 Ir al contenido
Ir al contenido 
Explorar estrategias eficaces para Mecanizado CNC materiales desafiantes como aleaciones de titanio, cerámicas y superaleaciones avanzadas. Descubra herramientas, técnicas y ajustes de parámetros que mejoran la precisión y la eficacia, superando los obstáculos comunes del mecanizado de materiales para el mecanizado CNC.
Mecanizado CNC con materiales exóticos: Retos, soluciones y materiales para el mecanizado CNC
Este documento explora los materiales para el mecanizado CNC, especialmente los difíciles, destacando los retos y la importancia de abordarlos. Abarca las características de los materiales difíciles, centrándose en las aleaciones exóticas, los tratamientos térmicos y los refuerzos. La discusión se traslada al mecanizado del titanio, sus propiedades, retos y soluciones, incluyendo aleación de titanio grados. A continuación se examinan las cerámicas, con sus propiedades, problemas de mecanizado y soluciones, seguidas de aleaciones avanzadas como el Inconel y el Hastelloy.
A continuación, el documento aborda materiales duros como aceros inoxidables, herramientas de metal duro y materiales compuestos resistentes a la abrasión, que ofrecen soluciones para estos retos. La conclusión hace hincapié en las direcciones futuras de los materiales para el mecanizado CNC y en la necesidad de colaboración interdisciplinar, seguida de una sección de preguntas frecuentes sobre sustratos difíciles de mecanizar, vida útil de las herramientas, fluidos de corte, máquinas-herramienta especializadas y ajuste de velocidades y avances.
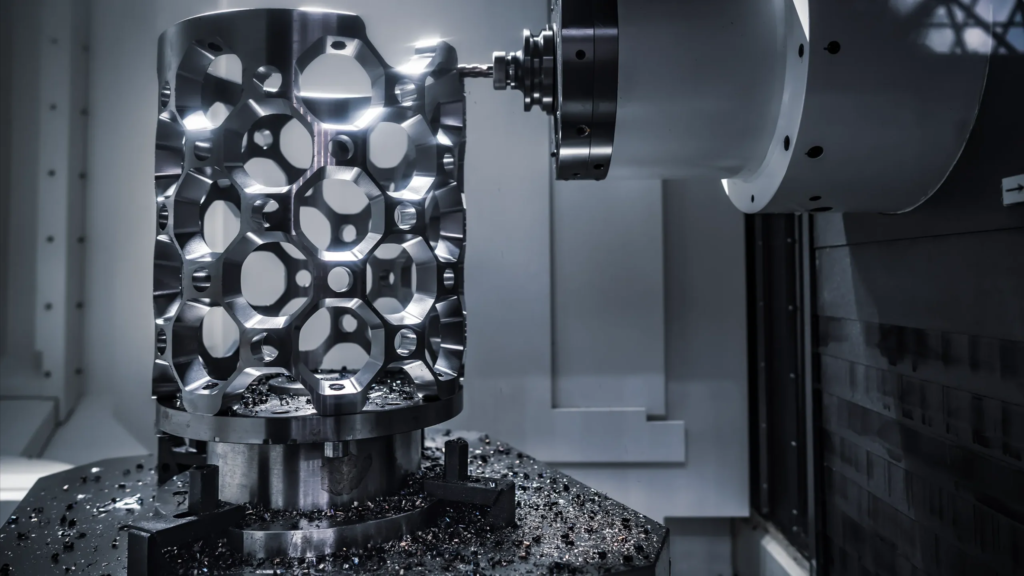
Los materiales para el mecanizado CNC han hecho avanzar la fabricación al permitir la fabricación precisa de piezas metálicas complejas. Sin embargo, ciertos materiales desafiantes siguen superando los límites de la tecnología de mecanizado. Las aleaciones exóticas diseñadas para aplicaciones exigentes implican composiciones químicas únicas que proporcionan las propiedades deseadas pero introducen dificultades durante la fabricación. Del mismo modo, la mejora de calidades metálicas comunes mediante tratamientos térmicos o refuerzos confiere ventajas como una gran resistencia, pero exige enfoques de mecanizado no convencionales. Al emprender Operaciones CNC en materiales difíciles de mecanizar, pueden surgir multitud de problemas. Su química puede provocar reacciones adversas con las herramientas de corte o generar temperaturas excesivas. Los refuerzos provocan desgaste abrasivo, mientras que el endurecimiento por deformación induce tensiones residuales. Si no se aplican técnicas para contrarrestar estos efectos, no se alcanzarán los objetivos de fabricación en cuanto a precisión, calidad superficial y rendimiento.
