Zum Inhalt springen
Zum Inhalt springen 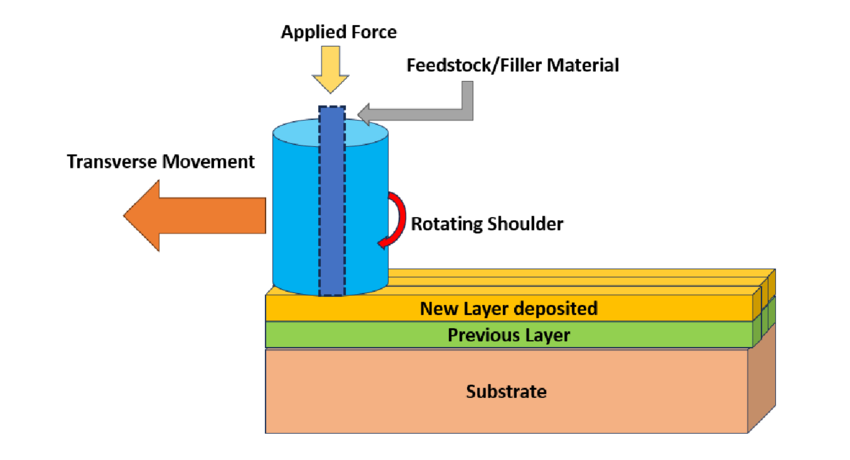
Entdecken Sie das Potenzial der additiven Reibrührtechnik (AFSP) für die Oberflächenmodifikation und -reparatur. Erforschen Sie die wichtigsten Prozesse, Vorteile und neuen Anwendungen von AFSP zur Herstellung von robusten, leistungsstarken Materialien.
Im Gegensatz zu konventionellen Montagestrategien bietet das Reiben von Mischungen entscheidende Vorteile als kontaminationsfreie, energieeffiziente Methode zum Mischen modernster Oberflächenmaterialien. Dieser Artikel gibt einen Überblick über den aktuellen Stand und die wertvollen Möglichkeiten, die sich durch eine besondere Variante der Kontaktmischung ergeben, die als additive Reibmischung oder Additive Friction Stir Processing bekannt ist. Zunächst wird ein kurzer Überblick über das AFSP-System gegeben und es werden die grundlegenden Standards vorgestellt.
Additive Friction Stir Processing: Oberflächenmodifikation und Reparatur
Der Artikel beginnt mit einer Einleitung, die einen Überblick über das additive Reibrührverfahren (AFSP) und seine Bedeutung für die Materialoberflächentechnik gibt. Anschließend wird die Additive Friction Stir Technique detailliert beschrieben, wobei der Prozessablauf, die wichtigsten Prozessgrenzen und die Werkzeugkonstruktion behandelt werden. Als nächstes verlagert sich der Schwerpunkt auf die Mikrostrukturverfeinerung, wobei die Kornverfeinerung in der bearbeiteten Zone, die Auswirkungen von Wechselwirkungsgrenzen auf die Körner und die Rolle der Werkzeuggeometrie erörtert werden.
Diese innovative Technik verbessert die Mikrostrukturen, integriert Verstärkungen aus Verbundwerkstoffen und bietet eine hervorragende Verschleißfestigkeit für verschiedene Anwendungen in Luft- und Raumfahrt und Automobil Industrien. Durch die Ausnutzung von Standards für eine begrenzte, extreme plastische Verformung bei erhöhten Temperaturen ermöglicht die Handhabung von Gittermischungen die gezielte Anpassung von Mikrostrukturen auf der Oberfläche sowie die Streuung von Trägerpartikeln. Dies ermöglicht die Schaffung neuartiger Verbundschichten, die Metalloberflächen stromlinienförmige Eigenschaften verleihen.
