 Ir al contenido
Ir al contenido 
Este artículo trata sobre cómo imprimir en 3D piezas con propiedades de alta resistencia seleccionando los materiales adecuados como PEEK, nailon, explorando las técnicas de optimización de los ajustes de impresión que incluyen la densidad de relleno, la orientación, el grosor de la coquilla y el postprocesado como el recocido. También cubre las aplicaciones que utilizan impresiones 3D resistentes para prototipos funcionales, componentes de uso final y ayudas mecánicas.
Piezas impresas en 3D: Los mejores filamentos para impresiones más resistentes y de alta precisión en 2024

Con las tendencias tecnológicas que se muestran en las tablas, el uso de Impresión en 3D se está empezando a ver su aplicación en la producción de piezas funcionales de uso final, utillajes, instrumentos y estructuras que pueden enfrentarse a una carga estructural y mecánica. Sin embargo, para cumplir las exigencias de propiedades mecánicas de los elementos estructurales, el paradigma de "imprimir una pieza" no es suficiente; la elección del material, los ajustes de la impresora, así como el tratamiento posterior, deben ser óptimos para lograr la máxima resistencia práctica.
En este artículo exploraremos diversos aspectos relacionados con las piezas impresas en 3D aptas para usos funcionales. En primer lugar, examinaremos los materiales utilizados habitualmente por sus propiedades mecánicas, como los nylon, los policarbonatos y las opciones de alto rendimiento como el PEEK. Comprender cómo aprovechar eficazmente el potencial de resistencia de estos materiales es clave.
A continuación profundizaremos en el impacto de Impresora 3D parámetros como los patrones de relleno, la orientación de la pieza y el grosor del revestimiento sobre la resistencia de las piezas impresas. La optimización de estos parámetros desempeña un papel fundamental a la hora de aprovechar las verdaderas capacidades de los materiales. También se tratarán las técnicas de postprocesado para mejorar aún más la resistencia.
Por último, se destacarán aplicaciones del mundo real que utilizan eficazmente componentes impresos en 3D con una elevada integridad mecánica. El artículo pretende ofrecer una orientación exhaustiva sobre la impresión de piezas duraderas para aplicaciones de prototipado, utillaje y producción.
Definiciones de la resistencia de los materiales
Resistencia a la tracción
La resistencia a la tracción es la medida del esfuerzo de tracción que puede soportar un material al ser estirado y arrastrado hasta su punto de rotura o fractura. Se puede definir como la tensión máxima que puede soportar un material en el momento de la rotura o cuando se tira de él hasta el punto de rotura. Se expresa en unidad denominada pascal o libra de fuerza por pulgada cuadrada abreviada como psi. Se considera que la resistencia a la tracción de un material tiene un esfuerzo de tracción potencial, es decir, un material con resistencia a la tracción potencial.
Alargamiento
El alargamiento se define como la extensión alcanzada dentro de un material antes del fallo durante los esfuerzos de tracción. Normalmente se expresa en términos de cambio porcentual respecto a la longitud o anchura original del material antes de la rotura. Cuanto mayor es el alargamiento de un material, más se puede estirar ese material antes de que se rompa realmente. Al igual que el alargamiento, es un valor esencial que se utiliza para caracterizar la ductilidad o maleabilidad del material.
Resistencia a los impactos
La capacidad del material de una pieza impresa en 3D para soportar la rotura o el agrietamiento bajo carga se denomina resistencia al impacto. Las dos pruebas habituales para evaluar la resistencia al impacto en un material determinado son la prueba de impacto Izod o Charpy. En esta prueba, una muestra entallada se expone a un solo balanceo o golpe único con un péndulo pesado. Se determina la energía de impacto absorbida que se utiliza en la energía de fractura. Es decir, un material con mayor resistencia al impacto o energía absorbida puede contrarrestar una carga de impacto repentina sin fracturarse.
Resistencia química
La resistencia química Nigeria se ocupa de la capacidad de un material, en este caso un tejido recubierto, de permanecer inalterado o, si se trata de degradarlo, de cómo se degrada cuando entra en contacto con productos químicos, ácidos, álcalis, sales o disolventes. Los materiales se clasifican en función de su comportamiento cuando se exponen a soluciones químicas mediante pruebas de inmersión o de otro tipo. Puede darse el caso de que el material simplemente se funda y que al entrar en contacto con productos químicos parte de él se hinche o incluso se debilite. Los materiales resistentes a los productos químicos mantienen sus características y se degradan en apariencia o estructura cuando entran en contacto con productos químicos.