El interés por los materiales para el mecanizado CNC está impulsado por los sectores industriales emergentes que persiguen una mayor eficiencia. Por ejemplo, las aplicaciones de energías renovables exigen componentes capaces de resistir durante décadas los productos químicos corrosivos y el desgaste abrasivo en entornos agresivos. Esto impulsa el desarrollo de aleaciones especializadas como el Hastelloy para las turbinas de vapor y el Inconel para los ejes de las turbinas eólicas. Su adopción aumenta las complejidades del mecanizado que los fabricantes se esfuerzan por resolver mediante soluciones innovadoras.
Aeroespacial exige materiales que equilibren las propiedades de resistencia, tolerancia a la temperatura y ligereza, con álabes de turbina de gas fabricados con cerámicas y aleaciones de níquel resistentes a la abrasión. El mecanizado CNC de precisión es esencial para la producción. En campos biomédicos, titanio y nitinol se utilizan para implantes y cirugía mínimamente invasiva, favoreciendo la biocompatibilidad. A medida que crece la fabricación aditiva, las aleaciones desafiantes para motores a reacción, cohetes y aplicaciones nucleares son ahora producibles vía Impresión en 3D. Sin embargo, el acabado CNC sigue siendo necesario para los rediseños. Superar los retos que plantean los materiales para el mecanizado CNC permite a los fabricantes ampliar sus capacidades, apoyando tecnologías disruptivas en sectores de rendimiento crítico.
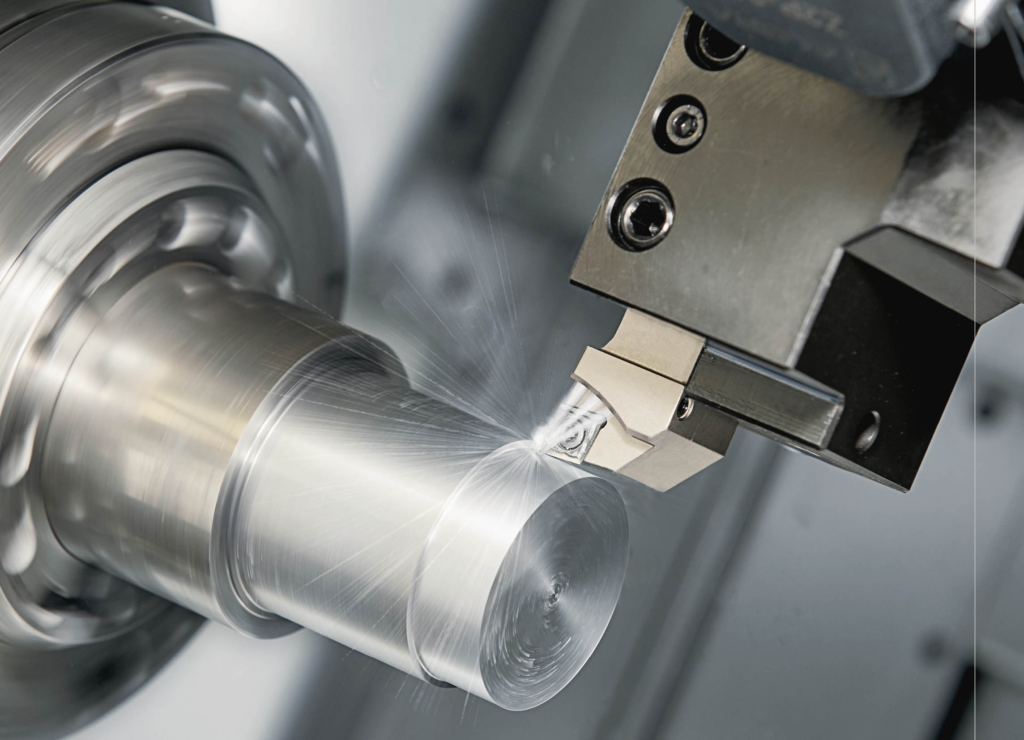
Mecanizado del titanio
Propiedades del material titanio
El titanio es un material metálico ligero pero sólido al que se tiende por su elevada relación resistencia-peso y su resistencia a la corrosión. Los principales grados de compuesto de titanio utilizados en el mecanizado CNC son el Ti-6Al-4V y el titanio de grado 2. El Ti-6Al-4V ofrece fantásticas propiedades mecánicas, resistencia a la fluencia y soldabilidad, lo que lo hace apropiado para aplicaciones aeroespaciales que se enfrentan a grandes ansiedades y temperaturas. El titanio de grado 2 ofrece una gran solidez, conformabilidad y características de resistencia a la corrosión que gustan a los herrajes de manipulación de sustancias.
Retos en el mecanizado del titanio