Anschließend werden die wichtigsten Aspekte, die sich auf die mikrostrukturelle Verfeinerung auswirken, zusammen mit den Methoden für das Fügen von Verbundwerkstoffträgern untersucht. Es wird ein Überblick über Gerüste gegeben, die durch additive Reibrührverarbeitung hergestellt wurden und metallische Verbindungen mit Keramik- und Kohlenstoffpartikeln enthalten. Schließlich werden die sich in der Entwicklung befindlichen Anwendungen vorgestellt, die sich auf die Veränderung von Oberflächen und die Fixierung von Materialien konzentrieren, bei denen die Handhabung von additiven Gittermischungen ein vielversprechendes Potenzial aufweist.
Zusätzliche Substanz Mahlen Mix Handling Strategie
Verfahren zur Handhabung
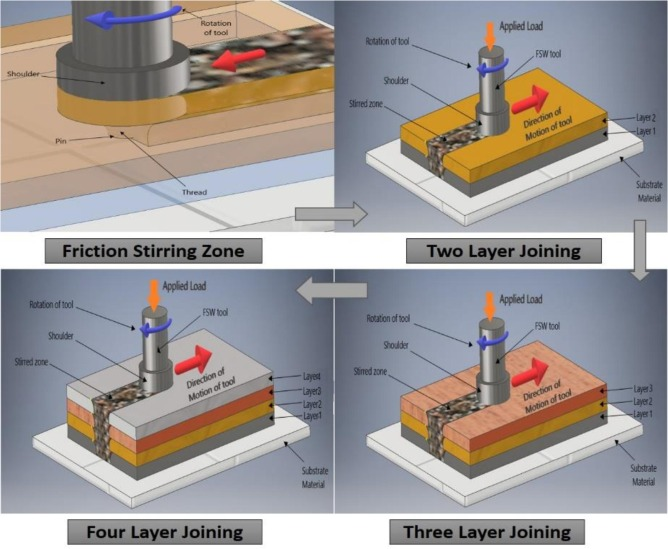
Additive Reibungsrührverfahren (AFSP) ist ein starkes Verfahren zur Verarbeitung von Reibemischungen unter Berücksichtigung der Standards von Reibemischungen Schweißtechniken. Beim AFSP wird ein nicht verbrauchbares Gerät mit einem Stift und einer Schulter gedreht und in das zu bearbeitende Material eingetaucht. An der Schnittstelle zwischen der Drehschulter und dem Werkstück entsteht eine Reibungsintensität, die eine begrenzte Plastifizierung des Materials bewirkt. Der Stift des Geräts durchmischt das plastifizierte Material, um eine Vermischung und Streuung aller unterstützenden Partikel zu erreichen.
Diese Bearbeitung erfolgt unterhalb des Auflösungspunktes des Materials, so dass unerwünschte Auswirkungen, die mit den Zyklen der Flüssigkeitsstufe zusammenhängen, wie z.B. Porosität und verbleibende Spannungen, vermieden werden. AFSP bietet Vorteile gegenüber herkömmlichen Methoden der Oberflächenanpassung, z. B. die genaue Steuerung der Wärmezufuhr ohne Bühnenwechsel. Das Gerät kann in Beispielen so über das Substrat geführt werden, dass bestimmte Bereiche gezielt behandelt werden können. Dies ermöglicht die Nachbearbeitung und Gestaltung von Materialoberflächen.
Prozess-Grenzen
Die Eigenschaften und Qualitäten der behandelten Oberflächenveredelung hängen eindeutig von den Grenzen ab, die bei der additiven Reibrührverarbeitung verwendet werden. Zu den wichtigsten kontrollierbaren Faktoren gehören die Drehgeschwindigkeit des Geräts, die Überquerungsgeschwindigkeit des Instruments, die angewandte Nabenkraft, der Neigungspunkt des Geräts und die Eintauchtiefe des Gerätestifts. Diese Grenzwerte beeinflussen die Intensität an der Schnittstelle zwischen Instrument und Werkstück und die Geschwindigkeit der Materialverformung Ning. Die Drehgeschwindigkeit beeinflusst die Reibungsintensität, während die Überquerungsgeschwindigkeit die Wärmeverteilung und die Materialflussrate kontrolliert. Die Nabenkraft hält das Instrument unbeweglich gegen das Substrat. Die richtige Einstellung dieser Grenzen ist entscheidend, um fehlerfreie Oberflächen mit fortschrittlichen Eigenschaften zu erzielen.
