 Ir al contenido
Ir al contenido 
La fusión por haz de electrones (EBM) resulta prometedora para la fabricación de componentes metálicos intrincados, pero las lagunas en el conocimiento del proceso han ralentizado su adopción. Esta guía desmitifica la EBM explorando las propiedades del polvo, el modelado térmico, los impactos de los parámetros y los casos de uso industrial. Avanzar en la comprensión de las características de los materiales, la simulación y el perfeccionamiento de la producción es clave para optimizar esta tecnología especializada. Impresión en 3D técnica
Propiedades del polvo metálico críticas para el proceso de fusión por haz de electrones
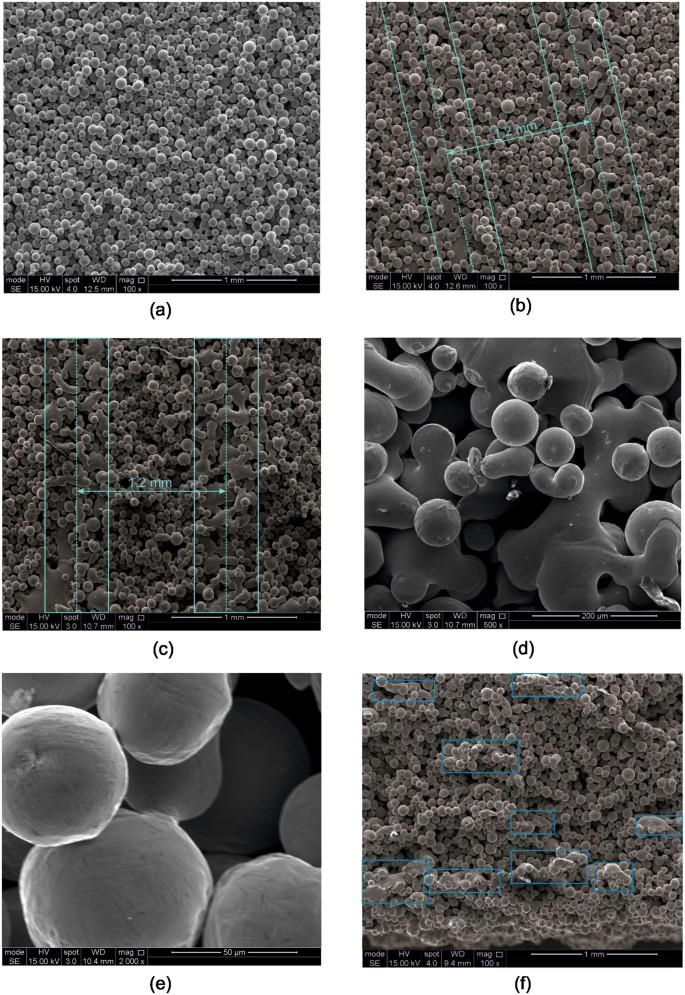
La materia prima en polvo desempeña un papel importante en la fusión por haz de electrones, ya que se funde selectivamente mediante el haz de electrones para crear cada nueva capa. Antes de que comience la fusión, el polvo se somete a un paso de precalentamiento que provoca su sinterización. Este proceso de sinterización une las partículas y forma cuellos entre ellas. Para comprender el comportamiento de la sinterización, los investigadores evaluaron el polvo precalentado de Ti-6Al-4V mediante microscopía. La microscopía electrónica de barrido reveló que se habían formado cuellos entre las partículas, de entre 1 y 10 micrómetros de diámetro. Un análisis más detallado descubrió que el polvo tenía una microestructura en forma de cesta que contenía fases alfa y beta, parecida a la microestructura de la aleación sólida.