Muy posiblemente de la mayor prueba en mecanizado de titanio es el rápido desgaste de los dispositivos debido a su gran dureza, reactividad química y desafortunada conductividad térmica. Los frontales de los dispositivos se embotan con mayor rapidez durante el mecanizado. Además, la propensión del titanio a solidificarse por deformación a temperaturas más altas amplía el riesgo de daño o torsión. En tercer lugar, el titanio no dispersa realmente el calor, lo que provoca un envejecimiento de la intensidad crítica en el punto de interacción del corte. Esta intensidad innecesaria alimenta el desgaste del aparato por diseminación y añade problemas de sujeción.
Soluciones para el mecanizado de titanio
Para vencer estas dificultades, se prescriben instrumentos de corte recubiertos de carburo o de piedras preciosas por su gran resistencia al desgaste a temperaturas elevadas. El recubrimiento hace las veces de frontera de diseminación, limitando las colaboraciones químicas entre el titanio y el sustrato del dispositivo. También es fundamental optimizar los parámetros de mecanizado. Disminuir la velocidad de corte puede ayudar a reducir los niveles de calor y las presiones de corte sobre la herramienta. Garantizar una refrigeración adecuada mediante técnicas como la aplicación de refrigerante a alta presión es igualmente esencial para disipar el calor de la zona de mecanizado. Mantener unas velocidades de husillo adecuadas y unos avances razonables distribuidos en varios filos de corte también es beneficioso.
Calidades de aleación de titanio para mecanizado CNC
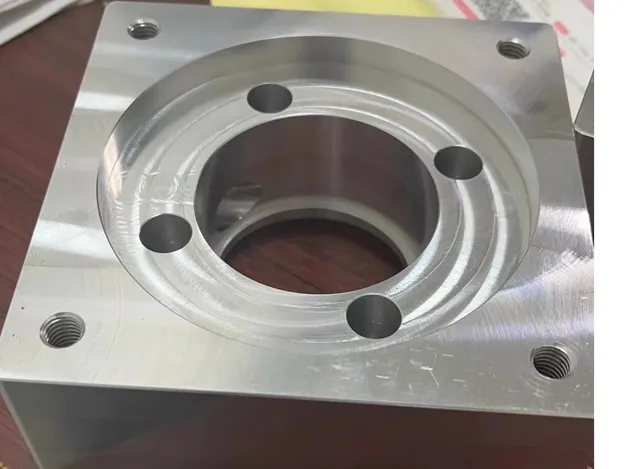
De los compuestos de titanio normales, el Ti-6Al-4V es el más comprometido para las aplicaciones de mecanizado CNC que requieren solidez, resistencia a la oxidación, soldabilidad y resistencia a la fatiga a temperaturas más elevadas. Su contenido en titanio y aluminio mejora las propiedades mecánicas, mientras que el vanadio actúa como estabilizador beta. Titanio de grado 2 también presenta posibilidades debido a su maquinabilidad, durabilidad, resistencia a la corrosión y decente capacidad de retención de la fuerza a temperaturas elevadas adecuadas para la fabricación de componentes marinos, válvulas y colectores de escape.
