Zum Inhalt springen
Zum Inhalt springen 
Das Elektronenstrahlschmelzen (EBM) ist ein vielversprechendes Verfahren für die Herstellung komplizierter Metallkomponenten, aber Lücken im Prozesswissen haben die Einführung verzögert. Dieser Leitfaden entmystifiziert das EBM, indem er die Pulvereigenschaften, die thermische Modellierung, die Auswirkungen der Parameter und die industriellen Anwendungsfälle untersucht. Ein besseres Verständnis der Materialeigenschaften, der Simulation und der Verfeinerung der Produktion ist der Schlüssel zur Optimierung dieses speziellen Verfahrens. 3D-Druck Technik
Metallpulvereigenschaften, die für den Elektronenstrahlschmelzprozess entscheidend sind
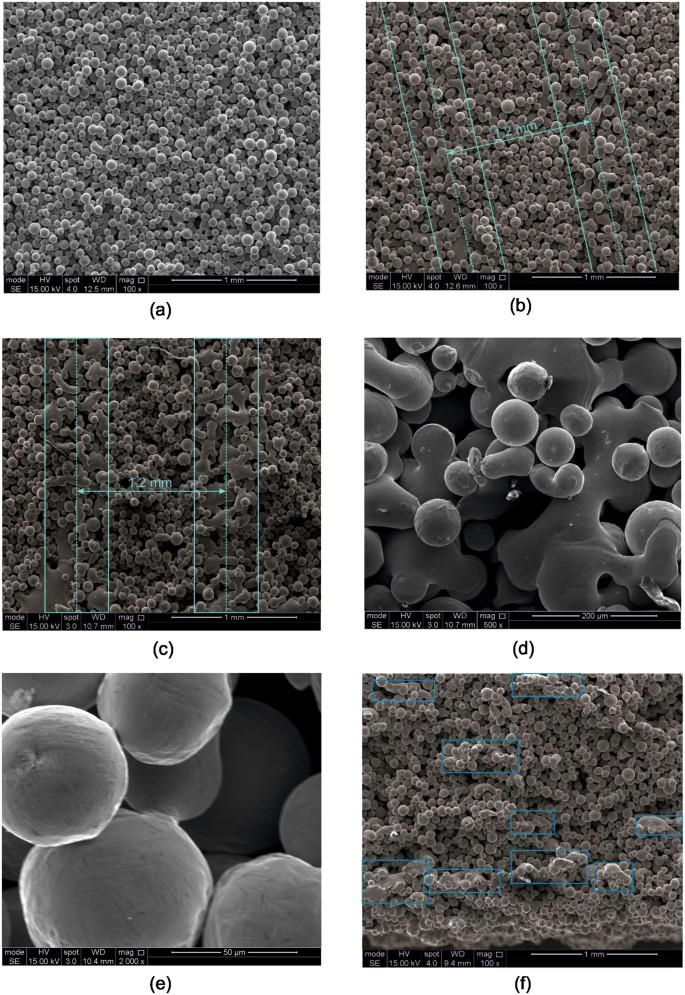
Das Rohmaterial Pulver spielt beim Elektronenstrahlschmelzen eine wichtige Rolle, da es mit Hilfe des Elektronenstrahls selektiv geschmolzen wird, um jede neue Schicht zu erzeugen. Bevor das Schmelzen beginnt, wird das Pulver einem Vorwärmungsschritt unterzogen, der es zum Zusammensintern bringt. Dieser Sinterprozess verbindet die Partikel miteinander und bildet zwischen ihnen Nasen. Um das Sinterverhalten zu verstehen, untersuchten die Forscher vorgewärmtes Ti-6Al-4V-Pulver mit Hilfe der Mikroskopie. Die Rasterelektronenmikroskopie zeigte, dass sich zwischen den Partikeln Einschnürungen mit einem Durchmesser von 1 bis 10 Mikrometern gebildet hatten. Eine weitere Analyse ergab, dass das Pulver eine korbartige Mikrostruktur aufwies, die sowohl Alpha- als auch Beta-Phasen enthielt und der Mikrostruktur der festen Legierung ähnelte.