Instrumentenplan
Der Plan des Reibrührwerkzeugs, insbesondere die Schulter und der Stift, beeinflusst ebenfalls die Bearbeitungsergebnisse. Größere Schulterabstände vergrößern den Kontaktbereich für die Wärmealterung, können aber auch die Spannungen im Gerät verringern. Stiftprofile, wie z.B. gestreckte, geriffelte oder profilierte Pläne, wirken sich im Gegensatz zu einfachen tonnenförmigen Stiften auf das Material aus. Instrumentenschultern können mit Profilen geplant werden, z.B. mit Pergament- oder Spiralprofilen, um Spannungen zu konzentrieren. Instrumentenmaterialien mit hoher Festigkeit, Bruchzähigkeit und Verschleißfestigkeit wie H13-Stahl oder Wolframkarbid ermöglichen die Bearbeitung zusätzlicher problematischer Materialien. Die Instrumentenkonfiguration wird im Hinblick auf die Materialeigenschaften des Substrats und die eventuellen Erweiterungen des Trägers optimiert.
Verfeinerung der Mikrostruktur
Kornverfeinerung in der behandelten Zone
Bei der additiven Reibrührverarbeitung werden extreme Kunststoff-Varianten auf das Werkstückmaterial unter der Geräteschulter ausgeübt wird. Da das Material dieser extremen plastischen Verformung bei erhöhten Temperaturen nahe der Schnittstelle zwischen Gerät und Werkstück ausgesetzt ist, findet eine dynamische Rekristallisation der Körner statt. Dies führt zu einer Veränderung der darunter liegenden grobkörnigen Mikrostruktur hin zu einer besseren, gleichachsigen Kornstruktur in der Mischzone. Die Geschwindigkeit der extremen plastischen Verformung und das Alter der Intensität können über die AFSP-Grenzen gesteuert werden, um verschiedene Grade der Mikrostrukturverfeinerung zu erreichen. Höhere Rotationsgeschwindigkeiten, Drehpunktbelastungen und Überkreuzungsgeschwindigkeiten begünstigen eine bemerkenswerte einzigartige Rekristallisation aufgrund des verbesserten Materialträgers und der erreichten höheren homologen Temperaturen.
Auswirkungen von Interaktionsgrenzen auf Körner
Die Korngröße, die in der Mischzone erreicht wird, hängt eindeutig von den gewählten AFSP-Grenzen ab. Studien haben gezeigt, dass höhere Umdrehungsgeschwindigkeiten des Geräts durch die Erzeugung einer höheren Reibungsintensität zu größeren rekristallisierten Körnern führen, da bei höheren Temperaturen eine größere Chance zur Kornentwicklung besteht. Umgekehrt führen höhere Cross-Over-Geschwindigkeiten des Geräts zu schnelleren Abkühlungsraten und erzwingen eine Kornentwicklung, was wiederum zu besseren Korngrößen führt. Darüber hinaus beeinflussen Prozessfaktoren wie die Nabenkraft, das Stiftprofil und die Anzahl der Durchgänge zusätzlich den Grad der Plastifizierung und Rekristallisierung und damit die letzten Kornmerkmale in AFSP-bearbeiteten Oberflächen.
Job von Hardware Math
Das additive Reibrührverfahren des v-Geräts wirkt sich insgesamt auf die erzielte Kornstruktur aus, was auf seine Auswirkungen auf die Wärmealterung und die Materialstromführung zurückzuführen ist. Ein größerer Abstand zwischen den Schultern vergrößert die Kontaktfläche für den Wärmeeintrag während der Bearbeitung. Allerdings kann dies auch die Entwicklung von Verformungen begünstigen. Bei Instrumentenstiften mit Profilen wie Saiten oder Holzblasinstrumenten kann das plastifizierte Material besser transportiert werden als bei einfachen röhrenförmigen Stiften, was die Rekristallisation verbessert. Zahlreiche Durchgänge mit einem Instrument können die Körner zusätzlich verfeinern, da bei jedem Durchgang schwere plastische Verdrehungen gesammelt werden. Im Großen und Ganzen ist eine stromlinienförmige Gerätekonfiguration, die auf das jeweilige Trägermaterial zugeschnitten ist, die Grundlage für das Verständnis des vollen Ausmaßes der Mikrostrukturveränderung während der AFSP.