Mecanizado de cerámica

Propiedades de las cerámicas de ingeniería
Cerámicas de ingeniería como óxido de aluminio, el nitruro de silicio y el carburo de wolframio se inclinan por su gran dureza, resistencia, consumo y resistencia a la intensidad. Estas propiedades hacen que la cerámica sea razonable para aplicaciones exigentes como instrumentos de corte, encabezamiento, insertos dentales y semiconductor piezas. Sin embargo, la cerámica es igualmente frágil y poco resistente a las fisuras, lo que introduce dificultades únicas para el mecanizado CNC.
Retos en el mecanizado de cerámica
La fragilidad de los materiales artísticos implica que son propensos a romperse cuando se exponen a las presiones del corte. Sus sólidos enlaces nucleares covalentes e iónicos les confieren dureza, pero además provocan altas temperaturas de mecanizado que pueden causar roturas por choque térmico. Otro problema se deriva de la naturaleza abrasiva de la cerámica, que provoca un rápido desgaste de las herramientas de corte convencionales. Lograr una metrología de precisión también es difícil con las cerámicas quebradizas.
Soluciones para el mecanizado de cerámica
Una cuidadosa selección de los parámetros para minimizar las presiones de corte, junto con unas estrategias de refrigeración eficaces, evitan la propagación de grietas en la cerámica. El biselado de bordes y esquinas afilados ayuda a redirigir las tensiones. Las geometrías constantes de las herramientas mantienen profundidades de corte consistentes.
Materiales cerámicos comunes para el mecanizado CNC
La cerámica de óxido de aluminio (Al2O3) consolida la dureza y la resistencia, la fiabilidad química y la resistencia al consumo de diferentes piezas modernas. La cerámica de nitruro de silicio (Si3N4) ofrece una mayor durabilidad frente a las grietas y resistencia al choque térmico que el óxido de aluminio. Ambos son manejables a Torneado CNC, procesamiento y trituración para suministrar piezas desconcertantes como caños, juntas y adiciones de corte.