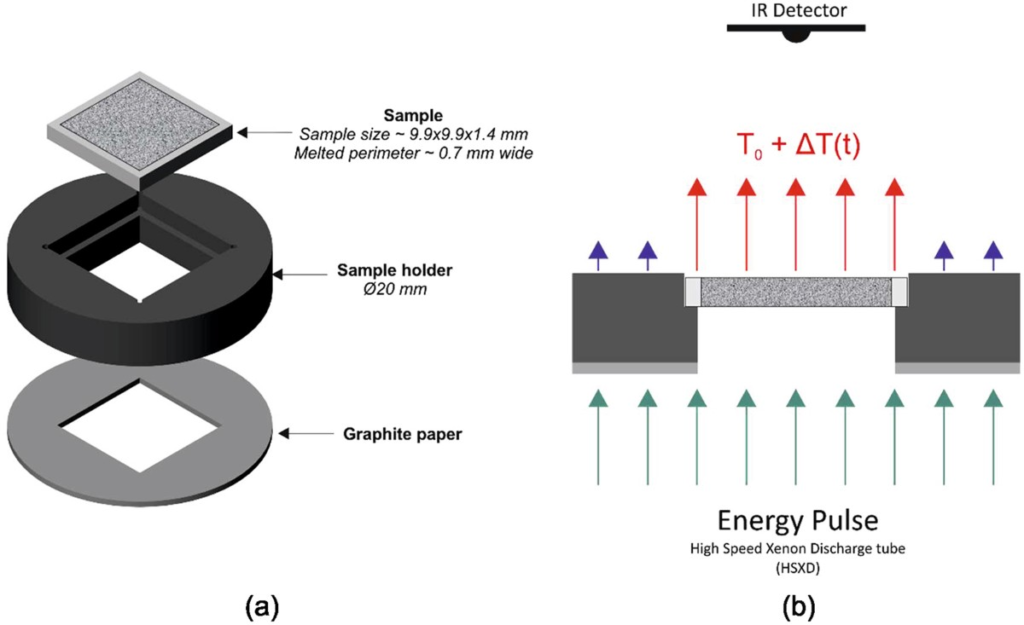
Weitere Tests untersuchten die Porosität des Pulvers und die thermischen Eigenschaften. Die Pulverproben wurden durch Elektronenstrahlschmelzen hergestellt und anschließend mit dem Mikro-CT gescannt. Die Ergebnisse zeigten eine Porosität von etwa 50% in allen Proben. Auch die Wärmeleitfähigkeit wurde bei verschiedenen Temperaturen gemessen. Interessanterweise zeigte das Pulver eine deutlich geringere Leitfähigkeit als festes Ti-6Al-4V, mit Werten, die etwa ein Viertel so groß waren. Konkret lag die Leitfähigkeit bei Raumtemperatur bei 0,63 W/mK und stieg bei 750 Grad Celsius auf unter 2,44 W/mK. Diese Ergebnisse trugen zur Charakterisierung wichtiger Pulvereigenschaften bei.
Das Verständnis des Sinterverhaltens ermöglichte Einblicke in die Vorverarbeitung des Pulvers beim EBM. Die Quantifizierung von Porosität und Wärmeleitfähigkeit half bei der Entwicklung von thermischen Modellen, die für die Simulation des EBM-Schmelzprozesses entscheidend sind. Insgesamt erwies sich die genaue Darstellung der Pulvereigenschaften als entscheidend für die Entmystifizierung dieser neuen Technologie. 3D-Drucktechnologie.