Resistencia a los rayos UV
La resistencia a los rayos UV es una medida de cómo un material puede soportar la descomposición provocada por la luz ultravioleta procedente principalmente del sol. De todos los materiales que están expuestos en el exterior, impresión 3D en plástico y los polímeros se degradan fácilmente por la exposición a la luz UV. La degradación UV se produce normalmente por reacciones fotoquímicas rompiendo un enlace químico y produciendo un cambio de color, agrietamiento por tensión o corrosión por tensión a lo largo de una línea perpendicular a la dirección de la fuente de luz. Los materiales que presentan una mayor resistencia a los rayos UV tienen una vida útil más larga durante su uso en condiciones de exposición a la luz solar o a lámparas UV.
Resistencia a la temperatura
La resistencia a la temperatura se ocupa de la capacidad del material para mantener sus propiedades mecánicas y físicas dentro de temperaturas altas y bajas. La mayoría de los materiales se ablandan o endurecen fuera de sus rangos de temperatura de servicio. Los materiales destinados a aplicaciones de alta temperatura mantienen la resistencia y otras propiedades a temperaturas elevadas. Mientras que los materiales resistentes a las bajas temperaturas se mantienen dúctiles y resistentes a los impactos a temperaturas bajo cero.
Temperatura de deflexión térmica
Por temperatura de deformación por calor (HDT) o temperatura de deformación por calor se entiende la temperatura a la que el polímero o la muestra de plástico dejan de conservar su forma bajo una carga determinada. Esta carga suele normalizarse en 4,45 kPa o 0,125 MPa. La HDT se utiliza como medida de la resistencia al calor de los termoplásticos. Esto tiene sentido simplemente porque el grado de cristalinidad indicado por el valor HDT afecta a la resistencia al calor del material plástico. Los plásticos de alta temperatura no se deforman, encogen, hinchan o sufren otros cambios químicos a temperaturas más altas y no fallan mecánicamente.
Materiales de impresión 3D más utilizados

Policarbonato (PC)
El policarbonato es un termoplástico que ofrece una mayor resistencia al impacto, estabilidad dimensional y resistencia al calor que otros materiales para piezas impresas en 3D como el ABS. El poliglicol tiene una temperatura de transición vítrea de unos 147 grados Celsius. PC Las piezas son altamente transparentes y muy transparentes, es decir, absolutamente transparentes. Sin embargo, el PC es más difícil de imprimir que el ABS, ya que requiere temperaturas de impresión más altas, de unos 250-300°C. Puede utilizarse para fabricar carcasas transparentes duraderas, dispositivos médicos y prototipos. El PC tiene muy buena resistencia química a los alcoholes, ácidos y álcalis.
Acrilonitrilo butadieno estireno (ABS)
ABS es atribuible por estar entre los materiales termoplásticos más comunes en Herramientas de impresión 3D debido a su precio barato y a su compatibilidad con las piezas impresas en 3D de uso doméstico.. Su buen equilibrio entre resistencia, rigidez, tenacidad y durabilidad lo convierten en uno de los materiales preferidos. El material ABS tiene una tolerancia bastante buena al impacto y al calor y tiene un HDT de unos 95 ºC. Puede soportar 80 grados C. Los componentes de ABS se utilizan plenamente en prototipos funcionales de JL, carcasas de aparatos electrónicos, etc. Sin embargo, cuando se imprime, el ABS emite gases volátiles nocivos y debe imprimirse en un recinto cerrado. Este material no es para uso a largo plazo en médico y aeroespacial industrias.
Ácido poliláctico (PLA)
PLA es un termoplástico ecológico y tierno, que se obtiene a partir de materias primas renovables de origen vegetal, como el almidón de maíz, las raíces de mandioca y la caña de azúcar, entre otras.
. Sustituye al ABS sin efectos nocivos para la salud en las piezas impresas en 3D y es respetuoso con el medio ambiente. El PLA tiene comparativamente menos estabilidad térmica, con una Tg entre 50 y 60°C. Sin embargo, se deforma poco y es extremadamente fácil de imprimir sin necesidad de un cerramiento. El PLA es rígido, químicamente resistente y se puede recocer y pintar posteriormente. La mayoría de las veces se aplica en la creación de modelos, piezas no estructurales y prototipos. Sin embargo, el uso del PLA tiene un inconveniente, ya que tiende a hincharse en contacto con la humedad, lo que provoca su deformación.