Mecanizado de aleaciones avanzadas
Propiedades de las aleaciones avanzadas
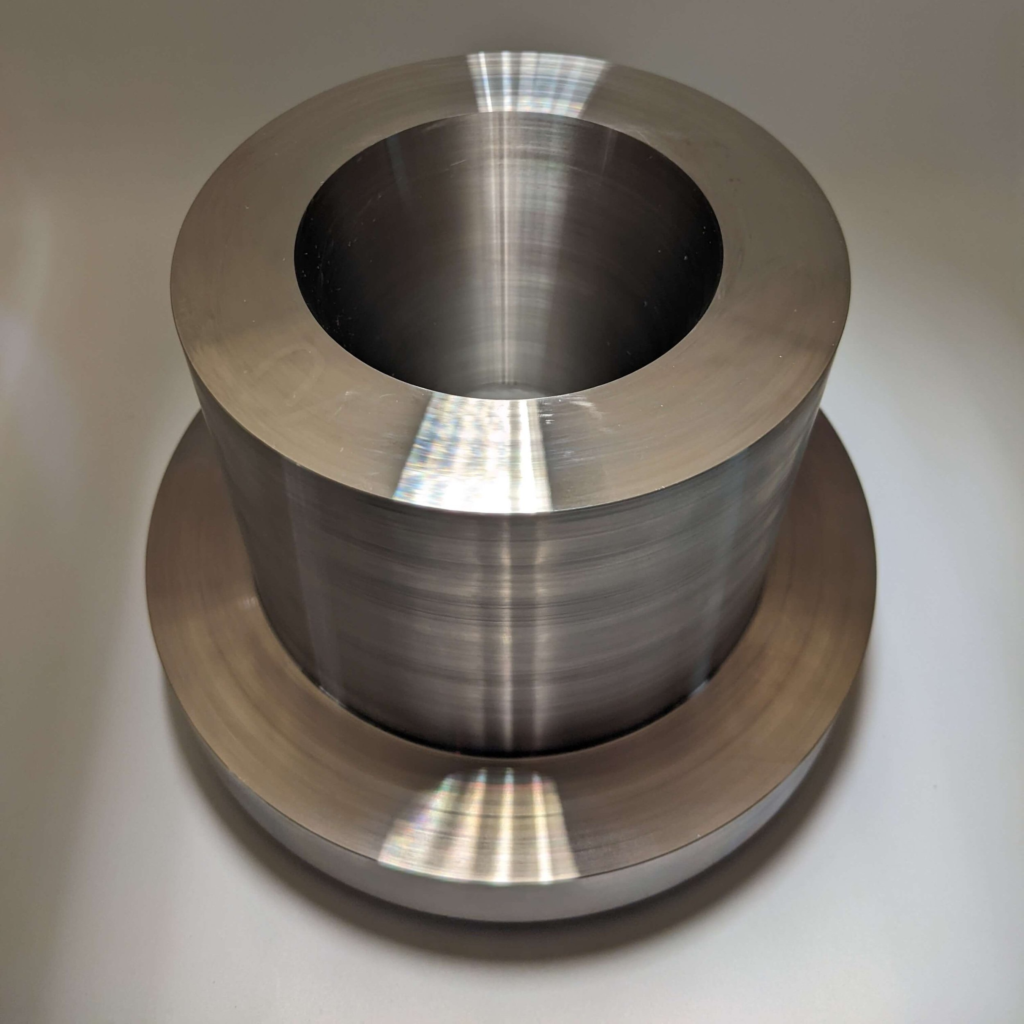
Los compuestos progresivos se cultivan explícitamente para probar condiciones de trabajo como altas temperaturas, circunstancias destructivas y resistencia al desgaste. El Inconel 625 es una superaleación a base de níquel que presenta una gran solidez y resistencia a la fluencia hasta 800°C junto con una brillante resistencia al consumo. El hastily, un compuesto de níquel-molibdeno-cromo, ofrece solidez y resistencia a los ácidos decrecientes incluso a temperaturas elevadas. No obstante, la producción de compuestos progresivos presenta problemas debido a su dureza, abrasividad y resistencias químicas.
Retos en el mecanizado de aleaciones avanzadas
La adición de carburos, nitruros y otras partículas duras en la matriz metálica de las aleaciones avanzadas hace que el corte sea más exigente. Provoca un rápido desgaste de las herramientas estándar de acero rápido y carburo. Además, pueden surgir problemas de adherencia debido a la difusión atómica en la interfaz herramienta-pieza, complicada por las altas temperaturas de corte. Las virutas también tienden a volver a soldarse en la superficie recién mecanizada, lo que afecta a la calidad.
Soluciones para el mecanizado de aleaciones avanzadas
Revestimiento de diamante o Herramientas CBN con sus filos superduros resultan más eficaces en el mecanizado de aleaciones avanzadas. Su inercia química y estabilidad térmica evitan el desgaste y la difusión. Ajustar velocidades de corte más lentas ayuda a distribuir las fuerzas de corte y a reducir las temperaturas. Métodos como la criogenia reducen aún más las temperaturas de corte. Optimizar los parámetros mantiene también un proceso de evacuación de virutas más estable. Las trayectorias de las herramientas también son vitales, ya que el fresado ascendente frente al ascendente influye en la adherencia y el acabado superficial.