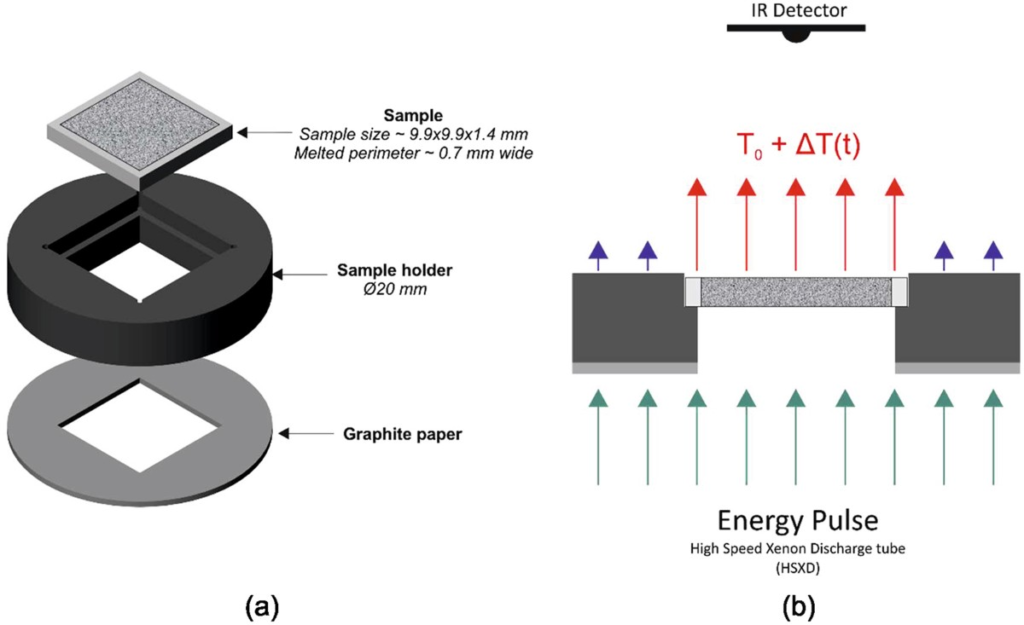
Pruebas adicionales analizaron los niveles de porosidad del polvo y las propiedades térmicas. Las muestras de polvo se fabricaron mediante fusión por haz de electrones y posteriormente se escanearon mediante micro-CT. Los resultados mostraron una porosidad de alrededor de 50% en todas las muestras. También se midió la conductividad térmica a distintas temperaturas. Curiosamente, el polvo mostró una conductividad significativamente menor que el Ti-6Al-4V sólido, con valores de aproximadamente una cuarta parte. En concreto, la conductividad resultó ser de 0,63 W/mK a temperatura ambiente, aumentando a menos de 2,44 W/mK a 750 grados Celsius.Estos hallazgos ayudaron a caracterizar importantes propiedades del polvo.
La comprensión del comportamiento de sinterización proporcionó información sobre el preprocesamiento del polvo durante la EBM. Cuantificar la porosidad y la conductividad térmica ayudó al desarrollo de modelos térmicos, críticos para simular el proceso de fusión de la EBM. En general, representar con precisión los atributos del polvo resultó vital para desmitificar esta emergente Tecnología de impresión 3D.
Conductividad térmica de los polvos EBM
Los investigadores tomaron medidas para medir específicamente la conductividad térmica del polvo de Ti-6Al-4V utilizado en la fusión por haz de electrones. Para ello, fabricaron muestras que contenían tanto regiones sólidas como de polvo utilizando el impresión metálica en 3D proceso. A continuación, las pruebas aislaron la conductividad dentro de las secciones de polvo.
Los resultados mostraron que la conductividad del polvo era muy inferior a la de la aleación sólida de titanio. A temperatura ambiente, la conductividad del polvo medía 0,63 W/mK, sólo una cuarta parte de la del Ti-6Al-4V denso. Incluso a temperaturas más altas, la conductividad seguía siendo baja en comparación con la de su homólogo sólido. A medida que la temperatura subía hasta los 750 °C, la conductividad del polvo aumentaba algo, pero alcanzaba un máximo en torno a los 2,44 W/mK.
Estos datos confirmaron que los polvos poseen una capacidad significativamente reducida para transferir calor en relación con el metal sólido. Su baja conductividad se debe probablemente a la porosidad inherente introducida durante la producción del polvo. Estas propiedades térmicas tan reducidas tienen consecuencias a la hora de simular el proceso de fusión del EBM.
Simulación del proceso EBM mediante modelado térmico
Para comprender mejor los fenómenos térmicos durante la fusión por haz de electrones, los investigadores crearon un modelo de elementos finitos. Este enfoque de simulación permitió estudiar la distribución de la temperatura a través de las piezas. Se tuvieron en cuenta factores clave como las propiedades del material que varían con la temperatura y el flujo de calor del haz de electrones. En concreto, el modelo trató el calentamiento del haz como una fuente de calor cónica que libera energía según una distribución gaussiana. A continuación, el análisis de elementos finitos calculó los cambios de temperatura a lo largo del tiempo a medida que el haz virtual escaneaba una pieza capa por capa. Se probaron in silico varias configuraciones de fabricación.
