 Zum Inhalt springen
Zum Inhalt springen 
Dieser Artikel beschreibt, wie Sie 3D-gedruckte Teile mit hohen Festigkeitseigenschaften herstellen können, indem Sie die richtigen Materialien wie PEEK und Nylon auswählen, die Optimierung der Druckeinstellungen einschließlich der Fülldichte, der Ausrichtung, der Schalendicke und der Nachbearbeitung wie dem Tempern erforschen. Er behandelt auch Anwendungen, die starke 3D-Drucke für funktionale Prototypen, Endverbraucherkomponenten und mechanische Hilfsmittel nutzen.
3D-gedruckte Teile: Die besten Filamente für stärkere, hochpräzise Drucke im Jahr 2024

Mit den hier in den Tabellen dargestellten Technologietrends wird die Verwendung von 3D-Druck findet nun zunehmend Anwendung bei der Herstellung von funktionalen Endprodukten, Werkzeugen, Instrumenten und Strukturen, die einer strukturellen und mechanischen Belastung ausgesetzt sind. Um die Anforderungen an die mechanischen Eigenschaften von Strukturelementen zu erfüllen, reicht es jedoch nicht aus, einfach nur ein Teil zu drucken. Die Auswahl des Materials, die Einstellungen des Druckers und die Nachbehandlung müssen optimal sein, um eine maximale praktische Festigkeit zu erreichen.
In diesem Artikel werden wir verschiedene Aspekte von 3D-gedruckten Teilen untersuchen, die für funktionale Anwendungen geeignet sind. Zunächst werden wir uns die Materialien ansehen, die aufgrund ihrer mechanischen Eigenschaften häufig verwendet werden, wie Nylons, Polycarbonate und Hochleistungsoptionen wie PEEK. Es ist wichtig zu verstehen, wie das Festigkeitspotenzial dieser Materialien effektiv genutzt werden kann.
Dann werden wir uns mit den Auswirkungen der 3D-Drucker Einstellungen wie Füllmuster, Teileausrichtung, Schalendicke auf die Festigkeit der gedruckten Teile. Die Optimierung dieser Parameter spielt eine wichtige Rolle bei der Entfaltung der wahren Fähigkeiten der Materialien. Nachbearbeitungstechniken zur weiteren Verbesserung der Festigkeit werden ebenfalls behandelt.
Schließlich werden reale Anwendungen vorgestellt, bei denen 3D-gedruckte Komponenten mit hoher mechanischer Integrität effektiv eingesetzt werden. Der Artikel bietet eine gründliche Anleitung für den Druck langlebiger Teile für das Prototyping, den Werkzeugbau und Produktionsanwendungen.
Definitionen von Materialstärke
Zugfestigkeit
Die Zugfestigkeit ist das Maß für die Zugspannung, die ein Material aushalten kann, wenn es gedehnt und bis zu seiner Einschnürung oder Bruchstelle gezogen wird. Sie können sie als die maximale Spannung definieren, die ein Material beim Bruch oder beim Ziehen bis zur Bruchstelle aushalten kann. Sie wird in der Einheit Pascal oder Pfund Kraft pro Quadratzoll, abgekürzt psi, ausgedrückt. Die Zugfestigkeit eines Materials wird als potenzielle Zugspannung bezeichnet, d.h. als Material mit Zugfestigkeitspotenzial.
Dehnung
Dehnung ist definiert als die Ausdehnung, die in einem Material vor dem Versagen bei Zugbeanspruchung erreicht wird. Sie wird normalerweise als prozentuale Änderung der ursprünglichen Messlänge oder -breite des Materials vor dem Bruch angegeben. Je höher die Dehnung eines Materials ist, desto weiter kann das Material gedehnt werden, bevor es tatsächlich bricht. Wie die Dehnung ist sie ein wesentlicher Wert, der zur Charakterisierung der Duktilität oder Verformbarkeit des Materials verwendet wird.