Aleaciones avanzadas comunes para el mecanizado CNC
Además del Inconel 625 y el Hastelloy C-22, otras aleaciones para turbinas de gas, aeroespaciales y de procesamiento químico adoptadas para CNC son Waspaloy, Hastelloy C276, Stellite, Monel e Inconel 718. Su resistencia a la corrosión, alta resistencia y dureza a temperaturas criogénicas de hasta más de 950°C permiten aplicaciones críticas en semiconductores, petróleo y gas.
Mecanizado de materiales exóticos
Características de los materiales exóticos
Los materiales exóticos como el cobre berilio, el tantalio, el renio y el rodio son menos comunes que las aleaciones de titanio o las superaleaciones avanzadas de níquel, pero estratégicamente importantes para aplicaciones nicho que implican condiciones extremas. Por ejemplo, el cobre berilio combina una gran resistencia con propiedades conductoras eléctrica y térmicamente cruciales para los conectores de los reactores nucleares o los frenos de los aviones. El renio posee el segundo punto de fusión más alto de todos los metales y una excelente resistencia a la fluencia para toberas de cohetes.
Retos en el mecanizado de materiales exóticos
La escasez de datos de fabricación representa un obstáculo clave, ya que estos materiales tienen atributos de mecanizado únicos poco documentados. Su rareza dificulta y encarece la realización de ensayos exhaustivos. El berilio tóxico requiere una manipulación especializada de la que carecen la mayoría de los talleres de mecanizado. La resistencia y reactividad del renio aumentan los gastos en herramientas. La generación de calor durante el corte plantea riesgos de choque térmico. La adherencia del material requiere formulaciones especiales del fluido de corte.
Soluciones para el mecanizado de materiales exóticos
La colaboración con expertos en aleaciones y ciencia de los materiales proporciona orientación sobre la manipulación segura y los parámetros iniciales recomendados para el proceso. El software de modelado puede simular la maquinabilidad para optimizar las velocidades y los avances antes de los ensayos. La ventilación de los recintos y el equipo de protección del personal evitan la exposición a materiales peligrosos. Las herramientas recubiertas de diamante o de nitruro de silicio presentan suficiente dureza y resistencia al choque térmico para estos materiales. Las técnicas de lubricación criogénica o por cantidades mínimas conducen eficazmente el calor de la interfaz de corte.
Ejemplos de materiales exóticos para el mecanizado CNC
Además del cobre berilio y el renio, otras aleaciones metálicas especiales exploradas gracias al CNC son el tántalo para implantes quirúrgicos, el niobio para superconductores, el platino para pilas de combustible y el rodio en moldes de vidrio. Sus propiedades únicas permiten nichos de aplicación que van desde la energía a la biomedicina, facilitados gracias a los avances en los sofisticados métodos de mecanizado.
Materiales difíciles de mecanizar

Retos en el mecanizado de materiales duros
Mecanizado de materiales como el endurecido aleaciones de acero, las herramientas de metal duro y los compuestos resistentes a la abrasión presentan retos únicos. Su elevada dureza impartida a través del endurecimiento por deformación, el tratamiento térmico o el refuerzo se traduce en dificultades que incluyen el rápido desgaste de los filos de corte, la posible rotura de la herramienta debido a las tensiones aplicadas, los problemas de adherencia que favorecen la formación de filos o rebabas y la generación de calor excesivo que actúa para someter a las herramientas a un choque térmico. La deformación plástica que sufren estos materiales durante el corte agrava aún más estas dificultades, ya que las tensiones residuales pueden provocar la posterior distorsión de la pieza.
Desafíos específicos del acero inoxidable duro
Las aleaciones de acero inoxidable de alta resistencia como el 17-4PH, 15-5PH y 13-8Mo resultan difíciles de mecanizar debido a su tendencia al endurecimiento por deformación. El rápido desgaste de la herramienta y la acumulación de flancos son habituales a medida que se desafilan los filos de corte. Su abrasividad provoca una erosión acelerada de los flancos y la formación de BUE. El exceso de temperatura en la interfaz herramienta-trabajo induce la adherencia y el rápido fallo de la herramienta. El endurecimiento inducido por el mecanizado puede requerir un procesamiento adicional de alivio de tensiones para evitar la distorsión de la pieza.