Se modificaron parámetros del haz como la potencia, el diámetro y la velocidad para analizar su impacto en el tamaño del baño de fusión. Como era de esperar, una mayor potencia y un barrido más lento ampliaron la región fundida. Mientras tanto, el uso de un diámetro de haz más ancho comprimió los charcos de fusión lateralmente pero redujo las profundidades. Para calibrar la precisión, se compararon las predicciones de la simulación con los resultados experimentales. Las mediciones consistieron en cuantificar los charcos de fusión reales de las muestras fabricadas. De forma tranquilizadora, las dimensiones de los charcos de fusión predichas por el modelo coincidieron en general con las observaciones físicas. Las desviaciones rondaron los 32% de media, lo que validó la capacidad de la simulación para representar fenómenos térmicos clave.
En general, este trabajo de modelización colmó las lagunas existentes en la comprensión del proceso térmico subyacente a la EBM. La simulación validada proporciona ahora una herramienta útil para optimizar los ajustes de producción y sondear los impactos térmicos de diversos cambios en el diseño o los materiales.
Efectos de la velocidad de exploración en el proceso EBM y en la pieza
Un parámetro clave de fabricación denominado función de velocidad influye en la velocidad de fusión del haz de electrones durante el escaneado. Los investigadores experimentaron con diferentes índices de función de velocidad para calibrar los impactos.
Los índices más altos correspondían a un movimiento más rápido de la viga. Esto aceleró el proceso de fabricación pero redujo el aporte de energía debido a que el haz pasó menos tiempo en cada lugar. Los resultados mostraron superficies más rugosas y granos beta más grandes al aumentar los índices.
Las lecturas de temperatura revelaron además el impacto de la velocidad de exploración. Las temperaturas máximas en torno a 2700°C descendieron al aumentar los índices y la velocidad. El barrido más rápido del haz de electrones debilitó la densidad de energía, reduciendo las temperaturas alcanzadas. La caracterización de estos efectos de la velocidad de escaneado resultó valiosa. Comprender cómo las alteraciones de la función de velocidad cambian las condiciones térmicas y las microestructuras resultantes permite optimizar esta importante variable de fabricación.
Medición de temperaturas durante la EBM mediante termografía
Los investigadores utilizaron una cámara termográfica de infrarrojo cercano para supervisar de forma no destructiva las temperaturas dentro de un sistema de fusión por haz de electrones. La sensibilidad de la cámara permitió visualizar distintos pasos de la fabricación, como el precalentamiento, la fusión de contornos y el escaneado interno de trampillas.
La resolución espacial de las imágenes térmicas se determinó en 46,8 μm por píxel en horizontal y 66,2 μm por píxel en vertical. A partir de la captura de vídeo de cada etapa, pudieron generarse perfiles de temperatura media a lo largo de la trayectoria del haz.
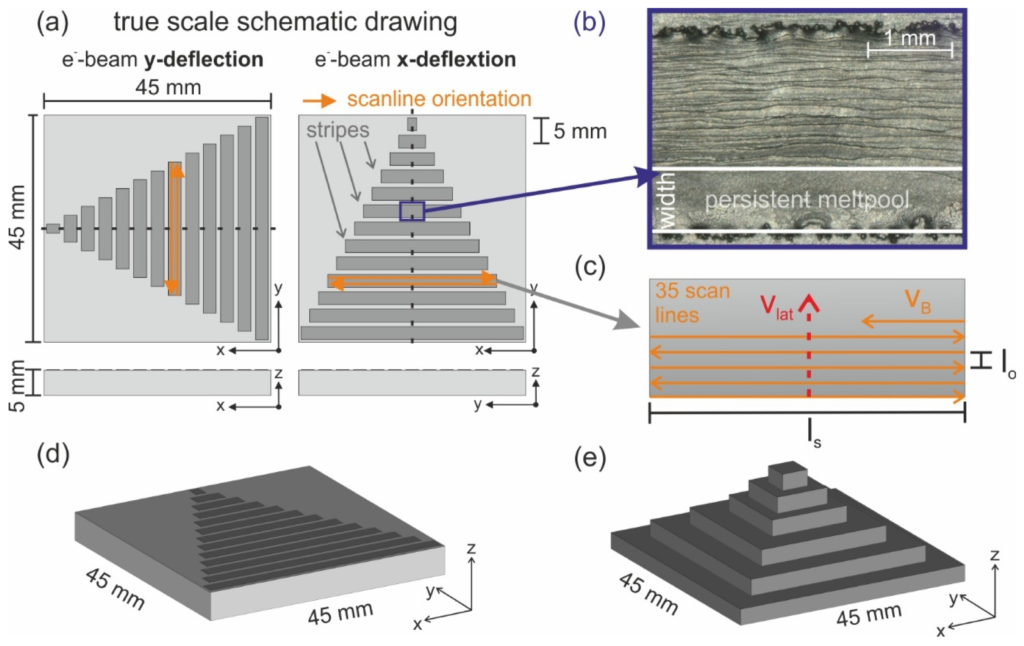
En particular, los perfiles revelaron una región de meseta característica que une las temperaturas de cambio de fase liquidus y solidus. Esto validó la capacidad de la cámara para detectar las transiciones de fase que se producen dentro del baño de fusión. Mediciones adicionales trazaron el comportamiento térmico a distintas alturas de acumulación. Los resultados mostraron que las velocidades de enfriamiento aumentaban a mayor distancia del sustrato. Las temperaturas máximas también disminuían más rápidamente con la elevación debido a una conducción más débil hacia las capas subyacentes.