Schlagzähigkeit
Die Fähigkeit eines Materials für 3D-gedruckte Teile, unter Belastung zu brechen oder zu reißen, wird als Schlagfestigkeit bezeichnet. Die beiden gebräuchlichen Tests zur Bewertung der Schlagfestigkeit eines bestimmten Materials sind der Izod- oder der Charpy-Schlagversuch. Bei diesem Test wird eine gekerbte Probe einem einzigen Schlag mit einem gewogenen Pendel ausgesetzt. Die absorbierte Aufprallenergie, die in Bruchenergie umgewandelt wird, wird bestimmt. Das heißt, ein Material mit höherer Schlagfestigkeit oder absorbierter Energie kann einer plötzlichen Schlagbelastung standhalten, ohne zu brechen.
Chemische Beständigkeit
Chemische Beständigkeit Nigeria befasst sich mit der Fähigkeit eines Materials, in diesem Fall eines beschichteten Stoffes, unverändert zu bleiben oder, wenn es sich abbauen soll, wie es sich abbaut, wenn es mit Chemikalien, Säuren, Laugen, Salzen oder Lösungsmitteln in Berührung kommt. Die Materialien werden je nach ihrer Leistung bei der Einwirkung chemischer Lösungen durch einen Tauchtest oder auf andere Weise eingestuft. Es kann vorkommen, dass das Material einfach wegschmilzt. Wenn es mit Chemikalien in Berührung kommt, kann ein Teil davon aufquellen oder sogar schwach werden. Chemisch resistente Materialien behalten ihre Eigenschaften bei und verschlechtern ihr Aussehen oder ihre Struktur, wenn sie mit Chemikalien in Berührung kommen.
UV-Beständigkeit
Die UV-Beständigkeit ist ein Maß dafür, wie gut ein Material der Zerstörung durch ultraviolettes Licht, hauptsächlich durch die Sonne, widersteht. Von allen Materialien, die im Freien verwendet werden, 3D-Druck aus Kunststoff und Polymere werden durch die Einwirkung von UV-Licht leicht zersetzt. Der Abbau durch UV-Licht wird normalerweise durch photochemische Reaktionen verursacht, indem eine chemische Bindung gebrochen wird und Farbveränderungen, Spannungsrisse oder Spannungskorrosion entlang einer Linie senkrecht zur Richtung der Lichtquelle entstehen. Die Materialien, die eine höhere UV-Beständigkeit aufweisen, haben eine längere Lebensdauer bei der Verwendung unter Sonnenlicht oder UV-Lampen.
Temperaturbeständigkeit
Die Temperaturbeständigkeit bezieht sich auf die Fähigkeit eines Materials, seine mechanischen und physikalischen Eigenschaften bei hohen und niedrigen Temperaturen beizubehalten. Die meisten Materialien werden außerhalb ihres Gebrauchstemperaturbereichs weicher oder härter. Materialien, die für Hochtemperaturanwendungen bestimmt sind, behalten ihre Festigkeit und andere Eigenschaften auch bei hohen Temperaturen bei. Während Materialien, die für niedrige Temperaturen geeignet sind, auch bei Temperaturen unter dem Gefrierpunkt dehnbar und schlagfest bleiben.
Wärmeablenkung Temperatur
Die Wärmeformbeständigkeitstemperatur (HDT) oder Wärmeverformungstemperatur bezeichnet die Temperatur, bei der ein Polymer oder eine Kunststoffprobe unter einer bestimmten Belastung ihre Form nicht mehr beibehält. Diese Belastung ist normalerweise auf 4,45 kPa oder 0,125 MPa standardisiert. Die HDT wird als Maß für die Wärmebeständigkeit von Thermoplasten verwendet. Das macht einfach deshalb Sinn, weil der durch den HDT-Wert angegebene Grad der Kristallinität die Wärmebeständigkeit des Kunststoffs beeinflusst. Hochtemperaturkunststoffe verformen sich bei höheren Temperaturen nicht, schrumpfen nicht, quellen nicht und erfahren keine anderen chemischen Veränderungen und versagen nicht mechanisch.