Nylon
El nailon o la poliamida son una familia de termoplásticos que presentan una buena resistencia y rigidez, así como una moderada resistencia a la temperatura. Ambos se funden a 215°C y 178°C respectivamente para Nylon 6 y Nylon 12 para plásticos, respectivamente. Los materiales pueden soportar fluctuaciones de temperatura de 80-100°C de forma continua. Las piezas impresas en 3D de nailon son muy resistentes al desgaste, por lo que resultan útiles para fabricar piezas funcionales porque son fuertes. Por otra parte, el nailon es difícil de imprimir como el ABS y el PLA debido a la necesidad de utilizar una carcasa y una plataforma de construcción calefactada. Se utiliza con frecuencia en la fabricación de engranajes, poleas, carcasas y piezas de máquinas que requieren resistencia.
Filamentos PEEK y de fibra de carbono
El PEEK o polieteretercetona es un termoplástico de ingeniería de alto rendimiento utilizado en las industrias aeroespacial, automovilística y de telecomunicaciones. Posee una mayor estabilidad térmica al tener un punto de fusión de aproximadamente 343°C, así como buenas propiedades mecánicas, inercia química y biocomialibidad. La mayor resistencia del 40% y la mayor rigidez del 80% provienen del uso de fibra de carbono reforzada con PEEK. Sin embargo, estos materiales aportan a las piezas impresas en 3D temperaturas muy elevadas, de hasta 380 grados Celsius en algunos de ellos. Esto los hace favorables para su uso en la fabricación de implantes médicos, piezas aeroespaciales y otras piezas de alta resistencia.
Aunque existe un gran número de aplicaciones del ABS en piezas impresas en 3D, el elevado material y la Coste de la impresora 3D los hacen menos populares que otros materiales de impresión 3D. En resumen, la elección de los materiales depende de las propiedades mecánicas, térmicas y químicas específicas que requiera la aplicación. Mientras que el PLA, el ABS y el nailon ofrecen un buen equilibrio entre coste, facilidad de uso y durabilidad, el PC, el PEEK y la fibra de carbono se adaptan a aplicaciones más especializadas de alto rendimiento. También deben tenerse en cuenta las limitaciones en cuanto a resistencia a la temperatura, coste, imprimibilidad e impacto medioambiental.
Presentamos los nilones de alto rendimiento: PA11 y PA12

PA12
PA12, o nailon 12, es una poliamida de alto rendimiento perteneciente al grupo de los termoplásticos de ingeniería, que ofrece una resistencia al impacto a bajas temperaturas mejorada en comparación con la PA11. Con una temperatura de transición vítrea de -45°C y un punto de fusión en torno a los 178°C, es ideal para un uso continuo por debajo de 0°C. La PA12 presenta una absorción de humedad muy baja, autolubricación y resistencia al desgaste, lo que la hace adecuada para la automoción, la industria aeroespacial y diversos productos de consumo que requieren una gran rigidez y un bajo coeficiente de expansión térmica en una amplia gama de temperaturas.
HP PA11 vs PA12
Las propiedades mecánicas tanto de la HP PA11 como de la HP PA12 son impresionantes y la HP PA12, proporciona una mayor flexibilidad y una mejor resistencia al impacto a bajas temperaturas en comparación con la HP PA11. En contraste, la PA11 tiene una resistencia química superior y una temperatura de distorsión térmica marginalmente superior a la del PPA . En términos de maquinabilidad, la PA11 se comporta marginalmente mejor que la PA12. En general, la PA11 es adecuada para aplicaciones que requieren durabilidad en una amplia gama de temperaturas, desde temperaturas bajo cero hasta elevadas. La PA12 está optimizada específicamente para aplicaciones que exigen flexibilidad y resistencia al impacto a temperaturas inferiores a 0°C. Así, en temperaturas frías puede ser preferible el PA12, mientras que en otras aplicaciones el PA11 ofrece un rendimiento comparable. Ambos materiales amplían enormemente los límites operativos de las poliamidas.