Desafíos con las herramientas y plaquitas de metal duro
Los materiales para herramientas como el carburo de wolframio están diseñados para ofrecer una resistencia extrema al desgaste, pero también presentan dificultades para su mecanizado. Aunque son capaces de soportar altas presiones y temperaturas, sus fases de carbonitruro extremadamente duras favorecen el desgaste rápido de los aceros para herramientas estándar mediante mecanismos de desgaste abrasivo y difusivo. Los carburos cementados también sufren deformaciones plásticas, endurecimiento por deformación e inducen tensiones residuales que comprometen la precisión de las piezas.
Problemas en el mecanizado de compuestos resistentes a la abrasión
Los materiales de matriz reforzados con partículas cerámicas duras como el carburo de silicio, el óxido de aluminio o los diamantes confieren una excelente resistencia al desgaste y a la erosión a los materiales compuestos utilizados en componentes de bombas y en la manipulación de lodos. Sin embargo, estos refuerzos aumentan drásticamente las dificultades de mecanizado, ya que las herramientas se degradan y fracturan a altas presiones de corte. La generación de calor por el rozamiento abrasivo en la interfaz herramienta-fresa provoca graves problemas de adherencia.
Soluciones para el mecanizado de materiales duros
La aplicación de la refrigeración criogénica disminuye las temperaturas de mecanizado, reduciendo la tendencia a la difusión, la adherencia y el fallo de la herramienta por choque térmico. La optimización de las geometrías de las herramientas, los revestimientos y las composiciones de los sustratos garantiza la suficiente solidez y resistencia al desgaste para soportar las elevadas tensiones. Métodos como el chorro de refrigerante a alta presión directamente sobre el filo de corte ayudan a eliminar el calor al instante. La ralentización de los parámetros de mecanizado distribuye las fuerzas de corte a la vez que vigila las herramientas en busca de desgaste acelerado o distorsión.
Soluciones específicas para aceros inoxidables duros
El uso de herramientas cermet o cerámicas recubiertas con una resistencia adicional al desgaste, como los carburos de grano ultrafino, evita los fallos por efecto del endurecimiento por trabajo. Ajustar velocidades de avance más lentas equilibra la eliminación de material frente a las fuerzas de corte. La refrigeración criogénica o MQL elimina el calor rápidamente para minimizar las temperaturas que facilitan la adherencia. Una sujeción adecuada distribuye las fuerzas uniformemente para evitar inducir tensiones residuales durante el mecanizado.
Superación de problemas en el mecanizado de metal duro
Los revestimientos superduros proporcionan una barrera protectora de difusión entre las interfaces herramienta-trabajo, minimizando los mecanismos de desgaste abrasivo y difusivo. El ajuste de las composiciones de los sustratos equilibra la rigidez y la resistencia. Los filos de corte de diamante policristalino o CBN soportan las temperaturas y presiones extremas a las que se ven sometidos. Las velocidades de avance lentas previenen la acumulación de tensiones residuales para evitar el agrietamiento o la distorsión de la pieza una vez terminada.
Mitigación de problemas en el mecanizado de materiales compuestos
La configuración de herramientas con filos de corte ultra afilados y muy resistentes al desgaste fabricados con materiales como la cerámica o los superabrasivos policristalinos es esencial para los materiales destinados al mecanizado CNC, especialmente cuando se cortan materiales compuestos. La baja profundidad de corte garantiza que las concentraciones de fuerza sigan siendo tolerables, mientras que las estrategias de baja velocidad y alto avance equilibran las tasas de arranque de material frente a las tensiones inducidas. La refrigeración criogénica mantiene temperaturas de funcionamiento óptimas, mejorando aún más el rendimiento del mecanizado.