Häufig verwendete 3D-Druckmaterialien

Polycarbonat (PC)
Polycarbonat ist ein thermoplastischer Kunststoff, der eine höhere Schlagzähigkeit, Dimensionsstabilität und Hitzebeständigkeit bietet als andere Materialien für 3D-Druckteile wie ABS. Polyglykol hat eine Glasübergangstemperatur von etwa 147 Grad Celsius. PC Teile sind hochtransparent und sehr transparent, also absolut klar. Allerdings ist PC schwieriger zu bedrucken als ABS, da es höhere Drucktemperaturen von etwa 250-300°C erfordert. Es kann zur Herstellung von klaren, haltbaren Gehäusen, medizinischen Geräten und Prototypen verwendet werden. PC hat eine sehr gute chemische Beständigkeit gegen Alkohole, Säuren und Laugen.
Acrylnitril-Butadien-Styrol (ABS)
ABS ist dafür verantwortlich, dass es zu den am häufigsten verwendeten thermoplastischen Materialien in 3D-Drucken von Werkzeugen aufgrund seines günstigen Preises und der Kompatibilität mit selbst gedruckten 3D-Teilen. Ein gutes Gleichgewicht zwischen Festigkeit, Steifigkeit, Zähigkeit und Haltbarkeit machen es zu einem bevorzugten Material. Das ABS-Material ist ziemlich stoß- und hitzebeständig und hat eine HDT von etwa 95°C. Es kann bis zu 80 Grad Celsius aushalten. ABS-Komponenten werden in funktionalen JL-Prototypen, Elektronikgehäusen und vielem mehr verwendet. Beim Drucken gibt das ABS jedoch schädliche flüchtige Gase ab und muss daher in einem Gehäuse gedruckt werden. Dieses Material ist nicht für die langfristige Verwendung in medizinisch und Luft- und Raumfahrt Industrien.
Polymilchsäure (PLA)
PLA ist ein umweltfreundlicher und zarter thermoplastischer Kunststoff, der aus erneuerbaren pflanzlichen Rohstoffen wie Maisstärke, Maniokwurzeln und Zuckerrohr gewonnen wird.
. Es bietet einen ABS-Ersatz ohne gesundheitliche Beeinträchtigung bei 3D-gedruckten Teilen und ist umweltfreundlich. PLA hat eine vergleichsweise geringe thermische Stabilität mit einer Tg zwischen 50 und 60°C. Dennoch verformt es sich nur wenig und ist extrem einfach zu drucken, ohne dass eine Umhüllung erforderlich ist. PLA ist steif, chemisch beständig und kann getempert und anschließend lackiert werden. Am häufigsten wird es für die Herstellung von Modellen, nicht-strukturellen Teilen und Prototypen verwendet. Es gibt jedoch einen Nachteil bei der Verwendung von PLA: Es neigt dazu, bei Kontakt mit Feuchtigkeit aufzuquellen und sich zu verformen.
Nylon
Nylon oder Polyamid ist eine Familie von Thermoplasten, die eine gute Festigkeit und Steifigkeit sowie eine moderate Temperaturbeständigkeit aufweisen. Sie schmelzen beide bei 215°C bzw. 178°C für Nylon 6 bzw. Nylon 12 für Kunststoffe. Die Materialien können Temperaturschwankungen von 80-100°C dauerhaft standhalten. Die 3D-gedruckten Teile aus Nylon sind sehr verschleißfest und eignen sich daher für die Herstellung von Funktionsteilen, da sie stabil sind. Der Druck von Nylon ist jedoch schwieriger als der von ABS und PLA, da ein Gehäuse und eine beheizte Bauplattform erforderlich sind. Es wird häufig für die Herstellung von Zahnrädern, Riemenscheiben, Gehäusen und Maschinenteilen verwendet, die eine lange Lebensdauer erfordern.