Oberflächenveränderung und Herstellung von Kompositen
Unterstützung von Sicherungstechniken
Für die Herstellung von Oberflächenverbundwerkstoffen mit Hilfe der additiven Reibrührtechnik müssen die Trägerpartikel in das Substratmaterial eingebracht und dort verteilt werden. Zu den üblichen Techniken gehört das Füllen von in das Substrat gefrästen Rillen Verfahren zur Oberflächenbearbeitung mit dem partikulären Träger vor der Handhabung. Auf der anderen Seite kann eine Anordnung von visuell beeinträchtigten Öffnungen oder Vertiefungen mit Befestigungen versehen werden. Die Technik des Furchenfüllens erlaubt das bemerkenswerteste Maß an Trägerausdehnung, da die gefüllte Kerbe während der AFSP geschlossen gemischt wird. Eine andere Methode ist das einfache Aufkleben oder Aufspritzen von Stützbeschichtungen auf die Substratoberfläche, wobei es jedoch schwierig sein kann, eine gleichmäßige Verteilung zu erreichen. Die angewandte Methode der Stützschmelzung hängt von Faktoren wie den Aspekten der Kerbe, den Moleküleigenschaften und den gewünschten Eigenschaften des Verbundstoffs ab.
Erstellte Rahmenwerke
Ein breites Sortiment an Substrat-Träger-Gerüsten wurde mit Hilfe des Additive Friction Stir Processing zu Oberflächenverbundwerkstoffen verarbeitet. Magnesium- und Aluminiumverbundwerkstoffe werden aufgrund ihres geringen Gewichts und ihrer mechanischen Eigenschaften in der Regel als Substrate verwendet. Zur Verstärkung werden gebrannte Oxide wie Aluminiumoxid und Siliziumdioxid verwendet, die die Härte und den Verschleißschutz verbessern. Karbide wie Siliziumkarbid und Wechselmetallkarbide erhöhen die Festigkeit. Ungewöhnliche Erdpartikel in Magnesiumkombinationen verfeinern die Gerüstkörner. Kohlenstoff-Nanostrukturen wie Graphen und Kohlenstoff-Nanoröhren verleihen ein starkes Öl und elektrische Leitfähigkeit. Rassenübergreifende Mischungen aus verschiedenen Anreicherungen werden ebenfalls untersucht.
Eigenschaften der kommenden Composites
Die Eigenschaften von additiv reibgerührten Oberflächenverbundwerkstoffen werden maßgeblich von der Kornfeinung beeinflusst, die in der Mikrostruktur des Substrats erreicht wird, sowie von der gleichmäßigen Streuung und dem Festhalten der Trägerpartikel. Bessere, homogenere Körner und weniger Partikelgruppierungen oder Verbindungspunktabbrüche bedeuten eine höhere Härte, Festigkeit und Verschleißfestigkeit im Vergleich zum unverstärkten Substratmaterial. Begrenzungen, die Upgrade der Mikrostruktur Änderungen wie höhere Drehgeschwindigkeiten des Geräts oder zahlreiche Bearbeitungsgänge begünstigen auf diese Weise eine höhere Eigenschaftsverbesserung. Der Grad des Fortschritts hängt außerdem von den Eigenschaften und der Aufbaukapazität der gewählten Partikel ab.