La aplicación de este tipo de soluciones permite el mecanizado CNC de materiales difíciles de forma más eficaz y rentable, ampliando las posibilidades de fabricación. Con una correcta optimización del proceso, incluso los materiales más exigentes para el mecanizado CNC pueden conformarse con precisión mediante avanzadas Tecnologías CNC.

Conclusión
Las industrias avanzadas siguen ampliando los límites de los materiales para el mecanizado CNC con el fin de obtener ventajas competitivas mediante un rendimiento optimizado en condiciones corrosivas, térmicas y de desgaste. El motor que impulsa la habilitación de estas aleaciones exóticas y tipos de sustrato mejorados es el mecanizado de precisión, especialmente mediante técnicas CNC capaces de dar forma incluso a las composiciones más exigentes en componentes intrincados.
Como se ha visto a lo largo de esta discusión, el procesamiento CNC plantea retos únicos a los materiales para el mecanizado CNC que, si no se abordan, comprometen la calidad, la eficacia y el potencial de diseño de las piezas. Sin embargo, si se comprenden los fundamentos científicos de los sustratos difíciles y se exploran sistemáticamente las optimizaciones del mecanizado, estas barreras pueden sortearse o mitigarse. La mejora de las herramientas de corte, el perfeccionamiento de los parámetros de mecanizado y la aplicación de técnicas complementarias reducen las temperaturas a la vez que distribuyen las tensiones para mantener la integridad estructural en el mecanizado CNC de materiales difíciles.
Preguntas frecuentes
P: ¿Cuáles son algunos de los tipos de sustrato más difíciles de mecanizar?
R: Los materiales como las aleaciones de carburo duro, los aceros endurecidos para herramientas, los compuestos de matriz metálica resistentes a la abrasión y algunas superaleaciones exóticas presentan los mayores retos debido a los problemas del proceso. Su dureza, resistencia al desgaste y propiedades químicas favorecen una rápida degradación de la herramienta si no se tratan adecuadamente.
P: ¿Cómo puede prolongarse la vida útil de las herramientas al mecanizar materiales difíciles?
R: El uso de herramientas de corte recubiertas formuladas para la dureza y la resistencia al calor es muy eficaz. Los recubrimientos cerámicos, de CBN y de diamante policristalino dispersan las fuerzas de corte a la vez que resisten el desgaste y la difusión. Optimizar las velocidades y los avances para reducir las cargas térmicas y equilibrar la eliminación de material con las presiones de corte también alarga la vida útil de la herramienta.
P: ¿Qué papel desempeña el líquido de corte?
R: La selección del fluido de corte y el método de aplicación se vuelven más críticos, ya que los fluidos deben evacuar eficazmente el calor de la interfaz de corte para evitar problemas de adherencia y efectos de difusión. Los criogénicos, la lubricación por cantidades mínimas y los refrigerantes de chorro a alta presión expulsan directamente el calor del filo de corte para el mecanizado de materiales difíciles.
P: ¿El mecanizado de materiales difíciles requiere siempre máquinas herramienta especializadas?
R: Aunque las máquinas-herramienta especializadas pueden ofrecer ventajas como sistemas integrados de suministro de refrigerante, controles avanzados y automatización del cambio de herramientas, los centros de mecanizado CNC estándar pueden mecanizar con eficacia materiales difíciles siempre que se apliquen los parámetros correctos de herramientas y procesos. La clave está en la optimización del proceso y no sólo en el equipamiento.
P: ¿Cómo ayuda el ajuste de velocidades y avances al mecanizar materiales duros?
R: Las velocidades más lentas y los avances más altos ayudan a reducir las temperaturas de corte y las presiones sobre las herramientas. Los parámetros más conservadores distribuyen las fuerzas en áreas más amplias de la superficie de la herramienta para una mejor gestión de las tensiones sin comprometer excesivamente las velocidades de arranque de material. La optimización depende del sustrato.