PEEK und Kohlenstofffaser-Filamente
PEEK oder Polyetheretherketon ist ein technischer Hochleistungsthermoplast, der in der Luft- und Raumfahrt, im Automobilbau und in der Telekommunikationsindustrie verwendet wird. Es hat eine höhere thermische Stabilität mit einem Schmelzpunkt von ca. 343°C und verfügt über gute mechanische Eigenschaften, chemische Inertheit und Biokomialität. Die höhere Festigkeit von 40% und die höhere Steifigkeit von 80% sind auf die Verwendung von kohlenstofffaserverstärkten PEEK. Allerdings bringen diese Materialien sehr hohe Temperaturen für 3D-gedruckte Teile mit sich, die in einigen Fällen bis zu 380 Grad Celsius betragen. Das macht sie günstig für die Herstellung von medizinischen Implantaten, Teilen für die Luft- und Raumfahrt und anderen hochfesten Teilen.
Obwohl es eine große Anzahl von Anwendungen für ABS in 3D-gedruckten Teilen gibt, sind die hohen Material- und 3D-Drucker Kosten machen sie weniger beliebt als andere 3D-Druckmaterialien. Zusammenfassend lässt sich sagen, dass die Wahl des Materials von den spezifischen mechanischen, thermischen und chemischen Eigenschaften abhängt, die für die jeweilige Anwendung erforderlich sind. Während PLA, ABS und Nylon ein gutes Gleichgewicht zwischen Kosten, Benutzerfreundlichkeit und Langlebigkeit bieten, sind PC, PEEK und Kohlefaser eher für spezielle Hochleistungsanwendungen geeignet. Die Einschränkungen bei der Temperaturbeständigkeit, den Kosten, der Druckbarkeit und den Umweltauswirkungen müssen ebenfalls berücksichtigt werden.
Wir stellen Hochleistungs-Nylons vor: PA11 und PA12

PA12
PA12oder Nylon 12, ist ein Hochleistungspolyamid, das zur Gruppe der technischen Thermoplaste gehört und im Vergleich zu PA11 eine verbesserte Kälteschlagzähigkeit aufweist. Mit einer Glasübergangstemperatur von -45°C und einem Schmelzpunkt um 178°C ist es ideal für den Dauereinsatz unter 0°C. PA12 zeichnet sich durch eine sehr geringe Feuchtigkeitsaufnahme, Selbstschmierung und Verschleißfestigkeit aus und eignet sich daher für die Automobilindustrie, die Luft- und Raumfahrt und verschiedene Verbraucherprodukte, die eine hohe Steifigkeit und einen niedrigen Wärmeausdehnungskoeffizienten über einen großen Temperaturbereich erfordern.
HP PA11 gegen PA12
Die mechanischen Eigenschaften sowohl von HP PA11 als auch von HP PA12 sind beeindruckend. HP PA12 bietet im Vergleich zu HP PA11 eine bessere Flexibilität und eine höhere Schlagzähigkeit bei niedrigen Temperaturen. Im Gegensatz dazu hat PA11 eine bessere chemische Beständigkeit und eine geringfügig höhere Wärmeformbeständigkeit als PPA. In Bezug auf die Bearbeitbarkeit schneidet PA11 geringfügig besser ab als PA12. Insgesamt eignet sich PA11 für Anwendungen, die eine Haltbarkeit über einen breiten Temperaturbereich von unter Null bis zu hohen Temperaturen erfordern. PA12 ist speziell für Anwendungen optimiert, die Flexibilität und Schlagfestigkeit bei Temperaturen unter 0°C erfordern. Bei kalten Temperaturen kann PA12 also bevorzugt werden, während PA11 bei anderen Anwendungen eine vergleichbare Leistung bietet. Beide Materialien erweitern die Einsatzgrenzen von Polyamiden erheblich.