Optimización de los ajustes de impresión para la resistencia
Tipo de relleno y densidad
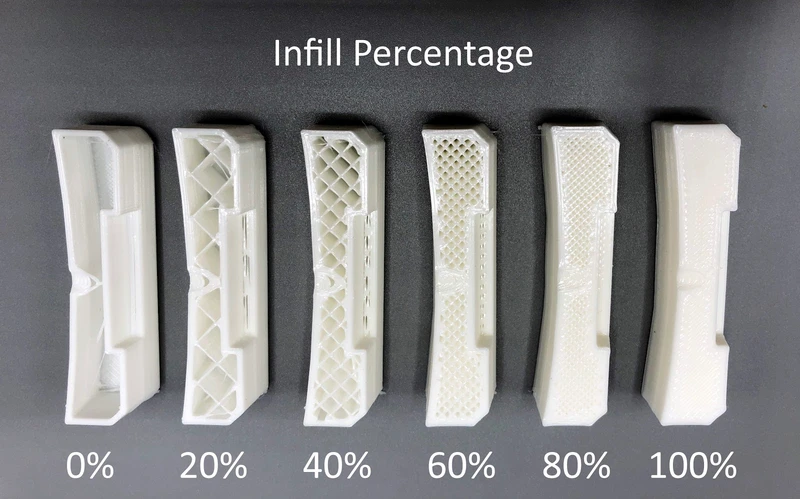
El relleno se refiere a la estructura interna de impresión metálica en 3D. Los patrones comunes de relleno incluyen líneas, rejilla, triángulo, nido de abeja, etc. Los rellenos más densos con mayor porcentaje de relleno como 60-100% dan como resultado piezas más resistentes en comparación con los rellenos dispersos por debajo de 20%. Sin embargo, los rellenos más densos aumentan el tiempo de impresión de las piezas en 3D y utilizan más material. Los patrones de panal o triángulo proporcionan un buen equilibrio entre resistencia y uso de material. La selección adecuada del relleno depende de la carga de la pieza y de los requisitos de resistencia.
Orientación de la pieza
La orientación de la pieza en las piezas impresas en 3D tiene un impacto significativo en sus propiedades de resistencia. Para las piezas sometidas a cargas de tracción o flexión, colocar las capas paralelas a la fuerza da como resultado una resistencia máxima. Orientar la pieza verticalmente reduce la resistencia en comparación con las orientaciones planas. También deben tenerse en cuenta las concentraciones de tensión en los lugares críticos. Es posible que se necesiten estructuras de soporte para los voladizos en función de la geometría y el material de la pieza.
Espesor del caparazón
Por cáscara se entienden las paredes exteriores sólidas de las piezas. Los cascos más gruesos aumentan la rigidez, la precisión dimensional y la resistencia de la pieza. Se recomienda un mínimo de 2 perímetros o corazas para las piezas básicas. Las piezas sometidas a cargas pesadas pueden necesitar corazas de al menos 1,2-1,5 veces el grosor de la boquilla. Los casquillos muy finos por debajo de 60-80% de anchura de boquilla son propensos a agrietarse y dañarse. El grosor óptimo de la coraza puede establecerse mediante pruebas para obtener la máxima resistencia.
En resumen, ajustar el porcentaje de relleno, orientar las piezas adecuadamente a lo largo de las fuerzas y afinar el grosor del armazón ayuda a maximizar la resistencia de los componentes impresos en 3D según las cargas y aplicaciones previstas. Es una buena práctica validar los ajustes optimizados mediante pruebas de prototipos para aplicaciones críticas de seguridad.
Postprocesado para mayor resistencia
Recocido
El recocido es una técnica habitual de postprocesado que se utiliza para aumentar la solidez y la resistencia al impacto de las piezas impresas en 3D fabricadas con materiales termoplásticos como el ABS, el PLA y el nailon.
En las piezas impresas en 3D, los ciclos rápidos de calentamiento y enfriamiento provocan tensiones residuales dentro de las capas y las piezas impresas. El recocido ayuda a aliviar estas tensiones internas calentando lentamente las piezas impresas a una temperatura justo por debajo de su punto de transición vítrea.
Por ejemplo, las piezas de ABS se pueden recocer a 80-100°C, mientras que las de PLA se recuecen a 55-65°C. Las piezas se mantienen a esta temperatura durante 1-2 horas antes de enfriarse lentamente dentro de la cámara u horno de recocido.
Al permitir que las cadenas de polímero se relajen mediante un calentamiento y enfriamiento lentos, el recocido reduce las tensiones residuales y consigue un alivio de la tensión dentro de las piezas impresas en 3D. El resultado es una mejor adherencia de las capas, una mayor tenacidad y resistencia al impacto por 15-30%.
La menor tensión residual también evita la propagación temprana de grietas cuando se cargan las piezas. Las piezas recocidas demuestran una mayor resistencia a la flexión y al impacto, lo que las hace adecuadas para aplicaciones de carga.