Wärmeleitfähigkeit von EBM-Pulvern
Die Forscher haben Schritte unternommen, um die Wärmeleitfähigkeit von Ti-6Al-4V-Pulver, das beim Elektronenstrahlschmelzen verwendet wird, gezielt zu messen. Dazu wurden Proben hergestellt, die sowohl feste als auch pulverförmige Bereiche enthielten, und zwar mit dem Metall 3D-Druck Prozess. Die Tests isolierten dann die Leitfähigkeit innerhalb der Pulverabschnitte.
Die Ergebnisse zeigten, dass die Leitfähigkeit des Pulvers viel geringer ist als die der festen Titanlegierung. Bei Raumtemperatur betrug die Leitfähigkeit des Pulvers 0,63 W/mK - nur etwa ein Viertel der Leitfähigkeit von dichtem Ti-6Al-4V. Selbst bei höheren Temperaturen blieb die Leitfähigkeit im Vergleich zum festen Gegenstück niedrig. Als die Temperaturen auf 750°C stiegen, nahm die Leitfähigkeit des Pulvers etwas zu, erreichte aber einen Höchstwert von 2,44 W/mK.
Diese Daten bestätigen, dass Pulver im Vergleich zu festem Metall eine deutlich geringere Fähigkeit zur Wärmeübertragung besitzen. Ihre geringe Leitfähigkeit ist wahrscheinlich auf die Porosität zurückzuführen, die bei der Herstellung des Pulvers entsteht. Diese schlechten thermischen Eigenschaften haben Konsequenzen für die Simulation des EBM-Schmelzprozesses.
Simulation des EBM-Prozesses durch thermische Modellierung
Um die thermischen Phänomene beim Elektronenstrahlschmelzen besser zu verstehen, erstellten die Forscher ein Finite-Elemente-Modell. Dieser Simulationsansatz ermöglichte die Untersuchung der Temperaturverteilung über die Teile. Schlüsselfaktoren wie temperaturabhängige Materialeigenschaften und der Wärmestrom des Elektronenstrahls wurden dabei berücksichtigt. Insbesondere behandelte das Modell die Strahlerwärmung als eine konische Wärmequelle, die Energie auf der Grundlage einer Gaußschen Verteilung freisetzt. Die Finite-Elemente-Analyse berechnete dann die Temperaturänderungen im Laufe der Zeit, während der virtuelle Strahl ein Teil Schicht für Schicht abtastete. Verschiedene Fertigungseinstellungen wurden in silico getestet.
Strahlparameter wie Leistung, Durchmesser und Geschwindigkeit wurden verändert, um ihren Einfluss auf die Größe des Schmelzbads zu analysieren. Wie erwartet, vergrößerten eine höhere Leistung und ein langsameres Scanning den Schmelzbereich. Die Verwendung eines breiteren Strahldurchmessers komprimierte die Schmelzbäder seitlich, verringerte aber die Tiefe. Um die Genauigkeit der Simulationsvorhersagen zu beurteilen, wurden sie mit den experimentellen Ergebnissen verglichen. Die Messungen umfassten die Quantifizierung der tatsächlichen Schmelzbäder von hergestellten Proben. Erfreulicherweise stimmten die vom Modell vorhergesagten Abmessungen der Schmelzbäder im Allgemeinen mit den physikalischen Beobachtungen überein. Die Abweichungen betrugen im Durchschnitt etwa 32%, was die Fähigkeit der Simulation, wichtige thermische Phänomene darzustellen, bestätigt.
Insgesamt hat diese Modellierungsarbeit Lücken im Verständnis des thermischen Prozesses geschlossen, der dem EBM zugrunde liegt. Die validierte Simulation bietet nun ein nützliches Werkzeug zur Optimierung der Produktionseinstellungen und zur Untersuchung der thermischen Auswirkungen verschiedener Design- oder Materialänderungen.