Optimieren der Druckeinstellungen für Stärke
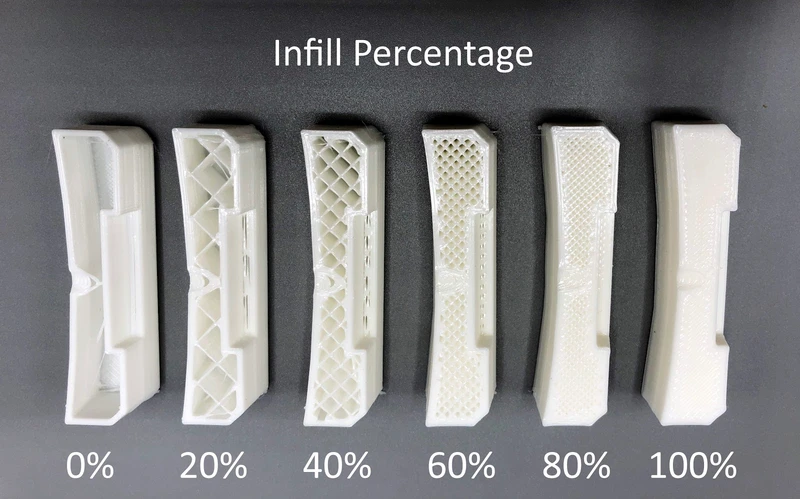
Art und Dichte der Auffüllung
Infill bezieht sich auf die innere Struktur von Metall 3D-Druck. Zu den üblichen Füllmustern gehören Linien, Gitter, Dreiecke, Waben usw. Dichtere Füllungen mit höherem Füllgrad wie 60-100% führen zu stärkeren Teilen im Vergleich zu spärlichen Füllungen unter 20%. Dichtere Füllungen verlängern jedoch die Zeit für den 3D-Druck der Teile und verbrauchen mehr Material. Die Waben- oder Dreiecksmuster bieten ein gutes Gleichgewicht zwischen Festigkeit und Materialverbrauch. Die richtige Auswahl der Füllung hängt von der Belastung des Teils und den Festigkeitsanforderungen ab.
Teil Orientierung
Die Ausrichtung des Teils bei 3D-gedruckten Teilen hat einen erheblichen Einfluss auf seine Festigkeitseigenschaften. Bei Teilen, die Zug- oder Biegebelastungen ausgesetzt sind, führt eine Anordnung der Schichten parallel zur Kraft zu maximaler Festigkeit. Eine vertikale Ausrichtung des Teils verringert die Festigkeit im Vergleich zu flachen Ausrichtungen. Spannungskonzentrationen sollten auch an kritischen Stellen berücksichtigt werden. Abhängig von der Teilegeometrie und dem Material können Stützstrukturen für Überhänge erforderlich sein.
Dicke der Schale
Schale bezieht sich auf die massiven Außenwände von Teilen. Dickere Schalen erhöhen die Steifigkeit, Maßhaltigkeit und Festigkeit der Teile. Für einfache Teile werden mindestens 2 Umfänge oder Schalen empfohlen. Teile, die stark belastet werden, benötigen Schalen, die mindestens das 1,2-1,5-fache der Düsendicke betragen. Sehr dünne Schalen unter 60-80% Düsenbreite sind anfällig für Risse und Schäden. Die optimale Schalendicke kann durch Tests auf maximale Festigkeit ermittelt werden.
Zusammenfassend lässt sich sagen, dass die Anpassung des Füllungsanteils, die korrekte Ausrichtung der Teile entlang der Kräfte und die Abstimmung der Schalendicke dazu beitragen, die Festigkeit der 3D-gedruckten Komponenten entsprechend der beabsichtigten Belastungen und Anwendungen zu maximieren. Bei sicherheitskritischen Anwendungen empfiehlt es sich, die optimierten Einstellungen durch Prototypentests zu validieren.