El recocido es un sencillo proceso posterior a la impresión que mejora la fiabilidad mecánica de las piezas impresas en 3D sin alterar sus dimensiones. Ayuda a que las piezas alcancen casi las máximas propiedades teóricas de resistencia del material de impresión.
Aplicaciones para impresiones 3D resistentes

Prototipos funcionales
La impresión en 3D permite la creación rápida de piezas funcionales y prototipos con mecánica y movimiento de trabajo. Al optimizar los ajustes de las piezas impresas en 3D para que sean resistentes, se pueden crear prototipos finales que se someten a pruebas de ajuste, forma y funcionalidad limitada antes de la producción. Algunos ejemplos son carcasas, bisagras, engranajes y conjuntos mecánicos impresos. La optimización garantiza que los prototipos resistan fuerzas, impactos y ciclos repetidos similares a las condiciones de uso final.
Componentes de uso final
Las piezas impresas en 3D de alta resistencia amplían las capacidades de impresión de piezas finales de bajo volumen y componentes personalizados. Áreas como las extremidades artificiales, los equipos industriales, los implantes médicos y la tecnología vestible se benefician de las piezas impresas en 3D personalizadas y resistentes. La impresión de plantillas, fijaciones, carcasas y otros componentes de maquinaria con la máxima resistencia permite la producción de una sola pieza y las sustituciones bajo demanda.
Ayudas a la fabricación
Los moldes, patrones, plantillas y utillajes para piezas impresos en 3D ayudan a acelerar los procesos de producción. Los moldes de fundición duraderos impresos en 3D facilitan la fundición de metales de bajo volumen. Las resistentes plantillas de montaje mejoran la precisión de posicionamiento. Las herramientas de mantenimiento, las ayudas para la inspección de calidad y los complementos para líneas de montaje obtienen un impulso de resistencia gracias a la optimización. Las impresiones de alta resistencia garantizan que los medios auxiliares de fabricación satisfagan las exigencias del uso repetitivo durante periodos prolongados.
En conclusión, la optimización de los ajustes de impresión amplía las aplicaciones de la impresión 3D desde los modelos hasta las piezas funcionales de uso final, los prototipos y las ayudas a la fabricación. La máxima resistencia se traduce en una mayor viabilidad, fiabilidad y ahorro de costes.
Casos prácticos con PA11 y PA12
GoProto y Ropes Edge: PA12 protege las cuerdas de soporte vital
GoProto ha creado prototipos de fundas de baja fricción para cuerdas de escalada de soporte vital con PA12, en sustitución de las fundas de PEEK. Las fundas de PA12 soportan cargas dinámicas y temperaturas bajo cero durante caídas o rescates en montaña. Las pruebas de Ropes Edge demostraron que las fundas de PA12 duran 10 veces más que las de PEEK en condiciones abrasivas, protegiendo a los escaladores.
DustRam produce herramientas resistentes para quitar baldosas con PA12
DustRam fabrica herramientas para la eliminación de baldosas con punta de carburo. La rigidez, autolubricidad y resistencia química del nylon 12 permiten a las herramientas soportar las fuerzas del raspado de baldosas sin sufrir daños ni desgastes. La baja absorción de humedad del PA12 evita la oxidación de los componentes metálicos. El PA12 ayuda a DustRam a producir herramientas duraderas e inoxidables que resisten años de uso comercial.
Bowman aumenta el rendimiento de los rodamientos con PA11
Bowman fabrica cojinetes, juntas y juntas tóricas de alta precisión. La PA11 mejoró el rendimiento de las juntas de los rodamientos a temperaturas amplias, de -50°C a 135°C, en diversas condiciones. Las juntas de PA11 soportaron las vibraciones y las presiones sin agrietarse por tensión ni permeabilizarse con aceite a lo largo de la vida útil de los rodamientos. La PA11 aumentó la fiabilidad de los rodamientos, ampliando las aplicaciones a entornos difíciles como plataformas marinas y equipos de minería.
En resumen, la PA11 y la PA12 ofrecen soluciones de materiales para aplicaciones críticas de seguridad, condiciones de trabajo duras y amplios rangos de temperatura. Sus propiedades de alto rendimiento permiten fabricar componentes y herramientas duraderos con una mayor estabilidad mecánica.
