression des alliages de magnésium allie la rigidité du magnésium à une bonne usinabilité. Les fours régulent avec précision les températures des métaux en fusion pour s'assurer qu'elles restent juste au-dessus du point de liquidité de chaque alliage spécifique. Les propriétés théologiques des métaux en fusion influencent également des facteurs clés tels que le degré de remplissage de la cavité du moule et la manière dont la solidification progresse à l'intérieur du moule.
Moulage sous pression à chaud

Les procédés de moulage sous pression des alliages de zinc et de magnésium à bas point de fusion utilisent une machine à chambre chaude où le métal en fusion est en contact direct avec des vérins hydrauliques immergés. Cela réduit la nécessité d'un long préchauffage du bain de fusion par rapport aux machines à chambre froide. Les machines horizontales de grenaillage à froid sont également souvent utilisées pour accélérer les cycles de production. L'automatisation des processus permet de rationaliser davantage la manipulation des matériaux et d'assurer un contrôle de qualité cohérent.
Moulage sous pression en chambre froide

Avec chambre froide rôle du moulage sous pressionLes alliages à point de fusion plus élevé, comme l'aluminium, doivent être transférés sous forme fondue dans le compartiment du moule à partir de fours de maintien externes. Cette approche permet de mouler sous pression des géométries encore plus complexes, car les temps de solidification plus lents du métal en fusion peuvent être mieux contrôlés, notamment grâce à une programmation précise des tirs et à la conception des portes. L'automatisation facilite encore ce processus de précision.
Injection de métal
Des systèmes de contrôle programmés avec précision sont utilisés pour transférer en toute sécurité le métal fondu du four de maintien dans des manchons de transfert isolés situés sur la machine de coulée sous pression. En l'espace de quelques millisecondes, un plongeur à grande vitesse pousse l'alliage en fusion, généralement du zinc, de l'aluminium ou du magnésium, à une température inférieure à 2000°F, dans les cavités du moule à des pressions pouvant dépasser 100 MPa.
Cette injection est si rapide que le métal en fusion conserve un état isotherme alors qu'il remplit rapidement toutes les zones des cavités complexes spécifiées dans la conception de la matrice. Le remplissage uniforme réduit le risque que des gaz indésirables ou des impuretés mécaniques soient piégés dans le composant. Il favorise également l'obtention de propriétés constantes dans le processus de moulage sous pression lorsque l'alliage en fusion se transforme en une pièce solide à l'intérieur du moule.
Refroidissement et solidification
Un refroidissement efficace est essentiel dans le monde marché du moulage sous pression pour assurer une solidification contrôlée du métal en fusion dans le moule. Les fluides à température contrôlée circulent dans des réseaux de canaux usinés directement dans les blocs-moules, ce qui facilite l'extraction rapide de la chaleur. Les variables programmables telles que les débits et les températures du liquide de refroidissement peuvent être optimisées pour chaque géométrie de moule unique afin de produire des gradients de solidification cohérents.
Les méthodes courantes comprennent le refroidissement variable, où la température de la paroi du moule est abaissée en premier pour initier la solidification de la périphérie vers l'intérieur. Cela retarde la solidification au centre du moule et empêche les contraintes résiduelles et la distorsion. Des protocoles précis sont mis au point par le biais de simulations et d'essais afin de minimiser les pores de retrait et d'autres défauts du processus de moulage sous pression spécifiques à la conception du composant.
Ejection et rognage
Lorsqu'une pièce moulée est entièrement solidifiée, elle doit être démoulée et préparée pour le post-traitement. Cette opération s'effectue par éjection et ébarbage. Les broches d'éjection poussent la pièce moulée hors de la cavité du moule lorsqu'elles sont actionnées. Les broches sont positionnées et programmées pour éjecter le moulage sous pression en douceur, car le métal se contracte en refroidissant. Tout excès de flash restant à l'endroit où la matière fondue est entrée dans le moule par les carottes et les portes est ensuite découpé avec précision. L'ébarbage permet d'obtenir un composant propre, prêt à être usiné, contrôlé ou assemblé en aval. La précision de l'éjection et de l'ébarbage est essentielle pour maintenir la précision dimensionnelle et la qualité de la surface.
Considérations relatives à la production
L'automatisation et la répétabilité des opérations modernes de moulage des métaux permettent d'atteindre une productivité élevée. Les systèmes intégrés de commande hydraulique, électrique et informatique permettent aux moules d'effectuer un cycle complet en quelques secondes seulement. Cela comprend le remplissage de la cavité du moule avec du métal en fusion, une solidification chronométrée avec précision, puis le démoulage et la manipulation de la pièce finie.
Les moules multi-empreintes permettent aux fonderies de produire des centaines de pièces identiques à partir d'un seul moule chaque heure. La gestion de la qualité est également cruciale pour contrôler la cohérence sur des séries de production étendues. L'inspection permet de vérifier la présence de défauts tels que porosité du gazLa surveillance et l'amélioration continues du processus aident les fonderies à respecter des tolérances strictes et à fournir un processus de moulage sous pression irréprochable pour des volumes importants. La surveillance continue du processus et les efforts d'amélioration aident les fonderies à respecter des tolérances strictes et à fournir un processus de moulage sous pression sans faille à des volumes élevés.
Conclusion