Material Fix Anwendungen
Volumen Fix
Die Bearbeitung von Gitterrosten bietet eine Garantie für die Behebung von volumetrischen Verformungen in Metallkonstruktionen und -teilen. Das Ausbessern von Fehlstellen, die durch Brüche, Verschleißschäden oder Defekte während früherer Montagezyklen entstanden sind, kann dazu beitragen, die zugrunde liegende Seriosität wiederherzustellen. Schlüssellöcher und Brüche durch die Dicke in einfachen Flugzeug- und Autokombinationen sind Schwerpunkte, die mit Hilfe der additiven Reibrührtechnik behoben werden können. Die anhaltende Materialausdehnung und die fortschrittliche Beherrschung der Querverbindungen machen das additive Rührreibverfahren im Gegensatz zu den auf festen Dübeln basierenden Reparaturmethoden für solche Anwendungen geeignet.
Oberflächenverschleiß Widerspruch
AFSP wird nach und nach zur Verbesserung von verschleißanfälligen Flüssigmetall-Materialien und Kombinationsflächen. Unterstützte Verbundschichten bieten Schutz vor Erosion und Kratzspuren auf Substraten. Harte, partikelhaltige Oberflächen, die mit Additive Friction Stir Processing hergestellt werden, zeigen weniger Reibung und Verschleiß in Anwendungen wie Druckkammern und Kontaktpolstern von Autos. Die Oberflächenfixierung und -beschichtung mit AFSP verhindert die Abnutzung der Teile und verlängert so die potenzielle Lebensdauer der Teile. Dies bietet verlockende Möglichkeiten für moderne Geräte, Motoren und Fundamente, die extremen tribologischen Bedingungen ausgesetzt sind.
Fazit
Alles in allem hat sich die Erosionsbearbeitung von Zusatzstoffen als flexible und finanziell lohnende Methode erwiesen, um eine kontrollierte Veränderung der Mikrostrukturen von Metallsubstraten und die Herstellung von unterstützten Kompositoberflächenschichten zu ermöglichen. Diese hochmoderne Variante der Mischungsbearbeitung mit Gittern nutzt die Vorteile der anhaltenden Materialausdehnung, um bereits unüberwindbare Schwierigkeiten bei der Konstruktion von Amalgamen und Teilen zu beseitigen.
Die Verbesserung der damit zusammenhängenden Handhabungsgrenzen, wie z.B. der Instrumentenmatrix, der Rotationsgeschwindigkeit und des Cross-Over-Vorschubs, bietet erstaunliche Chancen, die wahre Kapazität der additiven Reibrührverarbeitung für die Anpassung von Oberflächeneigenschaften über verschiedene Substrate hinweg vollständig zu öffnen. Im Allgemeinen bietet die additive Reibungsrührtechnik große Vorteile für die Entwicklung von robusten, hochwertigen Oberflächenmaterialien durch den Einsatz von hochentwickelten, begrenzten mikrostrukturellen Verfeinerungen und partikulären Verbindungen, die nur durch nicht harmonische, schwerwiegende plastische Verformung erreicht werden können.
FAQs
F: Was ist der entscheidende Unterschied zwischen dem Schweißen von Gittermassen und der Verarbeitung von Reibemassen?
A: Das Kontaktschweißen wird verwendet, um vergleichbare oder einzigartige Materialien miteinander zu verbinden, während das Erosionsschweißen die Mikrostruktur und die Eigenschaften eines Materials verändert, ohne es zu verbinden.
F: In welchem Temperaturbereich wird die zugesetzte Substanz regelmäßig erodiert?
A: Bei den meisten Aluminiumkombinationen findet die additive Reibrührverarbeitung im Bereich des 0,6-0,9-fachen des Auflösungspunkts des Materials statt, wodurch Probleme im Zusammenhang mit der Handhabung der Flüssigkeitsstufe wie Porosität und Restbelastungen vermieden werden.
F: Wie erfolgt die Konsolidierung des Trägermaterials bei der Handhabung von Kontaktmischungen mit Zusatzstoffen?
A: Anreicherungen werden in der Regel durch das Ausfüllen von Abschnitten oder Öffnungen dargestellt, die vor der Bearbeitung in die Substratoberfläche eingearbeitet wurden. Wenn das Instrument durchläuft, werden die Befestigungen vermischt und in das plastifizierte Gittermaterial gestreut.