Impresoras y materiales HP Jet Fusion
Explore la cartera de materiales de HP
HP ofrece varios materiales optimizados para sus soluciones industriales de piezas impresas en 3D Jet Fusion. El material HP 3D High Reusability PA 12 proporciona durabilidad, resistencia a la tracción y elasticidad para piezas funcionales. El PP de alta reutilizabilidad HP 3D permite la producción de diversas aplicaciones que necesitan resistencia química.
Para ingenieros, HP multi jet fusion El material CB PA 12 de alta reutilizabilidad 3D combina la resistencia y tenacidad de la PA 12 con el refuerzo de fibra de carbono. El nylon relleno de vidrio HP 3D de alta reutilizabilidad proporciona rigidez, resistencia al calor y una expansión reducida.
HP también se asocia con proveedores de materiales para ampliar las posibilidades de las piezas impresas en 3D. De este modo, los diseñadores tienen acceso a diversos fotopolímeros, elastómeros, termoplásticos y materiales compuestos específicos del sector.
Combine materiales eficazmente con las impresoras Jet Fusion
Las impresoras HP Jet Fusion permiten la impresión 3D multimaterial a través de un único proceso de impresión multiagente. Esto facilita la optimización de piezas mediante la combinación de materiales con diferentes propiedades.
Por ejemplo, los materiales flexibles pueden mezclarse con los rígidos para producir juntas y sellos con una elasticidad y rigidez equilibradas. Los plásticos con carga conductora encuentran uso en piezas electrónicas cuando se mezclan con aislantes.
Además, los materiales con densidades variadas ayudan a controlar las propiedades de transmisión del sonido. Las piezas compuestas con filamentos de madera o fibra de carbono obtienen ventajas estéticas y estructurales.
La posibilidad de imprimir juntos diferentes materiales mediante HP Jet Fusion amplía la funcionalidad La impresión 3D en la creación de prototipos y posibilidades de diseño de piezas de producción en comparación con las piezas impresas en 3D de un solo material. Esto impulsa aplicaciones más complejas en todos los sectores.
Conclusión
En conclusión, una variedad de materiales como el policarbonato, el ABS, el nailon y opciones de alto rendimiento como el PEEK, la fibra de carbono y los nylons semicristalinos proporcionan suficiente resistencia para las aplicaciones de piezas impresas en 3D. Parámetros como la densidad de relleno, la orientación de la pieza a lo largo de las trayectorias de carga y el grosor del armazón pueden optimizarse en función del diseño de la pieza y del uso previsto. Las técnicas de postprocesado, como el recocido, ayudan a aliviar aún más las tensiones y a aumentar la resistencia.
Casos prácticos adecuados demuestran cómo materiales como la PA11 y la PA12 satisfacen las necesidades de equipos críticos para la seguridad, amplia tolerancia a la temperatura y durabilidad. Los sistemas avanzados como HP Jet Fusion permiten combinar materiales para obtener piezas compuestas y con múltiples propiedades. Gracias a la disponibilidad de materiales de alta resistencia y a las optimizaciones de los procesos, la impresión 3D es ahora capaz de producir componentes funcionales de uso final, herramientas y prototipos más allá de las aplicaciones de creación de prototipos.
Preguntas frecuentes
P: ¿Cómo selecciono el material adecuado para mi aplicación?
R: Tenga en cuenta las propiedades mecánicas requeridas, el entorno operativo y el uso previsto de la pieza. Propiedades como la resistencia al calor, la resistencia química, la resistencia al impacto, etc. determinan la elección del material.
P: ¿Cuál es el material de alta resistencia más común para piezas funcionales?
R: Para la creación de prototipos, la mayoría de las piezas funcionales se imprimen en ABS, nailon o policarbonato debido a su buena relación resistencia-coste. Para las piezas industriales, se suelen utilizar materiales reforzados con nailon relleno de vidrio o fibra de carbono.
P: ¿El relleno afecta realmente tanto a la resistencia?
R: Sí, el relleno desempeña un papel importante en la determinación de la resistencia de la pieza, especialmente bajo cargas. Los rellenos de mayor densidad, como el 60-100%, proporcionan mucha más resistencia que los patrones dispersos por debajo del 20%.
P: ¿Cómo puedo optimizar la resistencia de las piezas portantes críticas?
R: Valide los ajustes óptimos como el relleno 100%, la orientación a lo largo de las cargas, el aumento del grosor de la cáscara mediante pruebas de prototipos. Considere el postprocesado como el recocido para maximizar las resistencias.