Nachbearbeitung für Stärke
Glühen
Das Ausglühen ist eine gängige Nachbearbeitungstechnik, um die Festigkeit und Schlagzähigkeit von 3D-gedruckten Teilen aus thermoplastischen Materialien wie ABS, PLA und Nylon zu erhöhen.
Bei 3D-gedruckten Teilen führen schnelle Heiz- und Kühlzyklen zu Eigenspannungen innerhalb der gedruckten Schichten und Teile. Durch langsames Erhitzen der gedruckten Teile auf eine Temperatur direkt unter dem Glasübergangspunkt werden diese inneren Spannungen abgebaut.
Zum Beispiel können ABS-Teile bei 80-100°C getempert werden, während PLA bei 55-65°C getempert wird. Die Teile werden 1-2 Stunden lang auf dieser Temperatur gehalten, bevor sie in der Glühkammer oder im Ofen langsam abkühlen.
Indem die Polymerketten sich durch langsames Erhitzen und Abkühlen entspannen können, werden durch das Tempern die Eigenspannungen reduziert und ein Spannungsabbau innerhalb der 3D-gedruckten Teile erreicht. Dies führt zu einer verbesserten Schichthaftung, erhöhter Zähigkeit und Schlagfestigkeit von 15-30%.
Die geringere Eigenspannung verhindert auch eine frühe Rissausbreitung, wenn die Teile belastet werden. Geglühte Teile weisen eine höhere Biege- und Stoßfestigkeit auf und eignen sich daher für tragende Anwendungen.
Das Ausglühen ist ein einfacher Prozess nach dem Druck, der die mechanische Zuverlässigkeit von 3D-gedruckten Teilen erhöht, ohne ihre Abmessungen zu verändern. Es hilft den Teilen, nahezu die maximalen theoretischen Festigkeitseigenschaften des Druckmaterials zu erreichen.
Anwendungen für starke 3D-Drucke

Funktionale Prototypen
Der 3D-Druck ermöglicht das schnelle Prototyping von Funktionsteilen und Prototypen mit funktionierender Mechanik und Bewegung. Durch die Optimierung der Einstellungen von 3D-gedruckten Teilen für die Festigkeit können endgültige Prototypen erstellt werden, die vor der Produktion Passform-, Form- und begrenzte Funktionstests durchlaufen. Beispiele hierfür sind gedruckte Gehäuse, Scharniere, Zahnräder und mechanische Baugruppen. Durch die Optimierung wird sichergestellt, dass die Prototypen Kräften, Stößen und wiederholten Zyklen standhalten, die den Bedingungen des Endverbrauchers entsprechen.
Endverbraucher-Komponenten
Hochfeste 3D-gedruckte Teile erweitern die Möglichkeiten für den Druck von Endprodukten in kleinen Stückzahlen und kundenspezifischen Komponenten. Bereiche wie Prothesen, Industrieausrüstungen, medizinische Implantate und tragbare Technologie profitieren von maßgeschneiderten, hochfesten 3D-Druckteilen. Das Drucken von Vorrichtungen, Gehäusen und anderen Maschinenkomponenten mit maximaler Festigkeit ermöglicht die Produktion von Einzelteilen und den Ersatz von Teilen auf Abruf.
Fertigungshilfsmittel
3D-gedruckte Gussformen, Modelle, Vorrichtungen und Halterungen beschleunigen die Produktionsprozesse. Langlebige 3D-gedruckte Gussformen erleichtern den Metallguss in kleinen Mengen. Starke Montagevorrichtungen verbessern die Positionierungsgenauigkeit. Wartungswerkzeuge, Hilfsmittel für die Qualitätskontrolle und Ergänzungen für die Montagelinie erhalten durch die Optimierung einen Festigkeitsschub. Hochfeste Drucke sorgen dafür, dass Fertigungshilfsmittel den Anforderungen einer wiederholten Verwendung über einen längeren Zeitraum hinweg gerecht werden.