En conjunto, el mapeo de la temperatura mediante termografía aportó nuevos conocimientos sobre el proceso de fusión por haz de electrones. La comparación de los perfiles sirvió además de apoyo a las simulaciones de elementos finitos destinadas a modelar de forma realista los fenómenos térmicos. La elaboración de perfiles de temperatura sin contacto sigue ayudando a la optimización y al aseguramiento de la calidad.
Medición de temperaturas durante la fabricación de EBM
Los investigadores utilizaron una cámara térmica de infrarrojos para observar de forma no destructiva las temperaturas de construcción. Esta cámara de infrarrojos cercanos podía tomar imágenes de las etapas de precalentamiento, construcción de contornos y escaneado interior de piezas. La resolución de la cámara resultó ser bastante buena, alcanzando 46,8 micrómetros por píxel en horizontal y 66,2 micrómetros en vertical. El vídeo capturado durante la impresión permitió generar perfiles de temperatura media a lo largo del recorrido del haz.
En particular, estos perfiles mostraban una región plana característica que unía las temperaturas de fusión y solidificación. Esto verificó la capacidad del generador de imágenes para percibir las transformaciones de fase dentro del material en fusión. Otros perfiles registraron resultados a diferentes alturas. Los resultados mostraron que el enfriamiento se aceleraba a mayor distancia de la base. Las temperaturas máximas también descendieron con mayor rapidez más arriba debido a una conducción más débil hacia abajo a través de las capas depositadas.
En general, los mapas de temperatura mediante imágenes térmicas aportaron nuevos conocimientos sobre la fusión por haz de electrones impresión 3D sostenible proceso. Los perfiles mejoran la validez de los modelos computacionales que pretenden recrear de forma realista los fenómenos térmicos. Los perfiles de temperatura sin contacto siguen mejorando el dominio y la calidad del proceso.
Efectos de los parámetros de fabricación en el proceso EBM
Atributos del haz
Los investigadores utilizaron simulaciones térmicas para examinar cómo influían los atributos del haz en la geometría del baño de fusión. Variables como la potencia del haz, el diámetro y la velocidad se ajustaron de forma independiente mientras se modelaba la producción de Ti-6Al-4V.
Como era de esperar, la potencia creciente o el movimiento más lento ampliaron modelado por deposición fundida zonas y elevaron las temperaturas máximas. Ambos cambios aumentaron la energía suministrada al lecho de polvo. Mientras tanto, el empleo de un haz de electrones más ancho comprimió lateralmente los lechos de fusión a la vez que comprimía las profundidades. Al ser más ancho, el haz distribuyó la energía sobre un área mayor, disminuyendo el calor en cualquier punto.
Impacto de la velocidad de exploración
En trabajos adicionales se experimentó con diferentes velocidades de barrido electrónico. Denominado función de velocidad, este parámetro controlaba el movimiento del haz.
Un movimiento más rápido se correlacionó con superficies más rugosas y granos beta más grandes en las piezas. La reducción de los tiempos de fusión por un barrido más rápido redujo la densidad de potencia.Las mediciones térmicas revelaron además un descenso de las temperaturas máximas con el aumento de la velocidad. Los haces más rápidos pasaron menos tiempo fundiendo el polvo, generando menos calor total.En conjunto, esto proporcionó un marco de comprensión de los impactos de los parámetros. La optimización requiere discernir cómo los ajustes modifican las condiciones y propiedades térmicas.
Áreas de aplicación que se benefician de la tecnología EBM
Gracias a su flexibilidad para crear sofisticados componentes metálicos, la fusión por haz de electrones encuentra aplicación en todos los sectores. El sector aeroespacial confía en la EBM para intrincados componentes de motores como toberas y piezas móviles del tren de aterrizaje. El proceso fabrica estas exigentes piezas de motores a reacción utilizando materiales como aleaciones de titanio.