Auswirkungen der Scan-Geschwindigkeit auf EBM-Prozess und Teil
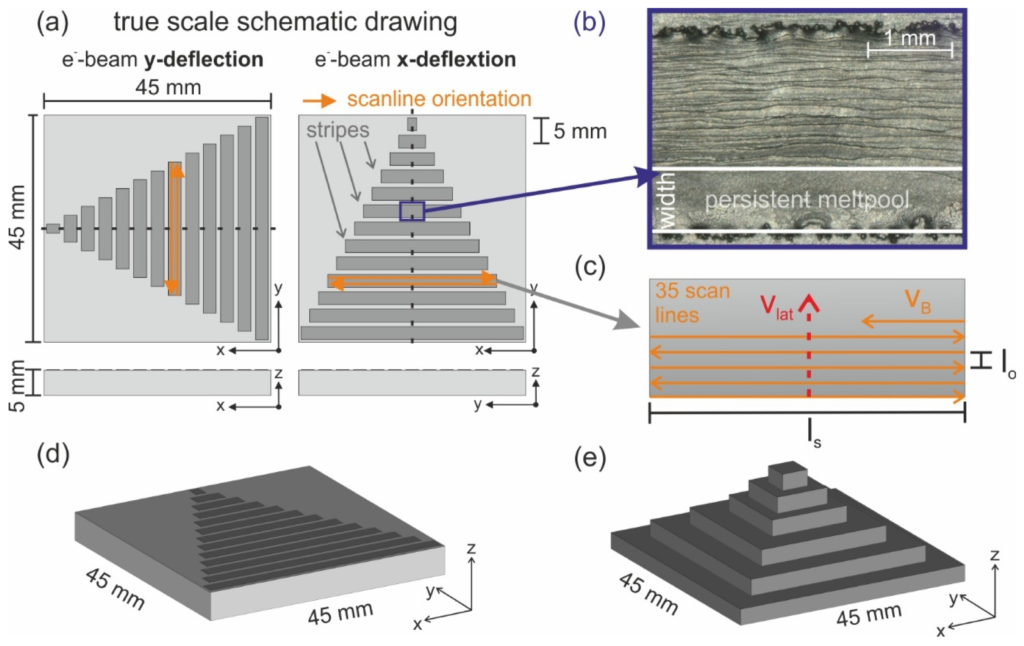
Ein wichtiger Herstellungsparameter, die sogenannte Geschwindigkeitsfunktion, beeinflusst die Schmelzgeschwindigkeit des Elektronenstrahls beim Scannen. Die Forscher haben mit verschiedenen Geschwindigkeitsindizes experimentiert, um die Auswirkungen zu messen.
Höhere Indizes entsprachen einer schnelleren Bewegung des Strahls. Dies beschleunigte den Herstellungsprozess, reduzierte jedoch den Energieaufwand, da der Strahl weniger Zeit an jeder Stelle verbrachte. Die Ergebnisse zeigten rauere Oberflächen und größere Beta-Körner mit steigenden Indizes.
Die Temperaturmessungen zeigten außerdem die Auswirkungen der Scan-Geschwindigkeit. Die Spitzentemperaturen um 2700°C sanken, als die Indizes stiegen und die Geschwindigkeit zunahm. Das schnellere Scannen der Elektronenstrahlschmelze schwächte die Energiedichte und senkte die erreichten Temperaturen. Die Charakterisierung dieser Auswirkungen der Scangeschwindigkeit erwies sich als wertvoll. Wenn Sie verstehen, wie die Geschwindigkeitsfunktion die thermischen Bedingungen und die daraus resultierenden Mikrostrukturen verändert, können Sie diese wichtige Fertigungsvariable optimieren.
Messung der Temperaturen während der EBM mit Thermografie
Die Forscher verwendeten eine Nahinfrarot-Wärmebildkamera zur zerstörungsfreien Überwachung der Temperaturen in einem Elektronenstrahl-Schmelzsystem. Die Empfindlichkeit der Kamera ermöglichte die Visualisierung verschiedener Fertigungsschritte wie Vorwärmen, Konturschmelzen und Scannen der inneren Schraffur.