Zusammenfassend lässt sich sagen, dass die Optimierung der Druckeinstellungen die Anwendungsmöglichkeiten des 3D-Drucks von Modellen zu funktionalen Endverbrauchsteilen, Prototypen und Fertigungshilfsmitteln erweitert. Maximale Stärke bedeutet mehr Machbarkeit, Zuverlässigkeit und Kosteneinsparungen.
Fallstudien mit PA11 und PA12
GoProto und Ropes Edge: PA12 schützt lebenswichtige Seile
GoProto hat Prototypen von reibungsarmen Ummantelungen für lebenserhaltende Kletterseile aus PA12 entwickelt, die die Ummantelungen aus PEEK ersetzen. PA12-Mäntel widerstehen dynamischen Belastungen und Minustemperaturen bei Stürzen oder Bergrettungen. Tests von Ropes Edge haben gezeigt, dass PA12-Mäntel unter abrasiven Bedingungen 10 Mal länger halten als PEEK und die Kletterer schützen.
DustRam produziert starke Werkzeuge zum Entfernen von Fliesen mit PA12
DustRam stellt Werkzeuge zum Entfernen von Fliesen mit Hartmetallspitzen her. Dank der Steifigkeit, der Selbstschmierung und der chemischen Beständigkeit von Nylon 12 können die Werkzeuge den Kräften, die beim Kratzen von Fliesen auftreten, ohne Beschädigung oder Verschleiß standhalten. Die geringe Feuchtigkeitsaufnahme von PA12 verhindert das Rosten von Metallteilen. PA12 hilft DustRam dabei, langlebige, rostfreie Werkzeuge herzustellen, die jahrelang im kommerziellen Einsatz bleiben.
Bowman erhöht die Leistung von Lagern mit PA11
Bowman stellt hochpräzise Lager, Dichtungen und O-Ringe her. PA11 verbesserte die Leistung von Lagerdichtungen bei Temperaturen von -50°C bis 135°C unter verschiedenen Bedingungen. PA11-Dichtungen hielten Vibrationen und Druck stand, ohne dass es zu Spannungsrissen oder Ölpermeation während der gesamten Lebensdauer der Lager kam. PA11 erhöht die Zuverlässigkeit von Lagern und erweitert den Anwendungsbereich auf raue Umgebungen wie Offshore-Bohrinseln und Bergbaumaschinen.
Zusammenfassend lässt sich sagen, dass PA11 und PA12 Materiallösungen für sicherheitskritische Anwendungen, raue Arbeitsbedingungen und große Temperaturbereiche bieten. Ihre leistungsstarken Eigenschaften ermöglichen die Herstellung langlebiger Komponenten und Werkzeuge mit verbesserten mechanische Stabilität.
HP Jet Fusion Drucker und Materialien
Entdecken Sie das HP Materials Portfolio
HP bietet verschiedene Materialien an, die für seine industriellen Jet Fusion 3D-Drucklösungen optimiert sind. Das HP 3D High Reusability PA 12 Material bietet Haltbarkeit, Zugfestigkeit und Elastizität für funktionale Teile. HP 3D High Reusability PP ermöglicht die Herstellung verschiedener Anwendungen, die chemische Beständigkeit erfordern.
Für Ingenieure, HP multi jet fusion 3D High Reusability CB PA 12 Material kombiniert die Festigkeit und Zähigkeit von PA 12 mit einer Verstärkung aus Kohlenstofffasern. HP 3D High Reusability Glasgefülltes Nylon bietet Steifigkeit, Hitzebeständigkeit und reduzierte Ausdehnung.
HP arbeitet auch mit Materialanbietern zusammen, um die Möglichkeiten für 3D-Druckteile zu erweitern. Dadurch erhalten Designer Zugang zu verschiedenen branchenspezifischen Fotopolymeren, Elastomeren, Thermoplasten und Verbundwerkstoffen.