Le moulage sous pression a permis d'améliorer l'efficacité de la fabrication de masse grâce à la production automatisée rapide et précise de pièces en alliage d'aluminium et de zinc de forme nette. Les perfectionnements technologiques continus poussent les capacités du processus de moulage sous pression encore plus loin. Les progrès dans la formulation des alliages élargissent la sélection des métaux coulables pour inclure des options plus résistantes à la corrosion et plus solides, adaptées à des applications d'ingénierie spécifiques.
L'amélioration de la conception des moules, du contrôle de la température et de la vitesse de coulée renforce la cohérence dimensionnelle et la répétabilité. Des moules plus grands et plus sophistiqués permettent de créer des pièces avec des caractéristiques et des géométries internes de plus en plus complexes. Tous ces facteurs contribuent à l'utilisation croissante du moulage sous pression dans diverses industries telles que les transports, l'électronique, les biens de consommation et les énergies renouvelables. Au fur et à mesure que les technologies progressent, le processus de moulage sous pression promet de fournir des composants à forme nette de meilleure qualité à des volumes de production de plus en plus élevés.
FAQ
Quel est l'objectif de la conception d'un moule dans le domaine du moulage sous pression ?
Des moules soigneusement conçus sont essentiels pour le moulage sous pression, car ils déterminent la précision dimensionnelle et l'état de surface des pièces. Les moules sont conçus à l'aide de la CAO et de l'analyse par éléments finis afin d'optimiser leurs performances sous des pressions et des températures élevées.
Qu'est-ce que la phase d'injection de métal ?
L'injection consiste à transférer rapidement du métal en fusion dans les cavités du moule en quelques millisecondes à des pressions supérieures à 100 MPa afin de remplir uniformément les formes de la cavité avant la solidification. Cela permet de minimiser les défauts de la pièce finie.
Comment fonctionne le processus de solidification ?
Un refroidissement efficace est essentiel, les fluides à température contrôlée extrayant la chaleur à travers des réseaux usinés dans les blocs de moules. Les variables peuvent être optimisées pour chaque moule afin de contrôler la solidification pour chaque géométrie unique.
Que se passe-t-il après la solidification ?
Les pièces moulées finies sont éjectées du moule et tout excès de bavure est éliminé, ce qui produit un composant propre prêt à être traité en aval, comme l'usinage ou l'assemblage.
Comment le moulage sous pression permet-il une production élevée ?
Grâce à l'automatisation et aux moules à cavités multiples, le moulage sous pression peut produire des centaines de pièces identiques par heure à partir d'un seul moule. La gestion de la qualité permet également de contrôler la cohérence sur de longues séries de production.