Die räumliche Auflösung der Wärmebilder wurde mit 46,8 μm pro Pixel horizontal und 66,2 μm pro Pixel vertikal bestimmt. Aus den Videoaufnahmen der einzelnen Stufen konnten durchschnittliche Temperaturprofile entlang des Strahlengangs erstellt werden.
Insbesondere zeigten die Profile ein charakteristisches Plateau, das die Liquidus- und Solidus-Phasenwechseltemperaturen miteinander verbindet. Dies bestätigte die Fähigkeit der Kamera, Phasenübergänge innerhalb des Schmelzbades zu erkennen. Weitere Messungen zeichneten das thermische Verhalten bei unterschiedlichen Aufbauhöhen auf. Die Ergebnisse zeigten, dass die Abkühlungsraten mit zunehmender Entfernung vom Substrat zunahmen. Auch die Spitzentemperaturen sanken mit zunehmender Höhe schneller ab, da die Wärmeleitung in die darunter liegenden Schichten schwächer wurde.
Insgesamt lieferte die Temperaturabbildung durch Thermografie neue Einblicke in den Schmelzprozess beim Elektronenstrahlschmelzen. Der Vergleich der Profile unterstützte außerdem Finite-Elemente-Simulationen, die darauf abzielen, thermische Phänomene realistisch zu modellieren. Die berührungslose Temperaturprofilerstellung hilft weiterhin bei der Optimierung und Qualitätssicherung.
Messen von Temperaturen während der EBM-Herstellung
Die Forscher verwendeten eine Infrarot-Wärmebildkamera zur zerstörungsfreien Beobachtung der Bauteiltemperaturen. Diese Nahinfrarotkamera konnte das Vorheizen, die Konturbildung und das Scannen der inneren Teile abbilden. Die Auflösung der Kamera erwies sich mit 46,8 Mikrometern pro Pixel in der Horizontalen und 66,2 Mikrometern in der Vertikalen als recht gut. Die während des Drucks aufgenommenen Videos ermöglichten die Erstellung von durchschnittlichen Temperaturprofilen entlang des Strahlengangs.
Diese Profile wiesen einen charakteristischen flachen Bereich auf, der die Schmelz- und Erstarrungstemperaturen miteinander verbindet. Dies beweist, dass der Imager in der Lage ist, Phasenumwandlungen im Schmelzmaterial zu erkennen. Weitere Profile zeichneten Ergebnisse in verschiedenen Höhen auf. Die Ergebnisse zeigten, dass sich die Abkühlung mit zunehmender Entfernung von der Basis beschleunigte. Außerdem sanken die Spitzentemperaturen aufgrund der schwächeren Abwärtsleitung durch die abgelagerten Schichten weiter oben schneller ab.
Insgesamt lieferten die Temperaturkarten über die Wärmebildtechnik neue Einblicke in das Elektronenstrahlschmelzen Nachhaltiger 3D-Druck Prozess. Profile verbessern die Aussagekraft von Berechnungsmodellen, die darauf abzielen, thermische Phänomene realistisch nachzubilden. Die berührungslose Temperaturmessung verbessert die Prozessbeherrschung und -qualität weiter.
Auswirkungen der Herstellungsparameter auf den EBM-Prozess
Strahl-Attribute
Die Forscher nutzten thermische Simulationen, um zu untersuchen, wie sich die Eigenschaften des Strahls auf die Geometrie des Schmelzbads auswirken. Variablen wie Strahlleistung, Durchmesser und Geschwindigkeit wurden bei der Modellierung der Ti-6Al-4V-Produktion unabhängig voneinander angepasst.