Effektive Kombination von Materialien mit Jet Fusion Druckern
HP Jet Fusion Drucker ermöglichen den 3D-Druck mehrerer Materialien durch einen einzigen Multi-Agenten-Druckprozess. Dies erleichtert die Optimierung von Teilen durch die Kombination von Materialien mit unterschiedlichen Eigenschaften.
Zum Beispiel können flexible Materialien mit starren Materialien gemischt werden, um Dichtungen mit ausgewogener Dehnung und Steifigkeit herzustellen. Leitfähige Kunststoffe werden in elektronischen Teilen verwendet, wenn sie mit Isolatoren gemischt werden.
Darüber hinaus helfen Materialien mit unterschiedlicher Dichte, die Schallübertragung zu kontrollieren. Verbundwerkstoffteile mit Holz- oder Kohlefaserfilamenten bieten ästhetische und strukturelle Vorteile.
Die Möglichkeit, mit HP Jet Fusion verschiedene Materialien zusammen zu drucken, erweitert die funktionale 3D-Druck im Prototyping und die Designmöglichkeiten für Produktionsteile im Vergleich zu 3D-gedruckten Teilen aus einem einzigen Material. Dies ermöglicht komplexere Anwendungen in verschiedenen Branchen.
Fazit
Zusammenfassend lässt sich sagen, dass eine Vielzahl von Materialien wie Polycarbonat, ABS, Nylon und Hochleistungsoptionen wie PEEK, Kohlefaser und teilkristalline Nylons eine ausreichende Festigkeit für 3D-gedruckte Teileanwendungen bieten. Parameter wie die Fülldichte, die Ausrichtung des Teils entlang der Belastungspfade und die Schalendicke können je nach Teiledesign und Verwendungszweck optimiert werden. Nachbearbeitungstechniken wie das Glühen tragen dazu bei, Spannungen abzubauen und die Festigkeit zu erhöhen.
Geeignete Fallstudien zeigen, wie Materialien wie PA11 und PA12 die Anforderungen an sicherheitskritische Geräte, große Temperaturtoleranz und Haltbarkeit erfüllen. Moderne Systeme wie HP Jet Fusion ermöglichen die Kombination von Materialien für Verbundwerkstoffe und Teile mit mehreren Eigenschaften. Mit der Verfügbarkeit von hochfesten Materialien und Prozessoptimierungen ist der 3D-Druck nun in der Lage, funktionale Endverbraucherkomponenten, Werkzeuge und Prototypen zu produzieren, die über Prototyping-Anwendungen hinausgehen.
FAQs
F: Wie wähle ich das richtige Material für meine Anwendung aus?
A: Berücksichtigen Sie die erforderlichen mechanischen Eigenschaften, die Betriebsumgebung und den Verwendungszweck des Teils. Eigenschaften wie Hitzebeständigkeit, chemische Beständigkeit, Schlagfestigkeit usw. bestimmen die Materialauswahl.
F: Welches ist das gängigste hochfeste Material für Funktionsteile?
A: Für das Prototyping werden die meisten Funktionsteile aufgrund ihres guten Kosten-Nutzen-Verhältnisses in ABS, Nylon oder Polycarbonat gedruckt. Für industrielle Teile werden in der Regel glasgefülltes Nylon oder kohlefaserverstärkte Materialien verwendet.
F: Beeinflusst die Füllung die Stärke wirklich so stark?
A: Ja, die Füllung spielt eine wichtige Rolle bei der Bestimmung der Festigkeit des Teils, insbesondere unter Belastung. Füllungen mit höherer Dichte wie 60-100% bieten deutlich mehr Festigkeit als spärliche Muster unter 20%.
F: Wie optimiere ich die Festigkeit von kritischen, tragenden Teilen?
A: Validieren Sie die optimalen Einstellungen, wie z.B. 100% Füllung, Ausrichtung entlang der Lasten, erhöhte Schalendicke durch Prototypentests. Ziehen Sie Nachbearbeitungen wie Glühen in Betracht, um die Festigkeit zu maximieren.