La implantación médica también aprovecha la fusión por haz de electrones. Comúnmente Materiales de impresión 3D implantes biomédicos personalizados y prótesis dentales. Las complejidades posibles gracias a este proceso benefician a la implantación.
Los campos de la soldadura y la automoción también aplican la EBM. La soldadura la utiliza realizando uniones soldadas a medida entre metales. La automoción utiliza la EBM fabricando turbocompresores que necesitan precisión. La tecnología forma piezas de turbo con geometrías refinadas a partir de materia prima en polvo.
Otros sectores se benefician. La aplicación de la electrónica necesita disipadores y carcasas elaborados con precisión y adaptados a Producción de EBM. En los ámbitos militar y naval nacen armas y embarcaciones mediante la fusión por haz de electrones en el vacío. Incluso la joyería artesanal recurre a la fusión por haz de electrones, formando ornamentadas creaciones de metales preciosos. A medida que crece la experiencia en materiales y procesos, surgen oportunidades de aplicación diversificadas en los sectores aeroespacial, médico, de ingeniería y otros. El hecho de que la EBM cubra lagunas de producción especializadas inspira un mayor uso intersectorial.
Concolusión
Este artículo proporciona una visión de la fusión por haz de electrones a través de la discusión de las características del polvo, las simulaciones térmicas, los registros de temperatura, los ajustes de producción y los usos. Comprender la composición del polvo, modelar el movimiento del calor, ajustar los parámetros y tener en cuenta las lecturas de temperatura sigue siendo fundamental para hacer evolucionar esta tecnología. La investigación continua promete impulsar la EBM desde una técnica especializada hacia una aplicación industrial generalizada. Los esfuerzos se dirigen a comprender cómo se combinan las propiedades del haz, las cualidades del material y el entorno ambiental a lo largo de la fabricación.
A medida que se refuerza la comprensión, se amplían las oportunidades de aprovechar el proceso. Las mejoras en el control pueden dar lugar a una producción más reproducible. Las ampliaciones de la gama de materiales facilitan abordar las necesidades no cubiertas de los fabricantes. Las optimizaciones del proceso acaban reduciendo los costes de fabricación. Así pues, el avance en la comprensión allana el camino para que la fusión por haz de electrones produzca en serie piezas metálicas sofisticadas en muchas empresas.
Preguntas frecuentes
P: ¿Qué es la fusión por haz de electrones y cómo funciona el proceso?
La fusión por haz de electrones es una técnica de fabricación aditiva que construye piezas metálicas capa a capa utilizando un haz de electrones de alta energía para fundir la materia prima en polvo. El polvo metálico se deposita sobre una plataforma de construcción dentro de una cámara de vacío. A continuación, un haz de electrones escanea cada capa, fundiendo el polvo con precisión según un archivo de diseño digital. A medida que las capas posteriores se solidifican sobre las anteriores, se construye una pieza densa.
P: ¿Cómo influyen los polvos metálicos en el proceso de EBM?
Los polvos metálicos desempeñan un papel clave como materia prima. Sus propiedades, como la porosidad y la conductividad térmica, influyen en cómo se transfiere el calor durante la fusión. El preprocesado también sinteriza el polvo, formando cuellos entre las partículas. Comprender las características del polvo ayuda a optimizar el preprocesado y a modelar la etapa de fusión.
P: ¿Qué factores puede captar la modelización sobre el proceso térmico EBM?
La simulación por elementos finitos tiene en cuenta las propiedades dependientes de la temperatura y aproxima el haz de electrones como una fuente de calor volumétrica. La modelización evalúa el impacto de parámetros como la potencia, el diámetro y la velocidad del haz en las dimensiones y temperaturas del baño de fusión. Las comparaciones con experimentos validan estas simulaciones.
P: ¿Cómo afectan las variables del proceso, como la velocidad del haz, a la fabricación de EBM?
Un escaneado más rápido equivale a una menor densidad de energía, ya que el haz pasa menos tiempo fusionando cada ubicación. Las velocidades de escaneado más altas se correlacionan con superficies más rugosas, granos beta más grandes en las microestructuras y temperaturas pico de la pieza más bajas, todo ello debido a un calentamiento más débil. La caracterización de estos impactos guía la optimización de los parámetros.
P: ¿Qué industrias aplican la EBM y qué tipos de componentes facilita?
R: Entre los sectores que utilizan la EBM se encuentran el aeroespacial, los implantes médicos, la soldadura, la automoción y la electrónica, entre otros. Permite crear piezas complejas como boquillas de motores a reacción, recambios dentales, soldaduras a medida, piezas de turbocompresores y carcasas intrincadas. Los avances en materiales y procesos siguen diversificando su adopción.