Wie erwartet, hat sich die steigende Leistung oder die langsamere Bewegung ausgeweitet Fused Deposition Modeling Zonen und erhöhte Maximaltemperaturen. Durch beide Änderungen wurde die Energiezufuhr zum Pulverbett erhöht. Durch den Einsatz eines breiteren Elektronenstrahls wurden die Schmelzbäder seitlich komprimiert und gleichzeitig in der Tiefe verdichtet. Der Strahl verteilte die Energie über einen größeren Bereich, wenn er breiter war, und verringerte die Hitze an jeder Stelle.
Auswirkungen der Scan-Geschwindigkeit
In weiteren Arbeiten wurde mit verschiedenen Elektronenabtastgeschwindigkeiten experimentiert. Dieser Parameter wird als Geschwindigkeitsfunktion bezeichnet und steuert die Strahlbewegung.
Schnellere Bewegungen korrelierten mit raueren Oberflächen und größeren Beta-Körnern in den Teilen. Die thermischen Messungen zeigten außerdem, dass die Spitzentemperaturen mit zunehmender Geschwindigkeit abnehmen. Schnellere Strahlen verbrachten weniger Zeit mit dem Aufschmelzen des Pulvers und erzeugten somit weniger Gesamtwärme, was zu einem besseren Verständnis der Auswirkungen der Parameter führte. Für die Optimierung ist es wichtig zu erkennen, wie die Einstellungen die thermischen Bedingungen und Eigenschaften verändern.
Anwendungsbereiche, die von der EBM-Technologie profitieren
Dank seiner Flexibilität bei der Herstellung anspruchsvoller Metallkomponenten findet das Elektronenstrahlschmelzen in allen Branchen Anwendung. Die Luft- und Raumfahrt setzt EBM für komplizierte Triebwerkskomponenten wie Düsen und bewegliche Fahrwerksteile ein. Das Verfahren stellt diese anspruchsvollen Triebwerksteile aus Materialien wie Titanlegierungen her.
Die medizinische Implantation nutzt auch das Elektronenstrahlschmelzen. Es ist üblich 3D-Druck Materialien personalisierte biomedizinische Implantate und Zahnersatz. Die durch dieses Verfahren möglichen Feinheiten kommen der Implantation zugute.
Auch in den Bereichen Schweißen und Automobilbau wird EBM eingesetzt. Beim Schweißen wird es zur Herstellung maßgeschneiderter Schweißverbindungen zwischen Metallen verwendet. Die Automobilindustrie nutzt EBM zur Herstellung von Turboladern, die Präzision erfordern. Die Technologie formt Turboteile mit raffinierten Geometrien aus pulverförmigem Ausgangsmaterial.
Weitere Sektoren profitieren davon. Die Elektronikindustrie benötigt präzise gefertigte Kühlkörper und Gehäuse, die für EBM-Produktion. Im militärischen und maritimen Bereich entstehen Waffen und Wasserfahrzeuge durch Elektronenstrahlschmelzen im Vakuum. Sogar das Schmuckhandwerk bedient sich des Elektronenstrahlschmelzens, um kunstvolle Edelmetallkreationen zu schaffen. In dem Maße, in dem die Material- und Prozesskompetenz wächst, ergeben sich vielfältige Anwendungsmöglichkeiten in der Luft- und Raumfahrt, der Medizin, dem Maschinenbau und darüber hinaus. EBM füllt spezialisierte Produktionslücken und inspiriert zu weiteren branchenübergreifenden Anwendungen.
Concolusion
Dieser Artikel bietet einen Einblick in das Elektronenstrahlschmelzen anhand von Diskussionen über Pulvereigenschaften, thermische Simulationen, Temperaturaufzeichnungen, Produktionseinstellungen und Anwendungen. Das Verständnis der Zusammensetzung des Pulvers, die Modellierung der Wärmebewegung, die Anpassung der Parameter und die Berücksichtigung der Temperaturwerte sind nach wie vor entscheidend für die Weiterentwicklung dieser Technologie. Die fortlaufende Forschung verspricht, EBM von einer spezialisierten Technik zu einer weit verbreiteten industriellen Anwendung zu machen. Die Bemühungen zielen darauf ab, zu verstehen, wie Strahleigenschaften, Materialqualitäten und die Umgebung während der Herstellung zusammenwirken.
Je besser das Verständnis ist, desto mehr Möglichkeiten gibt es, den Prozess zu nutzen. Verbesserungen der Steuerung können zu einer reproduzierbareren Produktion führen. Die Erweiterung des Materialsortiments erleichtert es, unerfüllte Bedürfnisse der Hersteller zu befriedigen. Prozessoptimierungen senken schließlich die Herstellungskosten. Das fortschreitende Verständnis ebnet somit den Weg für das Elektronenstrahlschmelzen zur Massenproduktion von anspruchsvollen Metallteilen in vielen Bereichen.
FAQs
F: Was ist Elektronenstrahlschmelzen und wie funktioniert das Verfahren?
Das Elektronenstrahlschmelzen ist eine additive Fertigungstechnik, bei der Metallteile Schicht für Schicht mit Hilfe eines hochenergetischen Elektronenstrahls aufgebaut werden, um pulverförmiges Ausgangsmaterial zu verschmelzen. Metallpulver wird auf eine Bauplattform in einer Vakuumkammer aufgetragen. Ein Elektronenstrahl tastet dann jede Schicht ab und schmilzt das Pulver präzise nach einer digitalen Designdatei. Während die nachfolgenden Schichten auf den vorherigen erstarren, entsteht ein dichtes Teil.
F: Wie beeinflussen Metallpulver den EBM-Prozess?
Metallpulver spielen als Rohmaterial eine Schlüsselrolle. Ihre Eigenschaften wie Porosität und Wärmeleitfähigkeit beeinflussen die Wärmeübertragung beim Schmelzen. Durch die Vorverarbeitung wird das Pulver außerdem gesintert, wodurch sich zwischen den Partikeln Verengungen bilden. Das Verständnis der Pulvereigenschaften hilft bei der Optimierung der Vorverarbeitung und der Modellierung des Schmelzvorgangs.
F: Welche Faktoren können bei der Modellierung des thermischen EBM-Prozesses erfasst werden??
Die Finite-Elemente-Simulation berücksichtigt temperaturabhängige Eigenschaften und nähert den Elektronenstrahl als volumetrische Wärmequelle an. Die Modellierung bewertet die Auswirkungen von Parametern wie Strahlleistung, Durchmesser und Geschwindigkeit auf die Abmessungen und Temperaturen des Schmelzbads. Vergleiche mit Experimenten validieren diese Simulationen.
F: Wie wirken sich Prozessvariablen wie die Strahlgeschwindigkeit auf die EBM-Fertigung aus?
Schnelleres Scannen ist gleichbedeutend mit einer geringeren Energiedichte, da der Strahl weniger Zeit damit verbringt, jede Stelle zu fixieren. Höhere Scangeschwindigkeiten korrelieren mit raueren Oberflächen, größeren Beta-Körnern in den Mikrostrukturen und niedrigeren Spitzentemperaturen der Teile, die alle auf eine geringere Erwärmung zurückzuführen sind. Die Charakterisierung solcher Auswirkungen hilft bei der Optimierung der Parameter.
F: In welchen Branchen kommt EBM zum Einsatz und welche Arten von Komponenten werden dadurch erleichtert?
A: Zu den Sektoren, in denen EBM zum Einsatz kommt, gehören Luft- und Raumfahrt, medizinische Implantate, Schweißen, Automobilbau, Elektronik und mehr. Es ermöglicht die Herstellung komplexer Teile wie Düsen für Düsentriebwerke, Zahnersatz, maßgeschneiderte Schweißnähte, Teile für Turbolader und komplizierte Gehäuse. Fortschritte bei Materialien und Verfahren sorgen für eine weitere Verbreitung.